作业支援装置、作业支援方法、以及程序
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及,作业支援装置、作业支援方法、以及程序。
背景技术
以往,研究在作业者利用工具(例如,螺丝刀)对工作件进行螺丝拧紧时,用于防止忘记拧紧螺丝或拧紧不足的监视装置。例如,公开能够根据螺丝的旋转数检测不完全的螺丝拧紧的螺丝拧紧作业监视装置(例如,参照专利文献1)。
(现有技术文献)
(专利文献)
专利文献1:日本特开2000-176850号公报
而且,会有作业者,进行包括利用工具的作业以及不利用工具的作业的多个作业的情况。在此情况下,根据专利文献1的方法,在错误两个作业的顺序的情况下,不能检测该错误。也就是说,根据专利文献1的方法,不能抑制作业错误的发生。
发明内容
于是,本发明提供,在作业者进行利用工具的作业以及不利用工具的作业的情况下,能够抑制发生作业错误的作业支援装置、作业支援方法以及程序。
本发明的一个形态涉及的作业支援装置,对按照预先决定的作业顺序进行包括第一作业以及第二作业的多个作业的作业者进行支援,所述第一作业是由作业者进行的利用第一工具的作业,所述第一工具是能够切换能够使用的状态与不能使用的状态的工具,所述第二作业是由所述作业者进行的不利用所述第一工具的作业,所述作业支援装置,具备:获得部,获得所述多个作业各自的示出开始的开始信号以及示出结束的结束信号;生成部,在由所述获得部获得所述第一作业的所述开始信号以及所述第二作业的所述结束信号中的至少一方的情况下,生成用于使所述第一工具成为能够使用的状态的第一控制信号,在由所述获得部获得所述第一作业的所述结束信号以及所述第二作业的所述开始信号中的至少一方的情况下,生成用于使所述第一工具成为不能使用的状态的第二控制信号;以及输出部,将由所述生成部生成的所述第一控制信号以及所述第二控制信号输出到所述第一工具。
并且,本发明的一个形态涉及的作业支援方法,对按照预先决定的作业顺序进行多个作业的作业者进行支援,所述多个作业包括由作业者进行的利用能够切换能够使用的状态与不能使用的状态的工具的作业、以及由所述作业者进行的不利用所述工具的作业,所述作业支援方法,包括:获得步骤,获得所述多个作业各自的示出开始的开始信号以及示出结束的结束信号;生成步骤,在获得利用所述工具的作业的开始信号以及不利用所述工具的作业的所述结束信号中的至少一方的情况下,生成用于使所述工具成为能够使用的状态的第一控制信号,在获得利用所述工具的作业的结束信号以及不利用所述工具的作业的开始信号中的至少一方的情况下,生成用于使所述工具成为不能使用的状态的第二控制信号;以及输出步骤,将由所述生成步骤生成的所述第一控制信号以及所述第二控制信号输出到所述第一工具。
并且,本发明的一个形态涉及的程序是,用于使计算机执行上述的作业支援方法的程序。
而且,它们的总括或具体形态,也可以由系统、方法、集成电路、计算机程序或计算机可读取的CD-ROM等的记录介质实现,也可以由系统、方法、集成电路、计算机程序以及记录介质的任意组合实现。
根据本发明的一个形态涉及的作业支援装置、作业支援方法以及程序,在作业者进行利用工具的作业以及不利用工具的作业的情况下,能够抑制发生作业错误。
附图说明
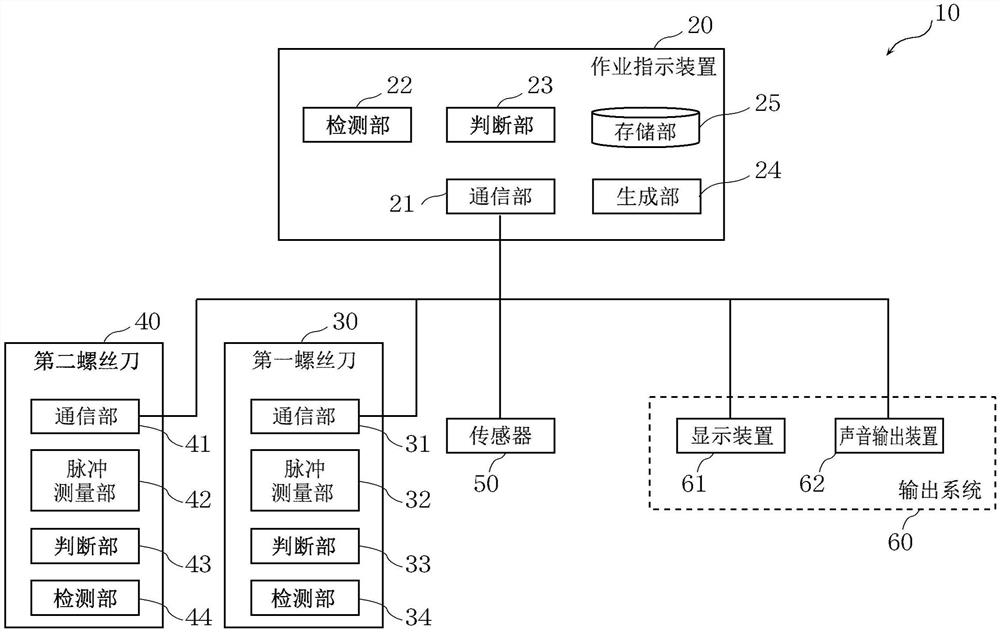
图1是示出实施方式涉及的作业指示系统的功能结构的框图。
图2是示出实施方式涉及的作业指示装置的存储部存放的作业表的一个例子的图。
图3A是用于说明实施方式涉及的作业指示装置的基本工作的第一图。
图3B是用于说明实施方式涉及的作业指示装置的基本工作的第二图。
图3C是用于说明实施方式涉及的作业指示装置的基本工作的第三图。
图3D是用于说明实施方式涉及的作业指示装置的基本工作的第四图。
图4是用于说明实施方式涉及的作业指示图像的生成的图。
图5是示出实施方式涉及的作业指示系统的工作的序列图。
图6是示出实施方式涉及的作业指示装置的工作的一个例子的流程图。
图7是示出实施方式涉及的作业指示装置的工作的另一个例子的流程图。
具体实施方式
以下,对于实施方式,参照附图进行说明。以下说明的实施方式,都示出总括或具体的例子。以下的实施方式示出的数值、形状、材料、构成要素、构成要素的配置位置以及连接形态、步骤、步骤的顺序等是一个例子,不是限定本发明的宗旨。并且,对于以下的实施方式的构成要素中的示出最上位概念的实施方案中没有记载的构成要素,作为任意的构成要素而被说明。
并且,各个图是示意图,并不一定是严密示出的图。并且,在各个图中,对实际相同的结构附上相同的符号,会有省略或简化重复说明的情况。
(实施方式)
[1.作业指示系统的结构]
首先,对于实施方式涉及的作业指示系统的结构,利用图1以及图2进行说明。图1是示出实施方式涉及的作业指示系统10的功能结构的框图。
如图1示出,作业指示系统10具备,作业指示装置20、第一螺丝刀30、第二螺丝刀40、传感器50、显示装置61、以及声音输出装置62。以下,对于作业指示系统10,说明具备两个工具(第一螺丝刀30以及第二螺丝刀40)的例子,但是,具备至少一个工具即可。并且,由显示装置61以及声音输出装置62构成输出系统60。而且,以后,在不区别第一螺丝刀30以及第二螺丝刀40的情况下,也简单地记载为螺丝刀。
作业指示装置20是,用于使作业错误的防止和熟练支援、作业时间的遵守、作业的改善、以及作业错误的通知成为可能的服务器装置。对于作业指示装置20的基本工作等,在后面进行说明。本实施方式涉及的作业指示装置20,例如,对进行装配工作等中使一个人担任多个作业的一个人装配工作的作业者,进行作业指示以及作业错误的检测等。而且,作业者进行的作业包括,利用工具(例如,螺丝刀)的作业、以及不利用工具的作业。并且,作业指示装置20是,作业支援装置的一个例子。
作业指示装置20具有,通信部21、检测部22、判断部23、生成部24、以及存储部25。
通信部21是,与作业指示系统10具备的各种装置经由无线通信或有线通信以能够通信的方式连接的通信接口。通信部21,获得多个作业各自的示出开始的开始信号以及示出结束的结束信号。通信部21也可以,例如,从第一螺丝刀30以及第二螺丝刀40的每一个获得开始信号以及结束信号的至少一方。并且,通信部21也可以,例如,通过作业者的操作(例如,对按钮以及脚踏开关的操作)获得开始信号以及结束信号的至少一方。
并且,通信部21也可以,进一步,从感测不利用工具的作业(第二作业的一个例子)的传感器50获得该不利用工具的作业的感测结果。通信部21,作为获得多个作业各自的示出开始的开始信号以及示出结束的结束信号的获得部发挥功能。而且,不利用工具的作业是,不利用多个作业的任一个中使用的工具的全部的作业。不利用工具的作业,包括基于手工的作业,例如,是插入垫圈的作业、紧固夹子的作业、以及检查作业等。
并且,通信部21,也作为将由生成部24生成的信号(例如,后述的第一至第四控制信号)输出到第一螺丝刀30以及第二螺丝刀40的输出部发挥功能。
检测部22是,检测多个作业中使用的螺丝刀以及传感器是否与作业指示装置20以能够通信的方式连接的处理部。在本实施方式中,检测部22,检测第一螺丝刀30、第二螺丝刀40、以及传感器50是否与作业指示装置20以能够通信的方式连接。并且,检测部22也可以,还检测显示装置61以及声音输出装置62是否与作业指示装置20以能够通信的方式连接。
检测部22,在作业者开始多个作业之前进行上述的检测,在所有的螺丝刀以及传感器以能够通信的方式连接的情况下,例如,使输出系统60进行示出该情况的输出,在至少一部分的螺丝刀以及传感器不是以能够通信的方式连接的情况下,例如,使输出系统60进行示出该情况的输出。而且,关于多个作业中使用的螺丝刀以及传感器的信息,例如由存储部25存储(参照后述的图2)。
判断部23是,进行作业指示装置20的各种判断处理的处理部。判断部23,例如,根据从螺丝刀获得的基于该螺丝刀的螺丝的拧紧信息(例如,包括示出旋转数的信息以及转矩的至少一方的信息),判断作业者利用螺丝刀的作业是否完成。示出旋转数的信息,也可以是旋转数,也可以是脉冲数。
判断部23,对于利用第一螺丝刀30对第一螺丝进行螺丝拧紧的第一作业的完成,根据示出第一螺丝的螺丝拧紧的完成的第一螺丝刀30的旋转数(例如,第一螺丝的旋转数)即第一基准旋转数、与基于从第一螺丝刀30获得的螺丝的拧紧信息的该第一螺丝刀30的第一旋转数的比较进行判断。而且,判断部23的第一基准旋转数与第一旋转数的比较包括,旋转数本身的比较、以及脉冲数的比较。并且,螺丝的拧紧信息是,状况信息的一个例子。并且,第一螺丝刀30的第一螺丝的螺丝拧紧是,第一螺丝拧紧的一个例子。
具体而言,判断部23,在第一基准旋转数示出旋转数的范围的情况下,在第一旋转数在第一基准旋转数内时,判断为第一螺丝的螺丝拧紧完成。并且,判断部23,在第一基准旋转数示出旋转数的下限值的情况下,在第一旋转数比第一基准旋转数多时,判断为第一螺丝的螺丝拧紧完成。
