用于确定纺织机导丝辊的导丝辊护套温度的方法
文献发布时间:2023-06-19 12:08:44
技术领域
本发明涉及一种用于确定纺织机导丝辊的导丝辊护套温度的方法以及一种用于纺织机的导丝辊总成,该导丝辊总成具有被设计用来实施该方法的控制器。
背景技术
纺织机包括至少一个带有导丝辊护套的导丝辊,该导丝辊护套通过线圈总成予以感应式加热。导丝辊护套用于加热和引导至少一个纱线或纱带,其中,导丝辊护套的温度必须精确地控制在+-1℃,以便给纱线或纱带赋予一定的物理特性。
导丝辊护套的温度在目前是按如下方式控制的:利用温度传感机构来检测导丝辊护套的温度,然后通过控制器基于所检测的温度来控制供应给导丝辊护套的加热功率。温度传感机构大多直接与导丝辊护套随同旋转地连接。为此需要附加的转动传递系统来传递测量值。温度传感机构也可以与导丝辊的固定部分连接,其中,在导丝辊护套的背面端侧,在导丝辊护套上开设出环绕的槽,温度传感机构伸入到该槽中。然而,设置在导丝辊护套上的槽带来了导丝辊护套的结构弱化。因此,利用如此弱化的导丝辊,在无断裂风险的情况下无法实现比如用于高产量的纱线过程的高转速。为了克服该缺点,也可以把温度传感机构布置在导丝辊护套之外,但为此需要热屏蔽和/或导风屏。
如上所述,目前利用布置在导丝辊护套上或附近的温度传感机构来检测导丝辊护套的温度。这导致高昂的材料成本。另一方面,通常已知的是,电导体随着温度的升高而具有增大的电阻。可感应式加热的导丝辊护套本来就还是涉及到电的总系统。因此可考虑的是,通过由电流和电压测量电的总系统的阻抗来确定导丝辊护套的温度。由此可以省去上述的温度传感机构和与此相关的成本。
但在过去,对于能够成功地进行温度测量来说,该方案已表明不够精确,特别是因为导丝辊护套的电阻无法绝缘。
发明内容
基于此,这里将介绍一种用于确定纺织机导丝辊的可感应式加热的导丝辊护套的温度的特别有利的方法。有利的改进在从属权利要求中给出。说明书特别是与附图相结合地介绍了本发明,且给出了其它有利的设计变型。权利要求书中提到的各个特征可以任意地相互组合,和/或用说明书的特征予以明确/互换。
这里介绍一种用于确定纺织机导丝辊的导丝辊护套温度T
a)给感应电源施加直流电流-电压信号U
b)给感应电源施加具有工作频率F的测量电压信号U
c)在考虑到至少一个如下工作参数的情况下,由等效直流电阻R
-当前的线圈温度T
-工作频率F;
d)由总阻抗Z
e)采用护套电阻R
所介绍的方法特别是用于采用感应式加热的纺织机工作。在此,纺织机包括导丝辊和至少一个感应线圈,该导丝辊带有可感应地加热的导丝辊护套。感应线圈通过电缆和插头与感应电源电连接。带有导丝辊护套的导丝辊经由气隙无接触地布置在感应线圈附近。在给感应线圈施加交流电流时,形成交流磁场,该交流磁场在导丝辊护套中引起涡流电流,从而借助涡流电流感应地加热导丝辊护套。
在这里,感应电源、带有电缆和插头的感应线圈以及带有导丝辊护套的导丝辊,形成了一个电的总系统,该总系统由一次部分和二次部分组成。在此,感应电源、感应线圈、电缆和插头形成一次部分。带有导丝辊护套的导丝辊是一个闭合的电路,其作为二次部分经由气隙与一次部分分开地设置。由于感应式的加热,电能由一次部分经由气隙以磁能的形式传递至二次部分,在那里,当给一次部分施加交流电流时,磁能转变为热能。
