一种橡胶制品加工系统的压出成型装置
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及橡胶加工设备技术领域,具体涉及一种橡胶制品加工系统的压出成型装置。
背景技术
橡胶(Rubber)是指具有可逆形变的高弹性聚合物材料,在室温下富有弹性,在很小的外力作用下能产生较大形变,除去外力后能恢复原状。橡胶属于完全无定型聚合物,它的玻璃化转变温度(Tg)低,分子量往往很大,大于几十万。早期的橡胶是取自橡胶树、橡胶草等植物的胶乳,加工后制成的具有弹性、绝缘性、不透水和空气的材料。高弹性的高分子化合物。分为天然橡胶与合成橡胶二种。天然橡胶是从橡胶树、橡胶草等植物中提取胶质后加工制成,合成橡胶则由各种单体经聚合反应而得。橡胶制品广泛应用于工业或生活各方面;橡胶成型机是一种高精度高效率制橡胶胶坯设备,能生产各种中、高硬度,多种形状的胶坯,且胶坯精密度高,无气泡,适合生产橡胶杂件、油封、O型圈、网球、高尔夫球、气门嘴、鞋底、汽车配件、医药、农业造粒等产品,具体指将受热融化的材料由高压射入模腔内,经冷却固化后,得到成形品。
现在的橡胶成型机在生产成品橡胶的过程中,不可避免的会出现部分不合格的产品的产出,生产完成之后将合格品和不合格品放置在一起人工进行逐个检查,效率较低且在不合格品出现较多时不能对橡胶成型机及时进行修理调整,导致橡胶成品的合格率降低。
发明内容
为此,本发明提供一种橡胶制品加工系统的压出成型装置,有效的解决了现有技术中效率较低且在不合格品出现较多时不能对橡胶成型机及时进行修理调整导致橡胶成品的合格率降低的问题。
为解决上述技术问题,本发明具体提供下述技术方案:一种橡胶制品加工系统的压出成型装置,包括机体和设置在所述机体内的固定板,所述机体内设置有后模板,所述后模板左侧设置有模压机构,所述模压机构左侧设置有驱动机构,所述模压机构下方设置有检测分类机构;
所述模压机构包括设置在所述固定板上的第一固定模框和设置在所述第一固定模框右侧的第二固定模框,所述第一固定模框和所述第二固定模框内设置有顶出组件,所述第二固定模框右侧设置有前模板,所述第一固定模框内设置有控制组件,并且通过所述控制组件与所述检测分类机构连接;
所述检测分类机构包括设置在所述前模板和所述后模板之间的检测通道和设置在检测通道上的检测组件,所述检测通道上方设置有对产品进行夹置并移动打所述检测通道内的移动组件,所述检测通道下方设置有对合格产品和不合格产品进行分类的分类输送组件。
作为本发明的优选方案,所述顶出组件包括连接在所述第二固定模框上的第一伸缩杆,所述第一伸缩杆嵌设在所述第一固定模框上,并且所述第一伸缩杆另一端连接在所述驱动机构上。
作为本发明的优选方案,所述第一固定模框和所述第二固定模框上贯穿设置有第二伸缩杆,所述第二伸缩杆延伸至所述第二固定模框内的一端连接有移动板,所述移动板一侧转动连接有一对顶出杆,所述前模板右侧开设有模腔,所述顶出杆贯穿设置在所述前模板和所述模腔侧壁上,所述前模板上开设有供所述顶出杆穿过的倾斜腔,所述移动板和所述前模板之间设置有第一复位弹簧。
作为本发明的优选方案,所述第一固定模框内设置有第一移动杆,所述第一移动杆一端连接在所述驱动机构上且与所述第一移动杆另一端与所述第二伸缩杆正对。