判断部23,例如,作为从第一螺丝刀30获得示出第一作业的状况的状况信息(第一状况信息的一个例子),根据获得的状况信息判断第一作业是否完成的第一判断部发挥功能。结束信号也可以是,例如,示出由作业指示装置20具备的判断部23判断为第一作业完成的信号。生成部24,将该信号作为结束信号获得。而且,螺丝是,由螺丝刀紧固的紧固部件的一个例子。
并且,判断部23,对于利用第二螺丝刀40对第二螺丝进行螺丝拧紧的第三作业的完成,根据示出第二螺丝的螺丝拧紧的完成的第二螺丝刀40的旋转数(例如,第二螺丝的旋转数)即第二基准旋转数(或上下限脉冲数)、与基于从第二螺丝刀40获得的螺丝的拧紧信息的该第二螺丝刀40的第二旋转数的比较进行判断。而且,第二螺丝刀40的第二螺丝的螺丝拧紧是,第二螺丝拧紧的一个例子。
具体而言,判断部23,在第二基准旋转数示出旋转数的范围的情况下,在第二旋转数在第二基准旋转数内的情况下,判断为第二螺丝的螺丝拧紧完成。并且,判断部23,在第二基准旋转数示出旋转数的下限值的情况下,在第二旋转数比第二基准旋转数多的情况下,判断为第二螺丝的螺丝拧紧完成。
而且,上述的第一作业、第二作业、以及第三作业,包括在多个作业中。
判断部23,例如,进一步,作为从第二螺丝刀40获得示出第三作业的状况的状况信息(第二状况信息的一个例子),根据获得的状况信息判断第三作业是否完成的第一判断部发挥功能。结束信号也可以是,例如,示出由作业指示装置20具备的判断部23判断为第三作业完成的信号。生成部24,将该信号作为结束信号获得。
如上所述,作业指示装置20,在基准旋转数示出旋转数的范围的情况下,若螺丝刀的旋转数超过基准旋转数的上限,例如,则能够检测规定的部件的配置不足(例如,忘记嵌入垫圈)、或螺丝的种类的错误等。并且,作业指示装置20,若螺丝刀的旋转数为基准旋转数以下,例如,则能够检测拧紧不足。而且,关于第一基准旋转数以及第二基准旋转数的信息(例如,图2所示的上限脉冲以及下限脉冲),例如,由存储部25存储。并且,在以后的说明中,以第一基准旋转数以及第二基准旋转数示出旋转数的范围的情况为例子进行说明。
判断部23也可以,进一步,根据来自传感器50的感测结果,判断不利用工具的第二作业是否完成。例如,在不利用工具的作业是拿取规定的部件(例如,垫圈)的作业的情况下,判断部23也可以,作为感测结果获得作业者的手的位置的信息,根据获得的作业者的手的位置的信息,判断第二作业是否完成。例如,在垫圈有多种、且多种垫圈分别被收容在不同的盒子的情况下,判断部23能够,根据作业者的手的位置的信息,判断是否准确地拿取了该作业中拿取的部件。也就是说,判断部23,能够判断不利用工具的作业是否完成以及该作业是否有错误。判断部23也可以,若判断为作业有错误,则经由通信部21使显示装置61以及声音输出装置62的至少一方输出该情况。判断部23具有,判断不利用工具的作业是否完成的第二判断部的功能。
并且,判断部23也可以,进一步,在多个作业中的现在的作业完成之前其他的作业(例如,下一个作业)开始的情况下,判断为作业顺序不同。判断部23也可以,例如,在没有获得现在的作业的结束信号或下一个作业的开始信号的状态下,下一个作业开始的情况下,判断为作业顺序不同。
而且,在上述中,说明了作业指示装置20具有,判断部23的例子,但是,不仅限于此。例如,在第一螺丝刀30以及第二螺丝刀40分别具有判断作业是否完成的功能的情况下,判断部23也可以不具有第一判断部的功能。并且,例如,在传感器50具有判断作业是否完成的功能的情况下,判断部23也可以不具有第二判断部的功能。
生成部24是,按照作业者进行的作业,生成用于使第一螺丝刀30以及第二螺丝刀40成为能够使用的状态以及不能使用的状态的控制信号的处理部。生成部24,例如,在按照第一作业、第二作业的顺序进行作业的情况下,若由通信部21获得第一作业的开始信号,则生成用于仅使第一螺丝刀30以及第二螺丝刀40中的第一螺丝刀30成为能够使用的状态的控制信号(第一控制信号的一个例子)。并且,生成部24,若由通信部21获得第一作业的结束信号或第二作业的开始信号,则生成用于使第一螺丝刀30以及第二螺丝刀40分别成为不能使用的状态的控制信号(第二控制信号的一个例子)。
并且,生成部24,例如,在按照第二作业、第一作业的顺序进行作业的情况下,若由通信部21获得第二作业的结束信号,则生成用于仅使第一螺丝刀30以及第二螺丝刀40中的第一螺丝刀30成为能够使用的状态的控制信号(第一控制信号的一个例子)。并且,生成部24,若由通信部21获得第二作业的开始信号,则生成用于使第一螺丝刀30以及第二螺丝刀40分别成为不能使用的状态的控制信号(第二控制信号的一个例子)。
第一控制信号是,用于允许螺丝刀工作的信号,例如,用于允许螺丝刀具备的电动机工作的信号。第二控制信号是,用于禁止螺丝刀工作的信号,例如,用于禁止螺丝刀具备的电动机工作的信号。也可以将第二控制信号,例如,仅输出到第一螺丝刀30。并且,第二控制信号也可以是,与是第一作业中使用的螺丝刀无关,而用于使所有的螺丝刀成为不能使用的状态的信号。也可以将第二控制信号,例如,输出到包括第一螺丝刀30的所有的螺丝刀。
生成部24,在存在多个螺丝刀的情况下,仅将多个螺丝刀中的、将要进行的作业中使用的螺丝刀控制成能够使用的状态。据此,在作业者利用多个螺丝刀进行作业的情况下,能够抑制错误使用该作业中不利用的螺丝刀。
而且,在作业指示系统10具备的螺丝刀只有第一螺丝刀30的情况下,生成部24,在由通信部21获得第一作业的开始信号以及第二作业的结束信号中的至少一方的情况下,生成用于使第一螺丝刀30成为能够使用的状态的第一控制信号,在由通信部21获得第一作业的结束信号以及第二作业的开始信号中的至少一方的情况下,生成用于使第一螺丝刀30成为不能使用的状态的第二控制信号。生成部24,例如,在从第一螺丝刀30获得开始信号以及结束信号的至少一方的情况下,生成第一控制信号以及第二控制信号的至少一方。
并且,生成部24,在按照第二作业、第三作业的顺序进行作业的情况下,若由通信部21获得第三作业的开始信号以及第二作业的结束信号中的至少一方,则生成用于仅使第一螺丝刀30以及第二螺丝刀40中的第二螺丝刀40成为能够使用的状态的控制信号(第三控制信号的一个例子)。并且,若由通信部21获得第三作业的结束信号,则生成用于使第一螺丝刀30以及第二螺丝刀40成为不能使用的状态的控制信号(第四控制信号的一个例子)。通信部21也可以,例如,从第二螺丝刀40获得第三作业的开始信号以及结束信号的至少一方。并且,生成部24也可以,从判断部23至少获得第三作业的结束信号。第三控制信号是,例如,用于允许螺丝刀工作的信号,第四控制信号是用于禁止螺丝刀工作的信号。
并且,在按照第一作业、第二作业、以及第三作业的顺序进行作业的情况下,在进行不利用工具的第二作业时,第一螺丝刀30以及第二螺丝刀40不工作,因此,作业指示装置20,能够抑制作业者在第一作业之后进行第三作业那样忘记作业。
而且,第四控制信号,也可以与第二控制信号同样,仅输出到第二螺丝刀40,也可以输出到包括第二螺丝刀40的所有的螺丝刀。在本实施方式中,例如,第四控制信号,输出到第一螺丝刀30以及第二螺丝刀40的每一个。换而言之,通信部21,将第四控制信号输出到第一螺丝刀30以及第二螺丝刀40的每一个。
而且,生成部24也可以,进一步在现在的作业完成之前,其他的作业开始的情况下,生成用于对作业者进行警告的信号。生成部24,若由判断部23判断为作业顺序不同,则生成用于对作业者进行警告的警告信号,输出到输出系统60。警告信号包括,用于由图像或声音的至少一方进行警告的信息。生成部24也可以具有,作为发送用于对作业者进行警告的信号的警告发送部的功能。
存储部25是,存放作业指示装置20具备的各个处理部(例如,检测部22、判断部23、以及生成部24)执行的控制程序的存储装置。并且,存储部25也可以,存储经由通信部21获得的信息(例如,第一旋转数、第二旋转数、以及感测结果)等。存储部25,例如,由半导体存储器等实现。
在此,对于存储部25存放的信息,参照图2进行说明。图2是示出实施方式涉及的作业指示装置20的存储部25存放的作业表T的一个例子的图。而且,在图2中示出,拧紧作为螺丝的一个例子的螺钉时的作业表T的一个例子。而且,在图2以外的说明中,将螺钉也记载为螺丝。
如图2示出,存储部25,存放作业顺序、作业名、螺丝刀名、螺钉数量、以及上下限脉冲相对应的作业表T。作业顺序1、2以及4的作业是,利用螺丝刀的作业的一个例子,作业顺序2的作业是,不利用螺丝刀的作业的一个例子。换而言之,作业表T是,用于进行包括利用螺丝刀的作业以及不利用螺丝刀的作业的多个作业的表。而且,作业表T中包括的利用螺丝刀的作业以及不利用螺丝刀的作业的数量以及顺序,没有特别的限定。并且,利用螺丝刀的作业是,利用能够切换能够使用的状态和不能使用的状态的工具的作业的一个例子,不利用螺丝刀的作业是,不利用该工具的作业的一个例子。
作业顺序示出,作业者进行的多个作业的顺序。预先决定作业顺序。在图2的例子中示出,依次进行作业顺序1至4。
作业名,示出作业内容,对多个作业分别设定。作业者,只要看作业名,就能够知道下一个作业的内容。
