一种铝合金铸件车削加工方法
文献发布时间:2023-06-19 12:22:51
技术领域
本发明涉及铝合金铸件,具体为一种铝合金铸件车削加工方法,属于铝合金铸件车削加工技术领域。
背景技术
铝合金铸件是指采用铸造的加工方式而得到的铝合金设备器件,铝合金铸件经过车削加工后可以制成形状复杂的零件,不需要庞大的附加设备,具有节约金属、降低成本、减 少工时等优点,在航空工业和民用工业得到广泛应用,还用于制造梁、 燃汽轮叶片、泵体、挂架、轮毂、进气 唇口和发动机的机匣等,但是现有的铝合金铸件车削加工方法存在以下缺陷:
现有铝合金铸件车削加工时存在铝合金铸件夹持不稳定导致铝合金铸件或铰刀的损坏,甚至造成危险的可能,现有的检测夹持稳定的方法多是直接晃动的方法,检测力度有点,隐患较大;现有铝合金铸件车削加工时铰刀设备晃动较大,造成精度降低,铝合金铸件加工后品质降低;现有铝合金铸件车削加工时循环液浪费较多,资源损耗大。
发明内容
本发明的目的就在于为了解决上述问题而提供一种铝合金铸件车削加工方法。
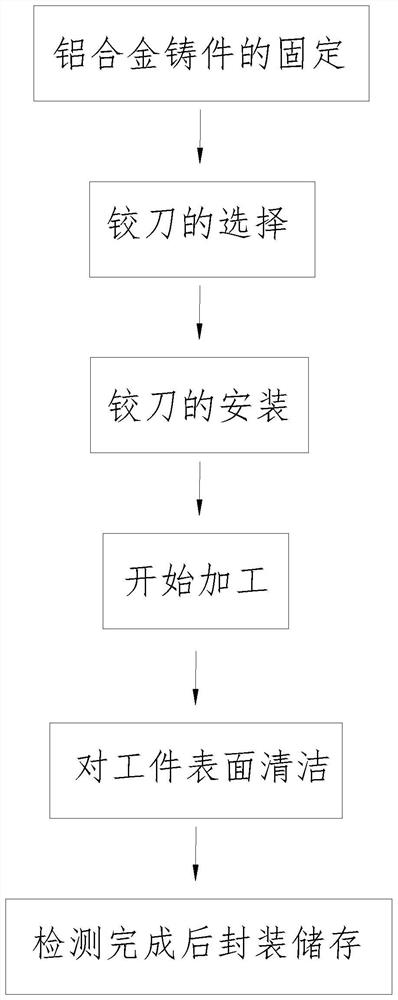
本发明通过以下技术方案来实现上述目的,一种铝合金铸件车削加工方法,所述一种铝合金铸件车削加工方法包括如下步骤:
(1)铝合金铸件的固定,将铝合金铸件放入专用的夹具中固定,使用检测工具对铝合金铸件进行紧固性检查,确保铝合金铸件的固定紧密。
(2)铰刀的选择,根据加工的需求选择合适的铰刀。
(3)铰刀的安装,在安装铰刀前需要对铰刀品质检查,检查完成后正确的安装铰刀。
(4)开始加工,加工时使用循环切削液喷向削切位置,循环切削液温度使用循环水降温,铰刀设备上安装有DAS动态主动稳定器、振动检测仪和异常振动预警系统。
(5)完成加工后对工件表面清洁处理,清洁完成后送入质检系统检测。
(6)检测完成后封装储存。
优选的,所述步骤(1)中铝合金铸件的检测工具包括固定环、可移动固定座、电子拉力秤、液压推杆和控制器组成,所述检测工具对铝合金铸件进行紧固性检查的步骤如下:
S1使用可移动固定座固定液压推杆,液压推杆的活动端端面固定电子拉力秤,电子拉力秤的测量端与固定环固定连接。
S2将铝合金铸件安装在夹具中,漏出的一端使用固定环固定。
S3使用控制器控制液压推杆缓慢缩短使得固定环产生拉力,通过电子拉力秤观察拉力数据。
S4调节可移动固定座和固定环的方向,更换铝合金铸件的受力方向,铝合金铸件仍然保持稳定,从而确保铝合金铸件的夹持稳定。
优选的,所述步骤(2)中的铰刀包括K类硬质合金、YG类硬质合金绞刀和高速钢绞刀。
优选的,所述步骤(3)中铰刀使用专用的铰刀检测工具检查铰刀品质,检查铰刀的铰孔精度和表面师是否存在豁口。
优选的,所述步骤(4)中循环切削液的存液池中安装有PH测定仪和温度计,出现PH异常后需要更换新的循环切削液。
优选的,所述步骤(4)中循环切削液在循环过程中经过多重沉淀和过滤。
优选的,所述步骤(4)中铝合金铸件加工时外部安装有透明防护板。
优选的,所述步骤(4)中的异常振动预警系统通过振动检测仪检测铰刀设备的振幅,当出现异常振幅时会触发警报。
优选的,所述步骤(5)中对完成后的工件清洁步骤如下:
第一步,将工件放入清洗池中,使用专用清洗液加压喷向工件表面,除去表明附着碎屑。
第二步,然后将工件放入专用的除锈液中浸泡处理,浸泡时间为10s-20s。
第三步,浸泡完成后需要送入风干设备中风干,完成工件表面清洁处理。
优选的,所述步骤(6)中检测完成后封装使用专用的封装膜六面封装,然后放入干燥常温的环境中储存。
本发明的有益效果是:
(1)本发明通过将铝合金铸件放入专用的夹具中固定,使用检测工具对铝合金铸件进行紧固性检查,确保铝合金铸件的固定紧密,检测效果好,可避免出现铝合金铸件夹持不稳定的情况,实现安全加工,提高了铝合金铸件的加工品质;