作为本发明的优选方案,所述驱动机构上包括设置在所述第一固定模框内的驱动板和连接在所述驱动板上的控制杆,所述驱动板侧端面与所述第一伸缩杆和所述第一移动杆连接,所述控制杆一端连接有第一驱动电机。
作为本发明的优选方案,所述控制组件包括设置在所述第一固定模框内的调节板,所述调节板通过第二复位弹簧连接在所述第一固定模框内端面;
所述调节板上靠近所述第二固定模框两端分别设置有第二移动杆和第三移动杆,所述第二移动杆和所述第三移动杆贯穿设置在所述第一固定模框上,所述第二移动杆和所述第三移动杆一端均与所述移动组件抵接。
作为本发明的优选方案,所述第二移动杆和所述第三移动杆靠近所述移动组件的一端分别连接有上齿轮条和下齿轮条,所述移动组件包括与所述上齿轮条啮合的上齿轮和与所述下齿轮条啮合的下齿轮,所述上齿轮上螺纹连接有上螺纹杆,所述上螺纹杆一端转动连接有一对上固定夹,所述上固定夹之间通过第三复位弹簧连接。
作为本发明的优选方案,所述下齿轮下螺纹连接有下螺纹杆,所述下螺纹杆一端转动连接有一对下固定夹,所述下固定夹之间通过第四复位弹簧连接;
所述检测组件包括设置在所述检测通道侧边的一组检测杆,所述检测杆端部连接有位移传感器,所述分类输送组件设置在所述检测通道的下方,所述检测杆一端连接有第二驱动电机。
作为本发明的优选方案,所述分类输送组件包括设置在所述检测通道下方的第一输送辊和第二输送辊,所述第一输送辊和所述第二输送辊上均设置有输送皮带,所述第一输送辊和所述第二输送辊之间连接有连接架,所述连接架一端连接有齿轮板,所述机体内设置有与所述齿轮板啮合的转动齿轮,所述转动齿轮一端连接有第三驱动电机。
作为本发明的优选方案,所述第一驱动电机、第二驱动电机和所述第三驱动电机均连接有控制器,所述控制器与所述位移传感器连接。
本发明与现有技术相比较具有如下有益效果:
(1)本发明通过在机体内设置顶出组件、控制组件和移动组件,按时间顺序对橡胶分别进行按压成型、顶出,避免了橡胶成品挂置在前模板上不能进行下一步按压成型的问题;
(2)本发明在检测通道上设置移动组件和检测组件,对橡胶成品分别进行夹持移出并及时检测,通过设置分类输送组件将合格品和不合格品输送到特定通道,当控制器检测到不合格品较多时及时对膜压机构按压程度进行调整修理。
附图说明
为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引伸获得其它的实施附图。
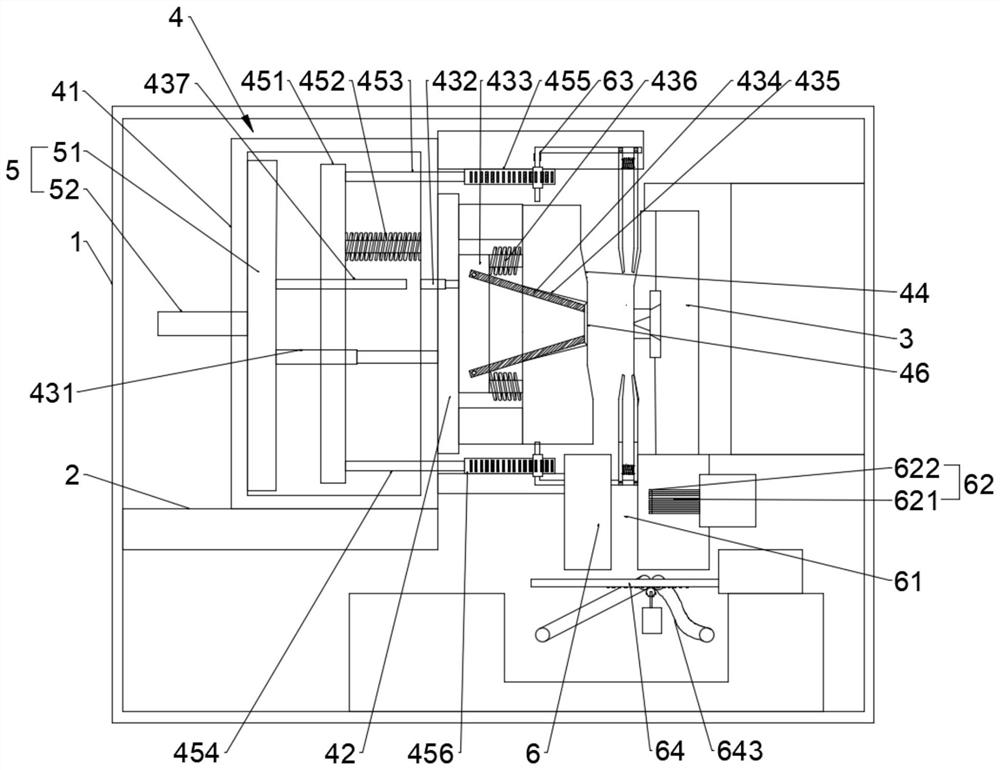
图1为本发明实施例提供的一种橡胶制品加工系统的压出成型装置的结构示意图;
图2为本发明实施例中的移动组件的上部分的结构示意图;
图3为本发明实施例中的移动组件的下部分的结构示意图;
图4为本发明实施例中的分类输送组件的结构示意图;
图5为本发明实施例中的分类输送组建的俯视图。
图中的标号分别表示如下:
1-机体;2-固定板;3-后模板;4-模压机构;5-驱动机构;6-检测分类机构;
41-第一固定模框;42-第二固定模框;43-顶出组件;44-前模板;45-控制组件;46-模腔;
51-驱动板;52-控制杆;
61-检测通道;62-检测组件;63-移动组件;64-分类输送组件;