螺丝刀名,示出作业者用于识别螺丝刀的名称,对螺丝刀分别设定。螺丝刀名,作业者能够识别螺丝刀即可,也可以是螺丝刀的型号等。
螺钉数量示出,该作业中进行螺钉拧紧的螺钉的数量。
上限脉冲以及下限脉冲是,用于判断部23根据状况信息判断利用螺丝刀的作业是否完成的脉冲数。上限脉冲以及下限脉冲也可以,例如,根据多名作业者各自的、螺钉拧紧作业(螺丝拧紧作业)中的螺钉拧紧适当地完成时的旋转数(或脉冲数)而被决定。上限脉冲以及下限脉冲也可以,根据例如多名作业者各自的旋转数中的、规定以上的旋转数(例如,最大旋转数)以及规定以下的旋转数(例如,最小旋转数)而被决定。据此,作业的管理员,即使多个作业者各自的螺丝拧紧作业中的螺丝拧紧适当地完成时的旋转数不同,也能够适当地设定上限脉冲以及下限脉冲。
而且,作业表T包括,上限脉冲以及下限脉冲的至少一方即可。并且,作业表T,在状况信息中包括转矩的信息的情况下,也可以包括转矩的上限以及下限的至少一方。并且,在螺丝刀中判断作业是否完成的情况下,作业表T也可以不包括上限脉冲以及下限脉冲的信息。
示出作业顺序1的作业是,使用螺丝刀X拧紧两个螺钉的作业的情况。螺丝刀X是,例如,第一螺丝刀30。并且,上限脉冲以及下限脉冲是,用于判断利用螺丝刀X对螺钉进行螺钉拧紧时该螺钉的螺钉拧紧是否完成的基准,且是与螺钉的旋转数对应的数值。作业顺序1的作业是,第一作业的一个例子。
示出作业顺序2的作业是,利用与作业顺序1不同的螺丝刀的作业的例子。作业顺序2的作业是,第三作业的一个例子。
示出作业顺序3的作业是,安装一个夹子的作业的例子。作业顺序3的作业是,第二作业的一个例子。
示出作业顺序4的作业是,利用与作业顺序1相同的螺丝刀的作业的例子。
如上所述,作业指示装置20,保持作业者用于按照预先决定的作业顺序进行包括利用螺丝刀的作业(例如,螺丝拧紧作业)以及不利用螺丝刀的作业的多个作业的信息(例如,作业表T)。
再次参照图1,第一螺丝刀30以及第二螺丝刀40是,作业者在利用工具的作业中使用的工具,且是能够切换能够使用的状态和不能使用的状态的工具的一个例子。而且,在此,工具意味着,例如,由动力能够动作的电动工具。并且,动力是,电气或空气等。第一螺丝刀30是,例如,用于第一螺丝的螺丝拧紧的紧固工具,且是第一工具的一个例子。第二螺丝刀40是,与第一螺丝刀30不同的紧固工具。第二螺丝刀40是,例如,用于与第一螺丝不同的第二螺丝的螺丝拧紧的紧固工具,且是第二工具的一个例子。而且,与作业指示装置20连接的螺丝刀的数量以及种类没有特别的限定。并且,对于第二螺丝刀40的结构,与第一螺丝刀30同样,因此,省略说明。具体而言,通信部41至检测部44各自的结构,与通信部31至检测部34同样。
第一螺丝刀30具有,通信部31、脉冲测量部32、判断部33、以及检测部34。
通信部31是,与作业指示装置20经由无线通信或有线通信以能够通信的方式连接的通信接口。通信部31,例如,从作业指示装置20获得各种控制信号(例如,第一控制信号至第四控制信号)。并且,通信部31,将脉冲测量部32测量的测量结果、判断部33根据脉冲测量部32的测量结果判断该作业是否完成的判断结果、以及检测部34检测出的检测结果(例如,转矩提升的检测结果)的至少一个输出到作业指示装置20。
脉冲测量部32是,测量第一螺丝刀30的旋转数的处理部。脉冲测量部32,例如,具有安装在第一螺丝刀30的电动机(图中未示出)且能够测量编码器(图中未示出)发出的脉冲信号的电路,根据脉冲信号的测量结果检测旋转数。编码器,若电动机旋转,则作为与此对应的旋转信号发出脉冲信号。脉冲测量部32测量的旋转数是,第一旋转数的一个例子。并且,脉冲测量部42测量的旋转数是,第二旋转数的一个例子。
判断部33是,根据脉冲测量部32测量的旋转数,判断是否对第一螺丝进行了螺丝拧紧的处理部。判断部33,例如,对存储部(图中未示出)存储的旋转数的基准、或从作业指示装置20获得的旋转数的基准、与脉冲测量部32测量的旋转数进行比较,从而判断是否对第一螺丝进行了螺丝拧紧。而且,在作业指示装置20具有判断部23的情况下,第一螺丝刀30也可以不具有判断部33。
检测部34是,检测转矩提升、旋转开始以及旋转结束的处理部。检测部34也可以,测量第一螺丝刀30的消耗电流,从而检测转矩提升、旋转开始以及旋转结束。
检测部34也可以,与第一螺丝刀30是否具有判断部33无关,而将检测出转矩提升、旋转开始以及旋转结束的检测结果,经由通信部31输出到作业指示装置20。据此,在作业指示装置20,积蓄第一螺丝刀30以及第二螺丝刀40的检测结果。积蓄的检测结果,用于进行螺丝拧紧的分析以及评价。
如上所述,作业指示装置20是,支援按照预先决定的作业顺序进行包括由作业者进行的、利用能够切换能够使用的状态和不能使用的状态的第一螺丝刀30(第一工具的一个例子)的第一作业、以及由作业者进行的、不利用第一螺丝刀30的二作业的多个作业的作业者的作业支援装置。根据包括第一螺丝刀30的作业指示系统10,作业指示装置20与第一螺丝刀30联动来进行工作,从而能够进行作业者的作业的质量保证。
传感器50是,在第一至第三作业中需要感测时设置的。传感器50也可以,例如,包括摄像头、邻近传感器、以及运动传感器的至少一个而被构成。而且,与作业指示装置20连接的传感器50的数量,没有特别的限定。传感器50是,按照作业内容适当地设置的。
输出系统60是,输出从作业指示装置20获得的信息的输出用的系统。输出系统60具有,例如,显示装置61以及声音输出装置62。换而言之,输出系统60,利用图像以及声音的双方,向作业者输出信息。
显示装置61是,将从作业指示装置20获得的信息作为图像输出的装置。图像包括,照片、运动图像、插图、文字等。显示装置61是,液晶显示器等。显示装置61输出的图像由作业者视觉识别,用于作业内容以及判断结果的确认等。显示装置61,例如,显示作业顺序、确定利用的螺丝刀的信息(例如,螺丝刀名)、进行螺丝拧紧的数量、螺丝拧紧的判断结果、以及作业经过时间的至少一个。显示装置61,配置在不妨碍作业者的作业的位置。
声音输出装置62是,将从作业指示装置20获得的信息作为声音输出的装置。声音输出装置62是,扬声器等。显示装置61输出的声音,由作业者视听,用于作业内容以及判断结果的确认等。声音输出装置62,例如,输出作业顺序的读出、示出螺丝拧紧判断成功的声音、以及示出螺丝拧紧判断失败的声音(例如,警告声)的至少一个。
而且,输出系统60具有,显示装置61以及声音输出装置62的至少一个即可。并且,作业指示系统10也可以,具备在投影仪等的对象物(例如,屏幕)显示信息的装置以作为输出系统60。并且,作业指示系统10也可以,具备发光装置等的以光(例如,光的颜色)输出信息的装置以作为输出系统60。
在输出系统60具有显示装置61以及声音输出装置62的双方的情况下,作业指示装置20也可以,例如,在作业者进行的作业是看与显示装置61的设置位置不同的方向(例如,下方向)进行的作业时,主要利用声音输出装置62将信息输出到作业者。作业指示装置20,具有图2示出的作业表T以及后述的作业指示图像,因此,也可以根据该作业表T以及作业指示图像的至少一方,使显示装置61以及声音输出装置62的至少一方输出信息。
[2.作业指示系统的基本工作]
接着,对于所述的作业指示系统10的基本工作,参照图3A至图4进行说明。具体而言,说明作业指示装置20对作业者进行作业指示的工作。作业指示装置20的各个处理部执行规定的应用程序(以后,也记载为专用应用)来实现。
首先,说明利用存储部25存放的作业指示图像等进行的基本工作。图3A是用于说明实施方式涉及的作业指示装置20的基本工作的第一图。
如图3A示出,作业者,首先启动专用应用,向显示在菜单的项目输入规定的信息。规定的信息包括,例如,用于确定作业者以及作业者进行的作业的信息。显示在菜单的项目是,例如,输入确定作业者的信息的“输入作业者”、确定使用的作业终端的“输入终端号码”、以及输入作业的产品的编号的“输入产品号码”。并且,显示在菜单的项目还包括,过去作业时获得的实际成绩数据的处理、以及画面的布局的调整等。
若输入规定的信息,则在显示装置61显示与作业对应的图像。图3B是用于说明实施方式涉及的作业指示装置20的基本工作的第二图。具体而言,示出由作业指示装置20显示在显示装置61的作业指示图像P。
如图3B示出,若设定产品品种(在图3B中,设定“DEMO-2017”),则在显示装置61显示作业指示图像P。作业指示装置20,若从作业者获得操作,则使显示装置61显示与该操作对应的作业指示图像P。在作业指示图像P中显示,产品品种、作业名p1(在图3B中,“拿取部件A”)、工作时的注意事项p2(在图3B中,“确实拿取”)、说明作业的说明图像p3、以及部件名p4(在图3B中,“部件A”)等。并且,图中未示出,但是,从声音输出装置62以声音输出与说明图像p3对应的作业指示。而且,说明图像p3是,例如运动图像。并且,作业名p1(作业内容)、注意事项p2、说明图像p3、以及部件名p4等是,对多个作业分别制作的。
