一种面板分拣系统及方法
文献发布时间:2023-06-19 11:54:11
技术领域
本发明涉及面板分拣技术领域,尤其涉及一种面板分拣系统及方法。
背景技术
面板加工工艺流程为:面板定尺下料、表面雕刻与不雕刻、打磨、表面涂胶、真空覆膜、背面防潮贴纸,背面涂胶等工序完成面板制作。
根据各工序批量生产进行拆分、柔单、归纳,数据需要进行重新排列,便于生产,订单总控数据库表单将对每个工件面板生成唯一的属性订单号,按照半天或一天的订单进行汇总揉单下发,数据信息量较大。经不同工序流程、因有表面雕刻与不雕刻,及真空覆膜的颜色的不同、分配到各工艺生产线加工,每道工序面板都以堆垛方式进行物流配送,最终面板半成品完成,将是以数十个料垛堆积缓存。每料垛中的面板属性订单号为混杂的。根据后续面板与芯板复合需求,需根据订单顺序号排列分类,与芯板复合时一一对应。即需要将所有面板料垛进行分拣,由于面板数量较大,根据分拣场地及分拣时间要求。现生产过程中均为人工分拣,人工分拣将存在诸多问题:1、分拣速度慢;2、分拣劳动强度大;3、错误率高;4、占地面积大,现场管理复杂。
如何解决上述技术问题为本发明面临的课题。
发明内容
本发明的目的在于提供一种面板分拣系统及方法。
本发明思想为:本发明的分拣系统的运行是将基础设备与信息采集和处理的软件系统综合运用,可对面板进行一次或多次分拣,涉及数据量较大的将需要多次分拣,分拣系统的基础设施包括:信息识别机构、输送通道、分拣通道装置、分拣工位库、输出机构等组成,其中,分拣通道装置包括分拣输送通道或分拣机械手;分拣系统包括:MES系统、ERP系统,分拣过程:对待分拣料垛面板进行上料输送,输送过程中经过信息识别机构,分拣系统数据库根据扫描数据采集再分配,分配时通过各条输送线通道输送到指令各指定分拣工位库区域,将由分拣装置进行分拣作业,放置指定的分拣工位库,面板分拣数据量大将进行多次分拣;依次分拣数据库将根据分拣总数进行分配各分拣工位库,单位分拣工位库数量=待分拣面板总数/分拣工位库数量=N个……n个;即单位分拣工位库的面板需分配数量至少为N+1个,一次分拣完成的面板料垛将再次进行分拣,按同样的原来分件,达到可以达到按照订单的属性订单号依次排序,便于安排生产,从而达到通过智能分拣系统协调整个生产过程,从而实现转变工业生产模式,提升产能,及缩短生产周期的智能制造生产。
本发明是通过如下措施实现的:1、一种面板分拣系统,其特征在于,包括信息识别机构、输送通道、分拣通道装置、分拣工位库和分拣控制系统,
所述信息识别机构可为一组或多组,用于面板输送定位及扫码读取数据;
所述输送通道设置于所述信息识别机构的输出端,由至少一个输送单元块组成,或形成分支,用于面板输送或分流;
所述分拣通道装置设置于所述输送通道的输出端或各分支的输出端,可由一组或多组分拣通道装置单元组成,用于对不同面板的数据接收、判断及快速分类输送;
所述分拣工位库设置于所述分拣通道装置的一侧或两侧,用于已分类面板的堆放及输送;
所述分拣控制系统依据所述信息识别机构读取的数据进行分析,控制所述输送通道及所述分拣通道装置的自动作业,实现所述面板的分类堆放及输送、分流及分拣。
作为本发明提供的一种面板分拣系统进一步优化方案,所述输送通道根据信息识别机构读取数据判断进行分流输送各数据通道。