431-第一伸缩杆;432-第二伸缩杆;433-移动板;434-顶出杆;435-倾斜腔;436-第一复位弹簧;437-第一移动杆;
451-调节板;452-第二复位弹簧;453-第二移动杆;454-第三移动杆;455- 上齿轮条;456-下齿轮条;
621-检测杆;622-位移传感器;
631-上齿轮;632-下齿轮;633-上螺纹杆;634-上固定夹;635-第三复位弹簧;636-下螺纹杆;637-下固定夹;638-第四复位弹簧;
641-第一输送辊;642-第二输送辊;643-输送皮带;644-连接架;645-齿轮板;646-转动齿轮。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1所示,本发明提供了一种橡胶制品加工系统的压出成型装置,包括机体1和设置在机体1内的固定板2,机体1内设置有后模板3,后模板3左侧设置有模压机构4,模压机构4左侧设置有驱动机构5,模压机构4下方设置有检测分类机构6;本发明的主要创新点为模压机构4和检测分类机构6,模压机构 4对橡胶进行按压成型、顶出并与检测分类机构6相连,模压机构4的顶出动作完成之后检测分类机构6对橡胶成品进行夹持移出并进行检测分类。
其中,模压机构4包括设置在固定板2上的第一固定模框41和设置在第一固定模框41右侧的第二固定模框42,第一固定模框41和第二固定模框42内设置有顶出组件43,第二固定模框42右侧设置有前模板44,第一固定模框41内设置有控制组件45,并且通过控制组件45与检测分类机构6连接,顶出组件43 对第二固定模框42向右侧顶出并对成型的橡胶进行顶出,控制组件45与检测分类机构6连接,使得在对橡胶成品进行顶出之后将橡胶成品夹持移出前模板 44和后模板3之间。
在橡胶成型的过程中,首先将第二固定模框42顶出至前模板44和后模板3 侧壁部分贴合并封闭,顶出组件43包括连接在第二固定模框42上的第一伸缩杆431,第一伸缩杆431嵌设在第一固定模框41上,并且第一伸缩杆431另一端连接在驱动机构5上;当驱动机构5向右侧移动时,首先带动第二固定模框42 向右移动当移动到与后模板3抵接时第一伸缩杆431开始收缩变短,此时驱动机构5继续向右移动。
橡胶成型之后需要对橡胶成品从前模板44上顶出,避免橡胶成品挂置在前模板44上无法进行下一步工作,第一固定模框41和第二固定模框42上贯穿设置有第二伸缩杆432,第二伸缩杆432延伸至第二固定模框42内的一端连接有移动板433,移动板433一侧转动连接有一对顶出杆434,顶出杆434向右移动可将橡胶成品从前模板44上顶出,前模板44右侧开设有模腔46,顶出杆434 贯穿设置在前模板44和模腔46侧壁上,前模板44上开设有供顶出杆434穿过的倾斜腔435,移动板433和前模板44之间设置有第一复位弹簧436;第一固定模框41内设置有第一移动杆437,第一移动杆437一端连接在驱动机构5上且与第一移动杆437另一端与第二伸缩杆432正对。
驱动机构5向右移动,带动第一移动杆437向右移动,移动到与第二伸缩杆432接触时推动第二伸缩杆432向右运动,第二伸缩杆432带动移动板433向右移动,顶出杆434向右将橡胶成品从模腔46中顶出,顶出一定位置,移动板 433到达第二固定模框42内最右侧位置,之后顶出杆一直处于顶出状态,驱动装置5继续向右移动。