据此,作业者,接受基于作业指示图像P以及声音的作业指示。作业指示装置20能够,通过基于说明图像p3和声音的作业指示、基于文字的作业指示、以及注意事项p2的显示等,支援作业者的作业错误的防止。例如,在作业者是熟练者的情况下,该作业者,即使不看显示装置61的说明图像p3,也通过声音输出装置62的声音指示能够进行作业。并且,例如,在作业者不习惯该作业的情况下,该作业者,仅在需要时看显示装置61的说明图像p3,就能够顺利进行作业。因此,根据作业指示装置20,能够实现作业错误的防止以及熟练支援。
还,例如,在作业是利用螺丝刀的作业的情况下,作业名p1包括,使用的螺丝刀、螺钉的种类、以及螺钉数量,显示例如“由螺丝刀X,在两个部位拧紧螺钉1”。
并且,在作业指示图像P中也可以,还显示按照作业者的熟练度选择作业者区分的选择图像。图3C是用于说明实施方式涉及的作业指示装置20的基本工作的第二图。
如图3C所示,作业者在开始作业之前或作业中,若点击下拉式菜单等,则显示用于选择作业者的作业者区分的选择图像p5。在图3C的例子中示出,显示“新人”、“通常”以及“熟练”的三个区分的例子,但是,作业者区分的数量,没有特别限制,两个以上即可。作业者选择自己的作业者区分,从而也可以变更显示装置61以及声音输出装置62的至少一方的输出内容。作业指示装置20,例如,若选择“新人”,则输出存储部25存放的作业指示的全部。并且,作业指示装置20,例如,若选择“通常”或“熟练”,则也可以不进行多个作业中的预先设定的作业的作业指示的输出。据此,能够输出适于作业者的熟练度的作业指示图像P。
再次参照图3B,在作业指示图像P中显示,经过时间显示棒p6。在经过时间显示棒p6中显示,示出多个作业的进展率的棒、以及进展时间。在示出进展率的棒中包括,正在作业中的作业的经过时间(经过时间显示棒p6的上段中示出的“作业单元进展”)、多个作业各自的标准作业时间的累计(经过时间显示棒p6的中段中示出的“基于积累作业”)、以及一个周期工作中的经过时间(经过时间显示棒p6的下段中示出的“全作业进展”)。标准作业时间是,预先设定的。而且,将作业者进行的多个作业也记载为要素作业。一个周期工作中意味着,在将作业者按照作业顺序进行一次的多个作业作为一个周期的情况下,作业者按照作业顺序进行多个作业。
据此,作业者,确认经过时间显示棒p6,从而能够确认是否遵守标准时间,有用于维持作业进度。因此,根据作业指示装置20,能够支援作业者遵守作业时间。而且,作业指示装置20也可以,若作业中的经过时间超过该作业的标准时间的规定比例,则提醒作业者注意。作业指示装置20也可以,例如,使作业单元进展棒以及进展时间的颜色发生变化,从而提醒注意,使声音输出装置62输出声音,从而提醒注意。作业指示装置20也可以,例如,若作业中的经过时间经过该作业的标准时间的70%,则使作业单元进展棒以及进展时间的颜色成为橙色,若作业中的经过时间经过该作业的标准时间,则使作业单元进展棒以及进展时间的颜色成为更提醒注意的红色。
而且,如说明图像p3中示出也可以,在垫圈有多种、且多种垫圈分别被收容在不同的盒子的情况下,在说明图像p3中强调显示作业者在该该作业中拿取的垫圈存在的盒子。
作业指示装置20,每当获得现在的作业的结束信号或下一个作业的开始信号时,在显示装置61显示与下一个作业对应的作业指示图像P。
作业指示装置20也可以,若一个周期的作业(分配给作业者的多个作业)完成,则使显示装置61显示作业结果。图3D是用于说明实施方式涉及的作业指示装置20的基本工作的第四图。
如图3D示出,作业指示装置20也可以,使显示装置61显示一个周期的完成时的作业时间。并且,作业指示装置20也可以,使显示装置61还一起显示一个周期的标准时间。
再次参照图3B,在作业是利用螺丝刀的作业的情况下,在作业指示图像P中,显示示出利用螺丝刀的作业的实际成绩等的实际成绩信息p7。包括实际成绩信息p7的作业指示图像P是,在进行利用螺丝刀的作业时显示的与螺丝刀联动时的图像。作为实际成绩信息p7,例如,显示作业结果(图中示出的“OK”)、用于该作业的螺丝刀名(图中示出的“螺丝刀X”)、脉冲、计数、以及失败次数。而且,在作业是不利用螺丝刀的作业的情况下,也可以不显示实际成绩信息p7。
作业结果示出,螺钉拧紧是否成功的判断结果。在作业结果中,例如,每当由判断部23判断为螺钉适当地被拧紧或没有被拧紧时,显示针对该螺钉拧紧的判断结果。按每一个螺钉显示作业结果。
螺丝刀名示出,确定在利用该螺丝刀的作业中使用的螺丝刀的信息。仅螺丝刀名中显示的螺丝刀处于,能够工作的状态。
脉冲是,按每个螺钉拧紧作业显示的实际成绩的脉冲数。
计数示出,由判断部23判断为拧紧了螺钉的(例如,判断为成功的)数量。具体而言,在计数中显示,判断为“成功”的螺钉的数量的实际成绩数量(图中示出的“0”)、以及该作业中安装的螺钉的总数即计划数量(图中示出的“3”)。
失败次数是,螺钉的拧紧失败的次数。失败次数,若由判断部23判断为螺钉拧紧失败,则被上计数。
如此显示实际成绩信息p7,据此,作业者能够确认利用螺丝刀的作业的实际成绩。并且,在显示装置61显示作业结果以及螺丝刀名等,因此,作业者能够容易知道作业结果以及使用的螺丝刀的信息。
并且,在作业指示图像P中显示,用于进行说明图像p3的切换等的操作的操作图像p8。例如,若由鼠标等选择操作图像p8的规定的按钮,则按照该按钮切换说明图像p3等。操作图像p8的按钮包括,例如,停止正在显示的说明图像p3或再次开始停止的说明图像p3的按钮、进行到下一个作业的按钮、返回到上一个作业的按钮、开始或停止声音指示的读出的按钮等。
而且,也可以以代替所述按钮而由键盘能够简单进行操作的方式分配快捷键。并且,作业指示系统10也可以具备拾音装置(图中未示出的例如麦克风),作业指示装置20根据该拾音装置获得的作业者的声音,变更作业指示图像P中显示的内容。
据此,作业者能够,按照作业的进展状况等变更作业指示图像P的显示内容等。例如,再次显示不易懂的部分的说明图像p3,从而能够防止作业错误。并且,例如,在说明图像p3的说明结束之前作业完成时,进行下一个作业,从而能够顺利进行作业。
并且,在作业指示图像P中也可以显示,示出一个周期的要素作业的一览的作业一览p9等的信息。
据此,作业者能够知道,现在的作业之前进行的作业以及现在的作业之后进行的作业的信息。
作业指示装置20,例如,若获得示出正在进行的作业结束的结束信号或开始下一个作业的开始信号的至少一方(例如,从螺丝刀或传感器获得),则将向输出系统60输出的信息自动地切换为其次进行的作业的信息。作业指示装置20,例如,将显示在显示装置61的作业指示图像P自动地切换为其次进行的作业的作业指示图像P。而且,作业指示装置20,不仅限于自动地切换作业指示图像P等,也可以根据来自作业者的操作(例如,脚踏开关的操作),切换作业指示图像P等。
接着,说明制作如上所述的作业指示装置20使显示装置61显示的作业指示图像P的顺序。图4是用于说明实施方式涉及的作业指示图像P的生成的图。而且,示出图4的图表的设定值、与图2示出的作业表T的设定值是,不同的值以及项目的例子。
如图4示出,作业者等,预先向各个项目输入信息。各个项目包括,例如,“产品品种”、“终端号码”、“ID”、“作业名称”、“图像文件名”、“标准作业时间”、“螺丝刀名”、“螺钉数量”、“脉冲Min.”以及“脉冲Max.”等。
“ID”是,对“作业名称”分别设定的、用于确定该作业名称的数值信息。并且,输入“ID”以及“作业名称”,从而显示作业指示图像P的作业一览p9。输入“图像文件名”,从而显示与该图像文件对应的图像数据,以作为说明图像p3。例如,图3B的说明图像p3是,与图像文件名“101”对应的图像。输入“标准作业时间”,从而在该作业的经过时间显示棒p6中显示该信息。输入“螺丝刀名”以及“螺钉数量”,从而在实际成绩信息p7中显示该信息。输入“脉冲Min.”以及“脉冲Max.”,据此,判断部23能够根据该脉冲值进行判断。
如上所述,通过向图4所示的各个项目输入规定的内容那样的简单的作业,能够生成用于支援作业者的作业的作业指示图像P。
如上所述,在作业者进行的多个作业的每一个中,进行说明图像p3的选择以及编辑等,制作以多个作业为一个周期的作业指示图像P。
[3.作业指示系统的工作]
接着,对于所述的作业指示系统10的工作,参照图5至图7进行说明。具体而言,说明作业指示装置20切换第一螺丝刀30以及第二螺丝刀40的能够使用以及不能使用的状态的控制。图5是示出实施方式涉及的作业指示系统10的工作的序列图。而且,图5示出,进行图2示出的作业表T示出的多个作业时的作业指示系统10的工作。以后,将作业表T示出的作业顺序1至4,也记载为顺序1至4。并且,在图5中,主要说明判断螺丝刀以及传感器中作业是否完成的例子。
如图5示出,作业指示装置20,通过作业者的操作,启动专用应用输入规定的信息,从而读入作业顺序(S21)。作业指示装置20,输入“作业者”以及“产品号码”,从而能够判断该作业者是否是进行该制造号码的作业的作业者。作业指示装置20,从存储部25中存放的多个作业指示图像以及作业表中取出与规定的信息对应的作业指示图像P以及作业表T。而且,读入中也包括,从作业指示装置20的外部的记录介质(CD-ROM或USB存储器等)读入作业指示图像P以及作业表T。并且,读入作业顺序也包括,通过通信从通信部21的外部的设备获得作业指示图像P以及作业表T。