作为本发明提供的一种面板分拣系统进一步优化方案,所述分拣通道装置,系统判断面板所停留的分拣通道装置,判断分配到输送分拣至相对的数据的分拣工位库上。
作为本发明提供的一种面板分拣系统进一步优化方案,所述分拣工位库可接取分拣通道装置输出的面板。
作为本发明提供的一种面板分拣系统进一步优化方案,所述面板分拣系统还包括输出机构,所述输出机构设置于所述分拣工位库的输出端,用于分拣后的面板料垛迅速输出分拣区域。
作为本发明提供的一种面板分拣系统进一步优化方案,所述输出机构分拣完成后将所有的分拣面板料垛输出清空,便于下批次分拣任务进行。
作为本发明提供的一种面板分拣系统进一步优化方案,所述分拣控制系统对整个分拣系统的电控制及各项数据编辑。
为了更好地实现本发明目的,本发明还提供一种面板分拣系统的分拣方法,包括以下步骤:
S1、对分拣控制系统进行数据编辑,根据批次订单数量拆分、揉单,数据库排列,集合订单数据属性分配,设置面板分拣规格;
S2、面板取件放置或自动流入信息识别机构,获取面板信息,发送分拣控制系统电控制;
S3、分拣控制系统接收指令,数据发送输送通道,面板根据指令可进行输送及分流分配;
S4、面板被分配输送到指定的分拣通道装置,分拣系统判断面板属性序列号,由分拣通道装置进行分配,送至分拣工位库;
S5、分拣控制系统完成此批次分拣指令,由输出机构对分拣工位库料垛清空。
与现有技术相比,本发明的有益效果为:本发明的分拣系统的运行是将基础设备与信息采集和处理的软件系统综合运用,可对面板进行一次或多次分拣,涉及数据量较大的将需要多次分拣,分拣系统的基础设施包括:信息识别机构、输送通道、分拣通道装置、分拣工位库、输出机构等组成,其中,分拣装置包括分拣通道装置或分拣机械手;分拣系统包括:MES系统、ERP系统,分拣过程:对待分拣料垛面板进行上料输送,输送过程中经过信息识别机构,分拣系统数据库根据扫描数据采集再分配,分配时通过各条输送线通道输送到指令各指定分拣工位库区域,将由分拣装置进行分拣作业,放置指定的分拣工位库,面板分拣数据量大将进行多次分拣;依次分拣数据库将根据分拣总数进行分配各分拣工位库,单位分拣工位库数量=待分拣面板总数/分拣工位库数量=N个……n个;即单位分拣工位库的面板需分配数量至少为N+1个,一次分拣完成的面板料垛将再次进行分拣,按同样的原来分件,达到可以达到按照订单的属性订单号依次排序,便于安排生产,从而达到通过智能分拣系统协调整个生产过程,从而实现转变工业生产模式,提升产能,及缩短生产周期的智能制造生产。
附图说明
附图用来提供对本发明的进一步理解,并且构成说明书的一部分,与本发明的实施例一起用于解释本发明,并不构成对本发明的限制。
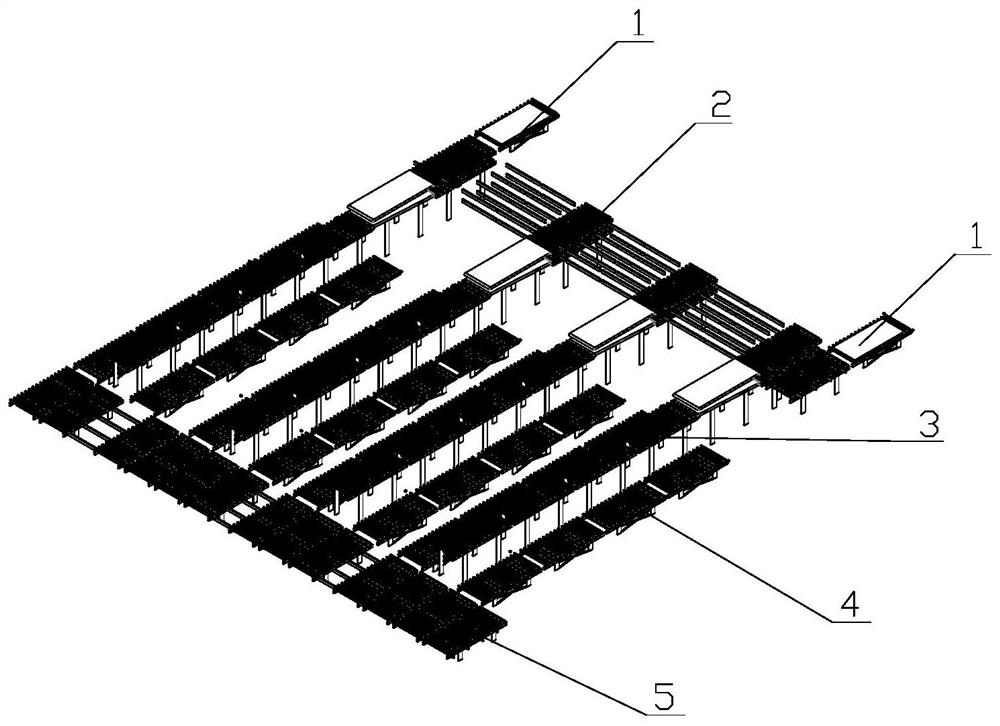
图1为本发明实施例的整体结构示意图一。
图2为本发明实施例的结构示意图二。
图3为图2的右视图。
图4为本发明实施例中分拣通道装置的结构示意图。
其中,附图标记为:1、信息识别机构;2、输送通道;3、分拣通道装置;4、分拣工位库;5、输出机构。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。当然,此处所描述的具体实施例仅用以解释本发明,并不用于限定本发明。
实施例1
参见图1至图4,本发明提供其技术方案为,一种面板分拣系统,其中,包括信息识别机构1、输送通道2、分拣通道装置3、分拣工位库4和分拣控制系统,