本发明中驱动机构5驱动模压机构4进行橡胶压模,驱动机构5上包括设置在第一固定模框41内的驱动板51和连接在驱动板51上的控制杆52,驱动板51侧端面与第一伸缩杆431和第一移动杆437连接,控制杆52一端连接有第一驱动电机;第一驱动电机带动控制杆52向右移动,从而带动驱动板51向右移动。
驱动机构5通过第一固定模框41内的控制组件45驱动移动组件63对橡胶成品进行夹持移出,控制组件45包括设置在第一固定模框41内的调节板451,调节板451通过第二复位弹簧452连接在第一固定模框41内端面;调节板451上靠近第二固定模框42两端分别设置有第二移动杆453和第三移动杆454,第二移动杆453和第三移动杆454贯穿设置在第一固定模框41上,第二移动杆453和第三移动杆454一端均与移动组件63抵接。
在顶出杆434将橡胶成品顶出模腔46之后,驱动机构5继续向右移动,驱动板51推动调节板451向右移动,调节板451上的第二移动杆453和第三移动杆 454跟随向右移动,第二移动杆453和第三移动杆454靠近移动组件63的一端分别连接有上齿轮条455和下齿轮条456,向右移动的过程中带动上齿轮条455和下齿轮条456向右移动,通过上齿轮条455和下齿轮条456带动检测分类机构6 运行。
检测分类机构6包括设置在前模板44和后模板3之间的检测通道61和设置在检测通道62上的检测组件62,橡胶成品在检测通道61上通过检测组件62对其进行检测,检测通道62上方设置有对产品进行夹置并移动打检测通道61内的移动组件63,在进行检测之前通过移动组件63将橡胶成品夹持移至检测通道61中,检测通道62下方设置有对合格产品和不合格产品进行分类的分类输送组件64。
橡胶成品在模压机构4上进行顶出之后,移动组件63对其进行夹持移至检测通道61,在检测通道61中通过检测组件61进行检测,根据检测结果通过分类输送组件64进入不同的输送通道。
移动组件63包括与上齿轮条455啮合的上齿轮631和与下齿轮条456啮合的下齿轮632,上齿轮631上螺纹连接有上螺纹杆633,上螺纹杆633一端转动连接有一对上固定夹634,上固定夹634之间通过第三复位弹簧635连接;下齿轮632下螺纹连接有下螺纹杆636,下螺纹杆636一端转动连接有一对下固定夹 637,下固定夹637之间通过第四复位弹簧638连接。
在上齿轮条455和下齿轮条456向右移动时,带动上齿轮631和下齿轮632 转动,上齿轮631和下齿轮632位置不变在上齿轮条455和下齿轮条456向右移动的过程中一直转动,上螺纹杆633和下螺纹杆636在上齿轮631和下齿轮632 的转动下向模腔46内侧移动,上固定夹634夹住橡胶成品之后继续下移至橡胶成品夹置在下固定夹637上,当橡胶成品脱离上固定夹634时,驱动机构5停止向右继续移动,开始向左移动,向左移动后上固定夹634和下固定夹637均向模腔46外移动,下固定夹637带动橡胶成品向下移动到检测通道61中。