检测部22也可以,若读入作业顺序,例如,则根据作业表T,检测用于作业的螺丝刀以及传感器是否连接。并且,检测部22也可以,将检测结果输出到输出系统60。以下的工作示出,检测部22检测出用于作业的螺丝刀以及传感器全部连接时的作业指示装置20的工作。
接着,作业指示装置20,将顺序1示出的作业内容输出到输出系统60(S22)。具体而言,作业指示装置20,经由通信部21将与顺序1示出的作业内容对应的作业指示图像P输出到输出系统60。顺序1的作业是,第一作业的一个例子。
而且,此时,作业指示装置20也可以,输出使第一螺丝刀30以及第二螺丝刀40成为不能使用的状态的信号(以后,也记载为OFF信号)。具体而言,生成部24,生成OFF信号,经由通信部21,将该OFF信号输出到第一螺丝刀30以及第二螺丝刀40的每一个。
而且,OFF信号,例如,也可以是用于即使第一螺丝刀30以及第二螺丝刀40接受来自作业者的操作(例如,按压用于螺丝刀工作的按钮)时也不使该第一螺丝刀30以及第二螺丝刀40工作的信号,也可以是用于不能接受来自作业者的操作(例如,锁上按钮来成为不能按压)的信号。OFF信号也可以是,例如,用于停止用于使第一螺丝刀30以及第二螺丝刀40动作的动力(例如,电气或空气等)的提供的信号。并且,OFF信号也可以是,在第一螺丝刀30以及第二螺丝刀40由收容台收容的情况下,用于不能从该收容台中取出第一螺丝刀30以及第二螺丝刀40的信号。
OFF信号,若是用于使作业者不能使用第一螺丝刀30以及第二螺丝刀40的信号,则也可以是所述以外的信号。以下,说明OFF信号是,即使螺丝刀从作业者接受操作的情况下,也用于不使该螺丝刀工作的信号的例子。
输出系统60,若从作业指示装置20获得顺序1的作业内容(S61),则输出获得的顺序1的作业内容(S62)。输出系统60,由图像以及声音的至少一方将顺序1的作业内容输出到作业者。作业者,对从输出系统60输出的顺序1的作业内容,进行视觉识别以及视听的至少一方,从而能够掌握第一作业的作业内容等。
接着,作业指示装置20,生成并输出用于使第一作业中利用的第一螺丝刀30成为能够使用的ON信号(S23)。具体而言,生成部24生成用于使螺丝刀成为能够使用的ON信号,经由通信部21输出该ON信号。在步骤S23中,ON信号,仅输出到第一螺丝刀30以及第二螺丝刀40之中的第一螺丝刀30。换而言之,在步骤S23中,ON信号没有发送到第二螺丝刀40,因此,第二螺丝刀40在顺序1的作业中(第一作业中)仍然处于不能使用的状态。并且,步骤S23中输出的ON信号是,第一控制信号的一个例子。
而且,ON信号是,例如,用于在第一螺丝刀30以及第二螺丝刀40的仅一方接受来自作业者的操作(例如,按压用于使螺丝刀工作的按钮)的情况下,按照该操作工作的信号。ON信号也可以是,例如,用于进行用于使第一螺丝刀30以及第二螺丝刀40的一方动作的动力(例如,电气或空气等)的提供的信号。ON信号也可以是,用于在第一螺丝刀30以及第二螺丝刀40由收容台收容的情况下,能够从该收容台中取出第一螺丝刀30以及第二螺丝刀40的一方的信号。
ON信号,若是用于使作业者能够仅使用第一螺丝刀30以及第二螺丝刀40的一方的信号,则也可以是所述以外的信号。在本实施方式中说明,ON信号是,在螺丝刀接受来自作业者的操作的情况下,用于能够按照该操作工作的信号(即,用于解除OFF信号的状态的信号)的例子。生成部24,仅向第一螺丝刀30输出ON信号。
而且,关于作业指示装置20输出ON信号的定时,也可以与步骤S22并行进行,也可以在步骤S22之后进行。作业指示装置20,也可以与顺序1的作业内容的输出并行输出ON信号,也可以若获得示出作业者通过输出系统60的输出掌握作业内容的信息(例如,示出操作脚踏开关的信号,开始信号的一个例子)则输出ON信号。
第一螺丝刀30,获得ON信号,从而成为能够使用的状态。第一螺丝刀30,由作业者的操作进行第一螺丝的螺丝拧紧(S31)。在该时刻,第二螺丝刀40处于不能使用的状态,因此,作业者在步骤S31中不能错误利用第二螺丝刀40进行第二螺丝的螺丝拧紧。
脉冲测量部32,测量第一螺丝的螺丝拧紧中的第一螺丝刀30的旋转数。而且,判断部33,若脉冲测量部32测量的旋转数成为与第一螺丝对应的第一基准旋转数内,则判断为进行了第一螺丝的螺丝拧紧。判断部33,例如,在第一作业中进行多个第一螺丝的螺丝拧紧的情况下,进行多个第一螺丝各自的旋转数的判断,在多个第一螺丝各自的旋转数在第一基准旋转数内时,判断为对第一螺丝进行了螺丝拧紧。换而言之,判断部33,在第一作业中的多个第一螺丝(在图2的例子中,两个第一螺丝)的全部的旋转数在第一基准旋转数内的情况下,判断为第一作业完成。
判断部33,若判断为第一作业结束,则经由通信部31向作业指示装置20输出示出第一作业结束的结束信号(S32)。在结束信号中也可以包括,例如,检测部34检测出的转矩提升、旋转开始以及旋转结束的检测结果。
作业指示装置20,若从第一螺丝刀30获得结束信号(S24),则生成并输出用于使第一螺丝刀30成为不能使用的状态的OFF信号(S25)。具体而言,生成部24,若经由通信部21获得结束信号,则生成OFF信号,将生成的OFF信号输出到第一螺丝刀30。据此,第一螺丝刀30再次成为不能使用的状态。步骤S24中获得的结束信号是,第一状况信息的一个例子。
而且,在步骤S25中,作业指示装置20,向第一作业中利用的第一螺丝刀30输出OFF信号,但是,不仅限于此。作业指示装置20也可以,与是否是使用的螺丝刀无关而向所有的螺丝刀(在本实施方式中,第一螺丝刀30以及第二螺丝刀40)输出OFF信号。据此,能够省略作业指示装置20在步骤S25中决定成为输出OFF信号的对象的螺丝刀的处理,因此,能够减少作业指示装置20的处理量。并且,步骤S25中输出的OFF信号是,第二控制信号的一个例子。
而且,作业指示装置20,若第一螺丝刀30不具有判断部33,获得脉冲测量部32测量的旋转数的信息,则判断部23根据该旋转数判断第一作业是否完成。在判断部23判断为第一作业完成的情况下,生成部24将示出判断为第一作业完成的信号作为第一作业的结束信号获得,若获得该结束信号,则也可以进行步骤S25的处理。
第一螺丝刀30,经由通信部31从作业指示装置20获得OFF信号,从而再次成为不能使用的状态。
在上述的步骤S22至S25中,顺序1的作业完成。接着,说明进行顺序2的作业的情况。
接着,作业指示装置20,将顺序2的作业内容输出到输出系统60(S26)。具体而言,作业指示装置20,经由通信部21将示出与顺序2的作业内容对应的作业指示图像P的信息输出到输出系统60。顺序2的作业是,第三作业的一个例子。
输出系统60,若从作业指示装置20获得顺序2的作业内容(S63),则输出获得的顺序2的作业内容(S64)。输出系统60,例如,将输出的内容从顺序1的作业内容切换为顺序2的作业内容。作业者,对从输出系统60输出的顺序2的作业内容,进行视觉识别以及视听的至少一方,从而能够掌握顺序2的作业的作业内容等。
接着,作业指示装置20,生成并输出使顺序2的作业中使用的第二螺丝刀40成为ON的信号(ON信号)(S27)。具体而言,生成部24生成使螺丝刀成为能够使用的状态的ON信号,经由通信部21输出该ON信号。在步骤S27中,ON信号,仅输出到第一螺丝刀30以及第二螺丝刀40中的第二螺丝刀40。换而言之,在步骤S27中,ON信号没有发送到一螺丝刀30,因此,第一螺丝刀30在顺序2的作业中仍然处于不能使用的状态。而且,步骤S27中输出的ON信号是,第三控制信号的一个例子。
第二螺丝刀40,若获得ON信号,则成为能够使用的状态。第二螺丝刀40,由作业者的操作进行第二螺丝的螺丝拧紧(S41)。在该时刻,第一螺丝刀30处于不能使用的状态,因此,作业者在步骤S41中不能错误利用第一螺丝刀30进行第一螺丝的螺丝拧紧。
脉冲测量部42,测量第二螺丝的螺丝拧紧中的第二螺丝刀40的旋转数。而且,判断部43,若脉冲测量部42测量的旋转数成为与第二螺丝对应的第二基准旋转数内,则判断为进行了第二螺丝的螺丝拧紧。判断部43,例如,在第三作业中进行多个第二螺丝的螺丝拧紧的情况下,进行多个第二螺丝各自的旋转数的判断,在多个第二螺丝各自的旋转数在第二基准旋转数内时,判断为对第二螺丝进行了螺丝拧紧。换而言之,判断部43,在第三作业中的多个第二螺丝(在图2的例子中,三个第二螺丝)的全部的旋转数在第二基准旋转数内的情况下,判断为第三作业完成。
判断部43,若判断为第三作业结束,则经由通信部41向作业指示装置20输出示出第三作业结束的结束信号(S42)。在结束信号中也可以包括,例如,检测部44检测出的转矩提升、旋转开始以及旋转结束的检测结果。
作业指示装置20,若从第二螺丝刀40获得结束信号(S28),则生成、输出使第二螺丝刀40成为不能使用的OFF信号(S29)。据此,第二螺丝刀40再次成为不能使用的状态。而且,在步骤S29中,作业指示装置20也可以,与使用的螺丝刀无关而向所有的螺丝刀(在本实施方式中,第一螺丝刀30以及第二螺丝刀40)输出OFF信号。并且,步骤S28中获得的结束信号是第二状况信息的一个例子,步骤S29中输出的OFF信号是,第四控制信号的一个例子。