电的总系统用至少包括与所述方法相关的如下电器件或参数的电路来表示:
感应线圈的欧姆电阻:R
引线的欧姆电阻:R
插头的欧姆电阻:R
导丝辊护套的欧姆电阻:R
感应线圈的感应电阻:X
导丝辊护套与感应线圈之间的气隙的感应电阻:X
该电路表明,R
等效电阻:R
导丝辊护套的阻抗:Z
导丝辊护套的阻抗的实数部分:R
导丝辊护套的阻抗的虚数部分:X
电的总系统的总阻抗:Z
电的总系统的总阻抗的实数部分:Rel(Z
电的总系统的总阻抗的虚数部分:Im(Z
在此,R
因为等效电阻R
在这种情况下,一次部分是电中性的。此外,在采用感应式加热时,大多通过调节所施加的电流-电压信号的频率来控制导丝辊护套的温度T
在求取R
由方程(2)、(5)和(9)可知,Z
方程(10)表明,给每个R
对于准确地确定导丝辊护套温度T
电阻与温度和频率相关地变化将通过示范性的计算予以如下介绍。为此规定如下参数:
选定的测量频率:ω0=2·π·50000Hz;
磁场常数:
在25℃时铜的比电阻:
铜随温度的单位电阻变化:
线圈金属线的有效半径:r
在步骤a)中测量等效直流电阻R
为了在步骤a)中求取等效直流电阻R
R
在此,α
在交流电流情况下,由于集肤效应,电阻(例如线圈的欧姆电阻)与频率有关,其中,只有一部分导体是导电的,从而导体的横截面减小,并且欧姆电阻增大。在此,线圈的集肤效应例如可以通过导电层厚度针对于线圈温度T
在此把频率设定为50000Hz(ω
对于后续计算来说有益的是,规定Ω-因子,其表示温度和频率变化与欧姆电阻之间的比率。例如用于线圈的欧姆电阻的Ω-因子如下求取:
得到:
其中:铜面积_DC=π·r
最后得到:
其中,
利用方程(18)和(19),对于具有设定频率的交流电流,可以直接通过线圈欧姆电阻的Ω-因子Ω
方程(18)和(19)是普遍适用的,并且也可以用于电缆欧姆电阻R
在此,电缆的有效半径r
非常近似地假设电缆和插头的直径相等,并且温度相等。由此可以在步骤c)中如下计算经矫正的等效直流电阻R
根据方程(10)可知,测得的总阻抗Z
在一个优选的实施方式中,测量电压信号U
如上已述,交流电流时的等效电阻值R
在另一优选的实施方式中,测量电压信号U
在测量电压信号U
在另一优选的实施方式中,在步骤c)之前,为了利用R
由方程(19)、(20)和(21)可知,对等效直流电阻R
在另一优选的实施方式中,在步骤c)之前,为了由R
工作中的频率与测试工作中(例如8.5kHz)不同。此外,大多通过控制所施加的测量电压信号的频率来调控导丝辊护套的温度。因此,实时的Ω-因子基于实时的工作频率(F)。
在另一优选的实施方式中,采用存储在控制器中的特性曲线族。
由方程(19)或(20)可知,在一定的频率情况下给导体的每个温度-值都指配Ω-因子-值。可考虑的是,可以事先计算出温度与相关的Ω-因子(带有不同的频率)之间的关系。此外,Ω-因子的值可以与分别相关的温度值和频率值一起存储在控制器中的表格里。通过检测实时的温度值和频率值,可以求取Ω-因子的相应值。