检测组件62包括设置在检测通道61侧边的一组检测杆621,检测杆621端部连接有位移传感器622,分类输送组件64设置在检测通道61的下方,检测杆 621一端连接有第二驱动电机,当橡胶成品移动至检测通道61时,第二驱动电机驱动检测杆621向左移动至与橡胶成品接触,位移传感器622此时测量检测杆621此时位置与初始位置的距离,正常情况下位移传感器622检测到的数据与原始记录数据一致,当数据不一致时将橡胶成品输送到不同通道中。
其中分类输送组件64起到分类输送的作用,分类输送组件64包括设置在检测通道61下方的第一输送辊641和第二输送辊642,第一输送辊641和第二输送辊642上均设置有输送皮带643,第一输送辊641和第二输送辊642之间连接有连接架644,连接架644一端连接有齿轮板645,机体1内设置有与齿轮板645 啮合的转动齿轮646,转动齿轮646一端连接有第三驱动电机。
当检测到数据与原始数据不一致时,第三驱动电机驱动转动齿轮646转动,带动齿轮板645移动,齿轮板645移动通过连接架644带动第一输送辊641 和第二输送辊642移动,将第二输送辊642移动到检测通道61左侧,橡胶成品输送到第二输送辊642上的输送皮带643上。
本发明中,第一驱动电机、第二驱动电机和第三驱动电机均连接有控制器,控制器与位移传感器622连接,控制器负责接收数据并根据数据驱动第一驱动电机、第二驱动电机和第三驱动电机运行。
本发明的主要实施方式为,控制器控制第一驱动电机驱动驱动机构5,控制杆52向右移动推动驱动板51向右移动,第一伸缩杆431向右移动带动第二固定模框42向右移动至与后模板3贴合,橡胶进行挤压成型,驱动板51继续向右移动,第二固定模框42不能继续向右移动,第一伸缩杆431收缩变短,此时第一移动杆437与第二伸缩杆432接触推动第二伸缩杆432向右移动,第二伸缩杆 432推动移动板433向右移动,顶出杆434向外将橡胶成品向模腔46外顶出,在第一复位弹簧436的作用下顶出杆434顶出至一定距离停止顶出,驱动板51向右移动,第二伸缩杆432收缩变短,驱动板51接触到调节板451并推动调节板 451向右移动,带动第二移动杆453和第三移动杆454向右移动,上齿轮条455 和下齿轮条456向右移动,上齿轮631和下齿轮632转动带动上螺纹杆633和下螺纹杆636靠近橡胶成品移动,上固定夹634夹住橡胶成品之后继续下移至下固定夹637夹住橡胶成品,此时,第一驱动电机驱动控制杆52向左移动,上固定夹634和下固定夹637向远离模腔46移动,下固定夹637带动橡胶成品到检测通道61中,检测杆621带动位移传感器622测量橡胶成品各部位的厚度,将数据传输至控制器中进行比较,当存在少量橡胶成品出现问题时,第三驱动电机带动转动齿轮646转动,齿轮板645向左移动至检测通道61左下方,橡胶成品进入另一输送皮带643上进行输送,当多个橡胶成品出现问题时,控制器控制驱动电机停止运行,对整个装置进行检测并修理。
以上实施例仅为本申请的示例性实施例,不用于限制本申请,本申请的保护范围由权利要求书限定。本领域技术人员可以在本申请的实质和保护范围内,对本申请做出各种修改或等同替换,这种修改或等同替换也应视为落在本申请的保护范围内。
- 一种橡胶制品加工系统的压出成型装置
- 一种橡胶制品加工系统的压出成型装置