第二螺丝刀40,经由通信部41从作业指示装置20获得OFF信号,从而再次成为不能使用的状态。
如上所述,作业指示装置20,在进行包括第一作业以及第三作业的多个螺丝拧紧作业的情况下,仅使作业(例如,第一作业)中使用的螺丝刀(例如,第一螺丝刀30)成为能够使用的状态,使作业指示系统10具备的其他的螺丝刀(例如,包括第二螺丝刀40的一个以上的螺丝刀)成为不能使用的状态。据此,即使在存在多个螺丝拧紧作业的情况下,也能够抑制错误螺丝拧紧作业的顺序。
接着,说明作为第二作业,存在不利用第一螺丝刀30以及第二螺丝刀40的作业的情况。
如图5示出,作业指示装置20,在步骤S29之后,输出顺序3的作业内容(S121)。输出系统60,若从作业指示装置20获得顺序3的作业内容(S161),则输出获得的顺序3的作业内容(S162)。
在此,在步骤S121之后,ON信号没有发送到第一螺丝刀30以及第二螺丝刀40,因此,第一螺丝刀30以及第二螺丝刀40,在顺序3的作业中仍然处于不能使用的状态。顺序3的作业是,第二作业的一个例子。
传感器50,感测作业者进行的顺序3的作业(S151),根据感测的结果判断顺序3的作业是否完成。而且,传感器50,若判断为顺序3的作业完成,则将示出顺序3的作业的信号作为结束信号,输出到作业指示装置20(S152)。
作业指示装置20,若从传感器50获得结束信号(S122),则将顺序4的作业内容输出到输出系统60(S123)。而且,判断部23也可以,在传感器50不具有根据感测结果判断顺序3的作业是否完成的功能的情况下,从传感器50将感测结果作为状况信息获得,根据获得的感测结果判断顺序3的作业是否完成。生成部24也可以,在判断部23判断为顺序3的作业完成的情况下,将示出判断为顺序3的作业完成的信号作为顺序3的作业的结束信号获得,若获得该结束信号,则进行步骤S123以后的处理。
输出系统60,若从作业指示装置20获得顺序4的作业内容(S163),则输出获得的顺序4的作业内容(S164)。
接着,作业指示装置20,生成并输出使顺序4的作业中使用的第一螺丝刀30成为能够使用的状态的ON信号(S124)。在步骤S124中,ON信号,仅输出到第一螺丝刀30以及第二螺丝刀40中的第一螺丝刀30。换而言之,在步骤S124中,ON信号没有发送到第二螺丝刀40,因此,第二螺丝刀40在顺序4的作业中仍然处于不能使用的状态。顺序4的作业是,第四作业的一个例子。
如上所述,作业指示装置20,除了对作业者进行作业指示以外,还按照作业内容对螺丝刀的使用可否的状态进行控制。作业指示装置20,在进行利用能够切换能够使用的状态和不能使用的状态的螺丝刀的作业(例如,第一、第三以及第四作业)以及不利用该螺丝刀的作业(例如,第二作业)的情况下,在不利用该螺丝刀的作业中,使作业指示系统10具备的一个以上的螺丝刀(例如,第一螺丝刀30以及第二螺丝刀40)的全部成为不能使用的状态。据此,作业指示装置20,在一名作业者,进行利用螺丝刀的作业、以及不利用螺丝刀的作业的情况下,能够抑制错误利用螺丝刀的作业和不利用螺丝刀的作业作业顺序。因此,作业指示装置20能够,使作业者按照作业顺序进行包括螺丝拧紧作业以及螺丝拧紧作业以外的作业的一连串的作业。
作业指示装置20也可以,例如,在进行利用螺丝刀的螺丝拧紧作业(例如,第一、第三以及第四作业)以及不利用螺丝刀的作业(例如,第二作业)的情况下,在不利用螺丝刀的作业中,使作业指示系统10具备的一个以上的螺丝刀(例如,第一螺丝刀30以及第二螺丝刀40)的全部成为不能使用的状态。
而且,步骤S24、S28、以及S122是,获得步骤的一个例子。并且,步骤S25、S29、以及S124是,生成步骤以及输出步骤的一个例子。
在此,对于作业指示装置20的工作,参照图6以及图7,进行更详细说明。图6是示出实施方式涉及的作业指示装置20的工作的一个例子的流程图。而且,在图6以及图7中说明,作业指示装置20根据从螺丝刀获得的螺丝的拧紧信息判断利用该螺丝刀的作业是否完成的情况。并且,将作业顺序设为,顺序1至顺序n。
如图6示出,作业指示装置20,进行作业顺序的读入(S221)。步骤S221是,相当于图5示出的步骤S21的步骤。而且,作业指示装置20,使输出系统60输出读入的作业顺序中的顺序1的作业(S222)。步骤S222,相当于图5示出的步骤S22。而且,顺序1的作业是,例如第一作业。并且,作业指示装置20也可以,在步骤S222中使输出系统60输出顺序1的作业之前,向作业指示系统10具备的多个螺丝刀的全部输出OFF信号。
接着,作业指示装置20,判断其次进行的作业是否是利用螺丝刀的作业(S223)。例如,判断部23,根据由存储部25存放的作业表T,进行上述的判断。判断部23,若将其次进行的作业判断为利用螺丝刀的作业(S223的“是”),则决定其次进行的作业中使用的螺丝刀(S224)。判断部23,例如,从多个螺丝刀中根据作业表T决定顺序1的作业中使用的螺丝刀。而且,在作业者进行的多个作业中,仅使用一个螺丝刀的情况下,也可以省略步骤S224的处理。
而且,生成部24,生成向根据判断部23的判断结果决定的螺丝刀输出的ON信号(S225),将生成的ON信号输出到决定的螺丝刀(S226)。生成部24,将生成的ON信号仅输出到下一个作业中使用的螺丝刀(即,仅多个螺丝刀中的一个螺丝刀)。据此,在其次进行作业时,仅该作业中使用的螺丝刀成为能够使用的状态。步骤S225以及S226,相当于图5示出的步骤S23和S27、以及图5示出的步骤S124。
判断部23,若将其次进行的作业判断为不利用螺丝刀的作业(S223的“否”),则向多个螺丝刀的全部不输出ON信号,而进入步骤S227。
接着,通信部21,获得示出作业者正在进行的作业的状况的状况信息(S227)。在作业是利用螺丝刀的作业的情况下,例如,状况信息包括螺丝的拧紧信息。并且,状况信息也可以包括,示出判断为螺丝刀的作业完成的结束信号。并且,在作业是不利用螺丝刀的作业的情况下,例如,状况信息包括感测该作业的感测结果。
而且,状况信息的获得的定时,没有特别的限定。也可以在作业中依次获得状况信息,也可以按作业中的每个规定的定时获得状况信息。并且,在状况信息包括结束信号的情况下,也可以在作业完成后获得状况信息。
判断部23,根据步骤S227中获得的状况信息,判断正在进行的作业是否完成(S228)。判断部23,在现在的作业是利用螺丝刀的作业的情况下,也可以根据从螺丝刀获得的螺丝的拧紧信息,判断该作业是否完成,也可以从螺丝刀获得示出螺丝拧紧完成的结束信号,从而判断该作业是否完成。并且,判断部23也可以,从作业者获得示出该作业完成的操作,从而判断该作业是否完成。而且,示出作业者进行了示出完成该作业的操作(例如,脚踏开关的操作)的信号是,结束信号的一个例子。
生成部24,若由判断部23判断为正在进行的作业完成(S228的“是”),则生成OFF信号(S229),例如,向所有的螺丝刀输出生成的OFF信号(S230)。步骤S229以及S230,相当于图5示出的步骤S25以及S29。而且,在步骤S230中也可以,仅向步骤S226中输出了ON信号的螺丝刀输出OFF信号。并且,在步骤S223中为“否”的情况下,也可以省略步骤S229以及S230。
判断部23在步骤S228中为“是”的情况,包括在作业指示装置20获得结束信号的情况中。
若判断部23判断为正在进行的作业没有完成(S228的“否”),则继续进行螺丝的拧紧信息或感测结果的获得。判断部23,在即使步骤S226中输出ON信号后经过规定期间也没有获得结束信号(例如,步骤S228中不判断为“是”)的情况下,也可以判断为该作业中有异常。规定期间也可以是,例如,根据该作业的标准时间决定的。
接着,判断部23,进行是否是顺序n的作业的判断(S231)。判断部23,根据作业表T,判断作业者进行的一连串的作业是否完成。判断部23,若判断为是顺序n的作业(S231的“是”),则结束作业指示的处理。判断部23,若步骤S231中判断为“是”,则也可以使显示装置61显示包括图3D示出的作业时间的作业结果。
并且,判断部23,若判断为不是顺序n的作业(S231的“否”),则使输出系统60输出读入的作业顺序中下一个作业(S232)。而且,反复执行步骤S223至S230的处理,直到步骤S231中判断为“是”为止。而且,也可以按照作业者的熟练度,省略多次执行的步骤S232的处理中的至少一次的该处理。
而且,步骤S227是,获得步骤的一个例子。并且,步骤S225以及S229是,生成步骤的一个例子。并且,步骤S226以及S230是,输出步骤的一个例子。
而且,图6示出了,通信部21,获得结束信号的例子,但是,也可以获得开始信号。判断部23,例如,步骤S231中判断为“否”之后,若经由通信部21获得示出作业者进行了下一个作业开始的操作的信号,则也可以将该信号设为开始信号,开始步骤S232以后的处理。