所述信息识别机构1可为一组或多组,用于面板输送定位及扫码读取数据;
所述输送通道2设置于所述信息识别机构1的输出端,由至少一个输送单元块组成,或形成分支,用于面板输送或分流;
所述分拣通道装置3设置于所述输送通道2的输出端或各分支的输出端,可为一组或多组分拣通道装置3单元组成,用于对不同面板的数据接收、判断及快速分类输送;
所述分拣工位库4设置于所述分拣通道装3置的一侧边或两侧,用于已分类面板的堆放及输送;
所述分拣控制系统依据所述信息识别机构1读取的数据进行分析,控制所述输送通道2及所属分拣通道装置的自动作业,实现所属面板的分类堆放及输送、分流及分拣。
进一步优选地,所述输送通道2根据信息识别机构1读取数据判断进行分流输送各数据通道。
进一步优选地,所述分拣通道装置3,系统判断面板所停留的分拣通道装置3,判断分配到输送分拣至相对的数据的分拣工位库上。
进一步优选地,所述分拣工位库4可接取分拣通道装置3输出的面板。
进一步优选地,所述面板分拣系统还包括输出机构5,所述输出机构5设置于所述分拣工位库4的输出端,用于分拣后的面板料垛迅速输出分拣区域。
进一步优选地,所述输出机构5分拣完成后将所有的分拣面板料垛输出清空,便于下批次分拣任务进行。
进一步优选地,所述分拣控制系统对整个分拣系统的电控制及各项数据编辑。
为了更好地实现上述发明目的,本发明还提供了一种面板分拣系统的分拣方法,其中,包括以下步骤:
S1、对分拣控制系统进行数据编辑,根据批次订单数量拆分、揉单,数据库排列,集合订单数据属性分配,设置面板分拣规格;
S2、面板取件放置或自动流入信息识别机构1,获取面板信息,发送分拣控制系统电控制;
S3、分拣控制系统接收指令,数据发送输送通道2,面板根据指令可进行输送及分流分配;
S4、面板被分配输送到指定的分拣通道装置3,分拣系统判断面板属性序列号,由分拣通道装置3进行分配,送至分拣工位库;
S5、分拣控制系统完成此批次分拣指令,由输出机构5对分拣工位库4料垛清空。
本发明的工作原理为:本发明的分拣系统的运行是将基础设备与信息采集和处理的软件系统综合运用,可对面板进行一次或多次分拣,涉及数据量较大的将需要多次分拣,分拣系统的基础设施包括:信息识别机构1、输送通道2、分拣通道装置3、分拣工位库4、输出机构5等组成,其中,分拣装置包括分拣通道装置3或分拣机械手;分拣系统包括:MES系统、ERP系统,分拣过程:对待分拣料垛面板进行上料输送,输送过程中经过信息识别机构,分拣系统数据库根据扫描数据采集再分配,分配时通过各条输送线通道输送到指令各指定分拣工位库区域,将由分拣装置进行分拣作业,放置指定的分拣工位库,面板分拣数据量大将进行多次分拣;依次分拣数据库将根据分拣总数进行分配各分拣工位库,单位分拣工位库数量=待分拣面板总数/分拣工位库数量=N个……n个;即单位分拣工位库的面板需分配数量至少为N+1个,一次分拣完成的面板料垛将再次进行分拣,按同样的原来分件,达到可以达到按照订单的属性订单号依次排序,达到通过智能分拣系统协调整个生产过程。
以上所述仅为本发明的较佳实施例,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种面板分拣系统及方法
- 一种卸货装置、分拣系统及分拣系统的卸货方法