在另一优选的实施方式中,采用至少一个存储的Ω-因子来求取R
由方程(19)或(20)可知,如果频率是设定的,则Ω-因子的值与相关导体的温度和半径有关。另外,等效电阻累加地由R
在另一优选的实施方式中,采用感应线圈的线圈温度T
因为工作中的线圈温度T
有两种可行方案适宜于考虑T
在另一优选的实施方式中,为了求取R
在另一优选的实施方式中,在步骤d)中对护套电阻R
由方程(1)和(5),通过向量相减Z
在此,相位
在另一优选的实施方式中,在步骤d)中,通过计算由有功电功率P
处理器可以处理时间曲线上的信号比如U
有功功率P
同样可以通过测量区间内积分和(数字的)低通滤波来形成有效测量电流I
在此,T为测量频率周期
在另一优选的实施方式中,利用多项式函数来计算T
在另一优选的实施方式中,在步骤d)中采用最小二乘法来求取T
在另一优选的实施方式中,介绍一种用于纺织机的导丝辊总成,其包括带有导丝辊护套的导丝辊,该导丝辊护套可借助于在导丝辊护套中感应出的涡流电流予以加热,并且导丝辊总成具有至少一个带感应电源的感应线圈,其中,感应线圈、感应电源和导丝辊护套形成电的总系统,并且导丝辊总成具有与感应电源连接的控制器,该控制器被设计用于实施根据前述权利要求中任一项的方法。
附图说明
下面借助附图详述本发明。
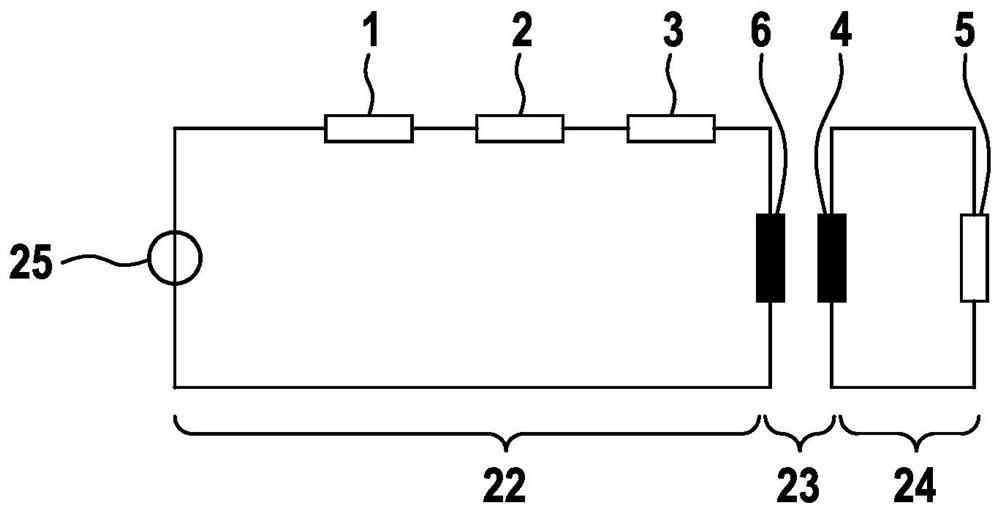
图1为电的总系统的示意图;
图2示出该电的总系统的电路;
图3为该电的总系统的等效电路图;
图4为该电的总系统的另一等效电路图;
图5为该电的总系统的阻抗在复平面上的矢量图;
图6示出Ω-因子(T
图7示出R
具体实施方式
图1示出电的总系统,其由一次部分22和二次部分24组成,其中,一次部分22通过气隙23与二次部分24分隔开。对于一次部分22,感应电源25、欧姆电阻R
在采用感应式加热时,一次部分22通过感应电源被施加交流电流,由此把电能从一次部分22经由气隙23以磁能的形式传递至二次部分24,在那里,磁能转变为热能。相反,二次部分24在施加直流电流时保持电中性(即没有涡流电流)。
图2示出电的总系统的电路。在此,R
图3示出电的总系统的等效电路图。在此把图2中的并联线路的部分((R
图4示出另一简化的等效电路图,其中,欧姆电阻R
图5在一个复平面中示出关于总阻抗Z
图6示出Ω-因子(T
图7示出R
根据R
由测量已知如下事项:
在所选择的测量频率情况下,R
电阻变化大致为
在线圈温度不变的情况下(例如T
ΔR
在电缆温度不变的情况下(例如T
ΔR
附图标记清单
1 R
2 R
3 R
4 X
5 R
6 X
7 X
8 R
9 R
10 Z
11 Z
12 Φ
13 Φ
14 Ω-因子(T
15 R
16 T
17 曲线
18 线_a
19 线_b
20 虚轴
21 实轴
22 一次部分
23 气隙
24 二次部分
25 感应电源
- 用于确定纺织机导丝辊的导丝辊护套温度的方法
- 双道导丝辊导丝拉伸的熔融直纺超细旦氨纶纤维生产方法