而且,关于作业指示装置20的工作,在存在多个利用螺丝刀的作业的情况下,若以仅使用于该作业的螺丝刀成为能够使用的状态,并且,不利用螺丝刀的作业中使所有的螺丝刀成为不能使用的状态的方式能够控制多个螺丝刀,则不仅限于所述。图7是示出实施方式涉及的作业指示装置20的工作的另一个例子的流程图。而且,对于与图6同样的步骤,会有添加相同的符号,简化或省略说明的情况。在图7示出的流程图中,从图6示出的流程图中删除步骤S229以及S230,并且,追加了步骤S233以及S234。
如图7示出,生成部24,在判断部23由步骤S223中判断为“否”的情况下,生成OFF信号(S233),向所有的螺丝刀输出OFF信号(S234)。据此,能够在不利用螺丝刀的作业中使所有的螺丝刀成为不能使用的状态。并且,仅向步骤S226中利用的螺丝刀输出ON信号,从而能够仅使该作业中使用的螺丝刀成为能够使用的状态。
[4.效果等]
如上说明,作业指示装置20(作业支援装置的一个例子)是,对按照预先决定的作业顺序进行包括由作业者进行的利用能够切换能够使用的状态与不能使用的状态的第一螺丝刀30(第一工具的一个例子)的第一作业、以及不利用第一螺丝刀30的第二作业的多个作业的作业者进行支援的作业指示装置20,具备:通信部21(获得部的一个例子),获得多个作业各自的示出开始的开始信号以及示出结束的结束信号;生成部24,在由通信部21获得第一作业的开始信号以及第二作业的结束信号中的至少一方的情况下,生成用于使第一螺丝刀30成为能够使用的状态的第一控制信号,在由通信部21获得第一作业的结束信号以及第二作业的开始信号中的至少一方的情况下,生成用于使第一工具成为不能使用的状态的第二控制信号;以及通信部21(输出部的一个例子),将由生成部24生成的第一控制信号以及第二控制信号输出到第一螺丝刀30。
据此,仅在使用第一螺丝刀30的第一作业时,第一螺丝刀30成为能够使用的状态,因此,在进行第二作业时,第一螺丝刀30成为不能使用的状态。也就是说,作业者能够,抑制错误第一作业以及第二作业的作业顺序等的作业错误。因此,作业指示装置20,在作业者进行利用第一螺丝刀30的作业以及不利用第一螺丝刀30的作业的情况下,能够抑制发生作业错误。
而且,也可以是,作业指示装置20(作业支援装置的一个例子)是,对按照预先决定的作业顺序进行包括由作业者进行的利用由动力能够动作的第一螺丝刀30(第一工具的一个例子)的第一作业、以及不利用包括第一螺丝刀30的由动力能够动作的工具的第二作业的多个作业的作业者进行支援的作业指示装置20,具备:通信部21(获得部的一个例子),获得多个作业各自的示出开始的开始信号以及示出结束的结束信号;生成部24,在由通信部21获得第一作业的开始信号以及第二作业的结束信号中的至少一方的情况下,生成用于使第一螺丝刀30成为能够使用的状态的第一控制信号,在由通信部21获得第一作业的结束信号以及第二作业的开始信号中的至少一方的情况下,生成用于使第一工具成为不能使用的状态的第二控制信号;以及通信部21(输出部的一个例子),将由生成部24生成的第一控制信号以及第二控制信号输出到第一螺丝刀30。
据此,得到与上述的作业指示装置20同样的效果。具体而言,作业指示装置20,在作业者进行利用第一螺丝刀30的作业以及不利用第一螺丝刀30的作业的情况下,能够抑制发生作业错误。
并且,通信部21,从第一螺丝刀30获得第一作业的开始信号以及结束信号的至少一方。而且,生成部24,在从第一螺丝刀30获得开始信号以及结束信号的至少一方的情况下,生成第一控制信号以及第二控制信号的至少一方。
据此,从螺丝刀接收作业是否结束的信号,因此,不需要用于判断螺丝刀的作业是否完成的传感器以及开关,装置结构变得简单。
并且,多个作业包括由作业者进行的利用能够切换能够使用的状态与不能使用的状态的与第一螺丝刀30不同的第二螺丝刀40(第二工具的一个例子)的第三作业,通信部21,进一步,从第二螺丝刀40获得第三作业的开始信号以及结束信号的至少一方。而且,生成部24,在由通信部21获得第三作业的开始信号的情况下,生成用于仅使第一螺丝刀30以及第二螺丝刀40中的第二螺丝刀40成为能够使用的状态的第三控制信号,在由通信部21获得第三作业的结束信号的情况下,生成用于使第一螺丝刀30以及第二螺丝刀40成为不能使用的状态的第四控制信号。
据此,作业指示装置20,在多个作业中使用两个以上的螺丝刀的情况下,能够仅使两个以上的螺丝刀中的作业中使用的螺丝刀成为能够使用的状态。因此,作业指示装置20,在使用的螺丝刀存在多个的情况下,能够抑制错误利用螺丝刀的作业的顺序。并且,例如,在按照第一作业、第三作业、第二作业的顺序进行作业的情况下,在第二作业中第一螺丝刀30以及第二螺丝刀40都成为不能使用的状态。也就是说,作业指示装置20能够,抑制因忘记第二作业而在第一作业后进行第三作业等的作业顺序的错误。
而且,多个作业包括,由作业者进行的利用与第一螺丝刀30不同的由动力能够动作的第二螺丝刀40(第二工具的一个例子)的第三作业,通信部21,进一步,从第二螺丝刀40获得第三作业的开始信号以及结束信号的至少一方。而且,生成部24,在由通信部21获得第三作业的开始信号的情况下,生成用于仅使第一螺丝刀30以及第二螺丝刀40中的第二螺丝刀40成为能够使用的状态的第三控制信号,在由通信部21获得第三作业的结束信号的情况下,生成用于使第一螺丝刀30以及第二螺丝刀40成为不能使用的状态的第四控制信号。
据此,得到与上述的作业指示装置20同样的效果。具体而言,能够抑制作业顺序的错误。
并且,还具备根据从第一螺丝刀30获得的示出第一作业的状况的第一状况信息判断第一作业是否完成的判断部23(第一判断部的一个例子),生成部24(获得部的一个例子),从判断部23获得示出判断为第一作业完成的信号,以作为第一作业的结束信号。
据此,即使在螺丝刀不具有判断作业是否完成的功能的情况下,也能够在作业指示装置20中进行该判断。也就是说,作业指示装置20,即使在螺丝刀不具有判断的功能的情况下,也能够抑制发生作业错误。并且,难以受到使用的螺丝刀的功能的限制,因此,与作业指示装置20连接的螺丝刀的选择范围扩大。例如,在对螺丝刀使用不具有判断的功能的廉价的产品的情况下,能够降低作业指示系统10的成本。
并且,多个作业包括由作业者进行的利用能够切换能够使用的状态与不能使用的状态的与第一螺丝刀30不同的第二螺丝刀40的第三作业,判断部23,进一步,根据从第二螺丝刀40获得的示出第三作业的状况的第二状况信息判断第三作业是否完成。而且,生成部24,在由生成部24获得第三作业的开始信号的情况下,生成用于仅使第一螺丝刀30以及第二螺丝刀40中的第二螺丝刀40成为能够使用的状态的第三控制信号,在由生成部24从判断部23获得第三作业的结束信号的情况下,生成用于使第一螺丝刀30以及第二螺丝刀40不能使用的状态的第四控制信号。
据此,作业指示装置20,在多个作业中使用两个以上的螺丝刀的情况下,能够仅使两个以上的螺丝刀中的作业中使用的螺丝刀成为能够使用的状态。因此,作业指示装置20,在使用的螺丝刀存在多个的情况下,能够抑制错误利用螺丝刀的作业的顺序。
而且,多个作业包括,由作业者进行的利用与第一螺丝刀30不同的由动力能够动作的第二螺丝刀40的第三作业,判断部23,还根据从第二螺丝刀40获得的示出第三作业的状况的第二状况信息,判断第三作业是否完成。而且,生成部24,在由生成部24获得第三作业的开始信号的情况下,生成用于仅使第一螺丝刀30以及第二螺丝刀40中的第二螺丝刀40成为能够使用的状态的第三控制信号,在由生成部24从判断部23获得第三作业的结束信号的情况下,生成用于使第一螺丝刀30以及第二螺丝刀40不能使用的状态的第四控制信号。
据此,得到与上述的作业指示装置20同样的效果。具体而言,在使用的螺丝刀存在多个的情况下,能够抑制错误利用螺丝刀的作业的顺序。
并且,第一工具是,用于第一螺丝拧紧的第一螺丝刀30,第二工具是,用于第二螺丝拧紧的第二螺丝刀40。而且,判断部23,通过对示出第一螺丝拧紧的完成的第一螺丝刀30的第一基准旋转数、与基于第一状况信息的第一螺丝刀30的旋转数进行比较,从而判断第一作业是否完成,通过对示出第二螺丝拧紧的完成的第二螺丝刀40的第二基准旋转数、与基于从第二螺丝刀40获得的示出第三作业的状况的第二状况信息的第二螺丝刀40的旋转数进行比较,从而判断第三作业是否完成。
据此,作业指示装置20,在工具是螺丝刀的情况下,对螺丝刀的旋转数与基准旋转数进行比较,从而能够容易判断作业是否完成。
并且,通信部21,进一步,从感测第二作业的传感器50获得该第二作业中的感测结果,作业指示装置20还具备,根据感测结果判断第二作业是否结束的判断部23(第二判断部的一个例子)。
据此,作业指示装置20能够,根据传感器50的感测结果,获得不利用工具(例如,螺丝刀)的作业是否完成。也就是说,作业指示装置20能够,不依赖于来自作业者的操作而获得不利用螺丝刀的作业的完成,因此,能够减轻作业者的负担。因此,作业指示装置20的方便性提高。
并且,还具备,在多个作业中的现在的作业完成之前其他的作业开始的情况下,发送用于对作业者进行警告的信号的生成部24(警告发送部的一个例子)。
据此,能够利用外部的输出装置(例如,显示装置61等),向作业者通知发生作业错误。因此,作业指示装置20能够,早期向作业者通知发生作业错误。并且,在由作业指示装置20在显示装置61显示作业指示图像P的情况下,作业者能够容易知道准确的作业。因此,作业者能够,顺利进行修复作业。并且,作业指示装置20,在进行修复作业的情况下,也可以将该修复作业的作业指示由输出系统60输出。
并且,第一控制信号是,用于允许第一螺丝刀30工作的信号,第二控制信号是,用于禁止第一螺丝刀工作的信号。
据此,作业指示装置20能够控制成,在第一作业中仅使该第一作业中使用的第一螺丝刀30,根据来自作业者的向第一螺丝刀30的操作工作。并且,即使在第二作业中作业者操作第一螺丝刀30,该第一螺丝刀30也不工作。因此,将第一螺丝刀30本身的工作从能够以及不能的一方切换为另一方,从而能够抑制发生作业错误。
并且,如上说明,作业指示装置20的作业指示方法是,对按照预先决定的作业顺序进行包括由作业者进行的利用能够切换能够使用的状态与不能使用的状态的第一螺丝刀30(第一工具的一个例子)的第一作业、以及不利用第一螺丝刀30的第二作业的多个作业的作业者进行支援的作业支援方法,包括:获得步骤(步骤S24、S28、S122、以及S227),获得多个作业各自的示出开始的开始信号以及示出结束的结束信号;获得步骤(步骤S24、S28、S122、以及S227),生成步骤(步骤S25、S29、S124、S225以及S229),在获得第一作业的开始信号以及第二作业的结束信号中的至少一方的情况下,生成用于使第一螺丝刀30成为能够使用的状态的第一控制信号,在获得第一作业的结束信号以及第二作业的开始信号中的至少一方的情况下,生成用于使第一螺丝刀30成为不能使用的状态的第二控制信号;以及输出步骤(步骤S25、S29、S124、S226以及S230),将由生成步骤生成的第一控制信号以及第二控制信号输出到第一螺丝刀30。并且,程序是,用于使计算机执行上述的作业指示方法的程序。
据此,得到与上述的作业指示装置20同样的效果。
而且,也可以是,作业指示装置20的作业指示方法是,对按照预先决定的作业顺序进行包括由作业者进行的利用由动力能够动作的第一螺丝刀30(第一工具的一个例子)的第一作业、以及不利用包括第一螺丝刀30的由动力能够动作的工具的第二作业的多个作业的作业者进行支援的作业支援方法,包括:获得步骤(步骤S24、S28、S122、以及S227),获得多个作业各自的示出开始的开始信号以及示出结束的结束信号;获得步骤(步骤S24、S28、S122、以及S227),生成步骤(步骤S25、S29、S124、S225以及S229),在获得第一作业的开始信号以及第二作业的结束信号中的至少一方的情况下,生成用于使第一螺丝刀30成为能够使用的状态的第一控制信号,在获得第一作业的结束信号以及第二作业的开始信号中的至少一方的情况下,生成用于使第一螺丝刀30成为不能使用的状态的第二控制信号;以及输出步骤(步骤S25、S29、S124、S226以及S230),将由生成步骤生成的第一控制信号以及第二控制信号输出到第一螺丝刀30。并且,程序也可以是,用于使计算机执行上述的作业指示方法的程序。
(其他的实施方式)
以上,说明了实施方式,但是,本发明,不仅限于这样的实施方式。
例如,在所述实施方式中说明了,作业指示装置的判断部,根据从第一螺丝刀以及第二螺丝刀获得的螺丝的拧紧信息判断作业是否完成的例子,但是,不仅限于此。判断部也可以,从传感器(例如摄像头)获得拍摄了作业者利用螺丝刀进行螺丝拧紧的情况的图像(状况信息的一个例子),分析获得的图像,从而判断作业是否完成。
并且,在所述实施方式中说明了,利用工具的作业是,利用螺丝刀等的工具对螺丝进行螺丝拧紧的例子,但是,不仅限于此。利用工具的工序也可以是,例如,利用工具拧紧螺栓或螺母等的作业。而且,螺栓以及螺母是,紧固部件的一个例子。
并且,在所述实施方式的工具也可以设置,用于将示出作业的开始的信号输出到作业指示装置的操作部(例如,按钮)。作业者,在利用工具进行作业之前,对该工具的操作部进行操作。换而言之,作业指示装置也可以,从该工具获得开始信号。据此,作业指示装置向该工具输出ON信号,据此,该工具成为能够使用的状态。
并且,在所述实施方式中说明了,工具是螺丝刀的例子,但是,不仅限于此。工具也可以,与作业指示装置以能够通信的方式连接,将作业的状况信息(包括结束信号)输出到该作业指示装置,并且,根据来自作业指示装置的控制信号能够控制成能够使用的状态以及不能使用的状态。工具,例如,也可以是螺丝刀以外的工具(例如,电动工具),也可以是夹具(例如,检查夹具等)。
并且,在所述实施方式中说明了,作业指示装置是,仅与作为工具的一个例子的螺丝刀连接的例子,但是,与作业指示装置连接的工具的种类也可以是多个。作业指示装置也可以,与螺丝刀、螺丝刀以外的工具、以及夹具等的至少一种连接。
并且,在所述实施方式中说明了,作业指示装置的判断部,根据从第一螺丝刀以及第二螺丝刀获得的旋转数判断作业是否完成的例子,但是,在第一螺丝刀以及第二螺丝刀的测量部具有转矩传感器能够测量转矩的情况下,也可以代替旋转数,或与旋转数一起,根据转矩的测量结果,判断作业是否完成。在此情况下,作业指示装置的存储部中存放的作业表包括,转矩的基准值。并且,第一螺丝刀以及第二螺丝刀具有的判断部也同样。
并且,在所述实施方式中说明了,与作业指示装置连接的显示装置以及声音输出装置分别存在一台的例子,但是,不仅限于此。例如,在作业者由不同的工作台等分别进行第一至第三作业的情况下,也可以在工作台分别配置显示装置以及声音输出装置。
并且,在所述实施方式中说明了,作业指示装置,利用输出系统,向作业者指示作业顺序的例子,但是,不仅限于此。作业指示装置也可以,例如,不将图3B所示的作业指示向作业者输出。
并且,图1所示的框图的功能块的分割是一个例子,也可以将多个功能块作为一个功能块实现,也可以将一个功能块分割为多个,也可以将一部分的功能向其他的功能块转移。并且,也可以对具有类似的功能的多个功能块的功能,由单一硬件或软件进行并联或时间分割的处理。
并且,在所述实施方式等中,作业指示装置,由单一装置实现,但是,也可以由相互连接的多个装置实现。
并且,所述实施方式的作业指示系统具备的装置间的通信方法,没有特别的限定。在装置间,也可以进行无线通信,也可以进行有线通信。
并且,所述实施方式的作业指示装置具备的构成要素的一部分或全部,也可以由一个系统LSI(Large Scale Integration:大规模集成电路)构成。例如,作业指示装置也可以,由具有检测部、判断部、以及生成部等的处理部的系统LSI构成。
系统LSI是,将多个构成部集成在一个芯片上而制造的超多功能LSI,具体而言,包括微处理器、ROM(Read Only Memory)、RAM(Random Access Memory)等而构成的计算机系统。在ROM存储有计算机程序。微处理器,根据计算机程序进行工作,据此,系统LSI实现其功能。
而且,在此,设为系统LSI,但是,也会有根据集成度的不同,称为IC、LSI、超LSI、特大LSI的情况。并且,集成电路化的方法,不仅限于LSI,也可以由专用电路或通用处理器来实现。也可以利用在制造LSI后能够编程的FPGA(Field Programmable Gate Array)、或能够重构LSI内部的电路单元的连接以及设定的可重构处理器。
进而,若因半导体技术的进步或派生的其他的技术而出现代替LSI的集成电路化的技术,当然,也可以利用该技术进行功能块的集成化。会有生物技术的适用等的可能性。
并且,本发明的一个形态也可以是,使计算机执行作业指示方法中包括的具有特征性的各个步骤的计算机程序。并且,本发明的一个形态也可以是,记录了这样计算机程序的、计算可读取的非暂时性的记录介质。
而且,在所述实施方式中,各个构成要素也可以,由专用的硬件构成,或者执行适于各个构成要素的软件程序来实现。各个构成要素也可以,CPU或处理器等的程序执行部,读出并执行由硬盘或半导体存储器等的记录介质记录的软件程序来实现。
另外,对实施例实施本领域技术人员想到的各种变形而得到的形态,以及在不脱离本发明的宗旨的范围内任意组合各个实施例的构成要素以及功能来实现的形态,也包含在本发明中。
10 作业指示系统
20 作业指示装置(作业支援装置)
21 通信部(获得部,输出部)
22 检测部
23 判断部
24 生成部
25 存储部
30 第一螺丝刀(第一工具)
31,41 通信部
32,42 脉冲测量部
33,43 判断部
34,44 检测部
40 第二螺丝刀(第二工具)
50 传感器
60 输出系统
61 显示装置
62 声音输出装置
T 作业表
P 作业指示图像
p1 作业名
p2 注意事项
p3 说明图像
p4 部件名
p5 选择图像
p6 经过时间显示棒
p7 台数信息
p8 操作图像
p9 作业一览。
- 作业支援系统、作业支援方法以及作业支援程序
- 作业支援系统、作业支援装置、作业支援方法以及作业机