(2)本发明通过加工时使用循环切削液喷向削切位置,循环切削液温度使用循环水降温,循环切削液的存液池中安装有PH测定仪和温度计,出现PH异常后及时更换新的循环切削液,提高了经济效益,避免了切削液的浪费;
(3)本发明通过在铰刀设备上安装有DAS动态主动稳定器、振动检测仪和异常振动预警系统,减少了设备振幅,异常振动预警系统及时预警异常振幅,提高了铝合金铸件的加工精度。
附图说明
图1为本发明的方法流程图;
图2为本发明的检测工具使用方法流程图;
图3为本发明的工件清洁的方法流程图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例一:
请参阅图1-3,一种铝合金铸件车削加工方法,一种铝合金铸件车削加工方法包括如下步骤:
(1)铝合金铸件的固定,将铝合金铸件放入专用的夹具中固定,使用检测工具对铝合金铸件进行紧固性检查,确保铝合金铸件的固定紧密。
(2)铰刀的选择,根据加工的需求选择合适的铰刀。
(3)铰刀的安装,在安装铰刀前需要对铰刀品质检查,检查完成后正确的安装铰刀。
(4)开始加工,加工时使用循环切削液喷向削切位置,循环切削液温度使用循环水降温,铰刀设备上安装有DAS动态主动稳定器、振动检测仪和异常振动预警系统。
(5)完成加工后对工件表面清洁处理,清洁完成后送入质检系统检测。
(6)检测完成后封装储存。
具体的,步骤(1)中铝合金铸件的检测工具包括固定环、可移动固定座、电子拉力秤、液压推杆和控制器组成,检测工具对铝合金铸件进行紧固性检查的步骤如下:
S1使用可移动固定座固定液压推杆,液压推杆的活动端端面固定电子拉力秤,电子拉力秤的测量端与固定环固定连接。
S2将铝合金铸件安装在夹具中,漏出的一端使用固定环固定。
S3使用控制器控制液压推杆缓慢缩短使得固定环产生拉力,通过电子拉力秤观察拉力数据。
S4调节可移动固定座和固定环的方向,更换铝合金铸件的受力方向,铝合金铸件仍然保持稳定,从而确保铝合金铸件的夹持稳定。
具体的,步骤(2)中的铰刀包括K类硬质合金、YG类硬质合金绞刀和高速钢绞刀,高速钢绞刀适用于孔很小加工,K类硬质合金或者YG类硬质合金绞刀加工寿命和效率较高。
具体的,步骤(3)中铰刀使用专用的铰刀检测工具检查铰刀品质,检查铰刀的铰孔精度和表面师是否存在豁口,提高产品品质。
具体的,步骤(4)中循环切削液的存液池中安装有PH测定仪和温度计,出现PH异常后需要更换新的循环切削液,切削液是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点,可采用半合成切削液DC508A性价比较高,时刻监测PH值变化,避免腐蚀铝合金铸件表面。
具体的,步骤(4)中循环切削液在循环过程中经过多重沉淀和过滤,通过多重沉淀和过滤用于提高循环切削液的品质。
具体的,步骤(4)中铝合金铸件加工时外部安装有透明防护板,通过安装有透明防护板提高加工时的安全性能,保证安全加工。
具体的,步骤(4)中的异常振动预警系统通过振动检测仪检测铰刀设备的振幅,当出现异常振幅时会触发警报,通过出现异常振幅时会触发警报,时刻保持铰刀设备的正常工作,以提高工件品质。
具体的,步骤(5)中对完成后的工件清洁步骤如下:
第一步,将工件放入清洗池中,使用专用清洗液加压喷向工件表面,除去表明附着碎屑。
第二步,然后将工件放入专用的除锈液中浸泡处理,浸泡时间为10s。
第三步,浸泡完成后需要送入风干设备中风干,完成工件表面清洁处理。
具体的,步骤(6)中检测完成后封装使用专用的封装膜六面封装,然后放入干燥常温的环境中储存,以便于长期储存,避免出现表面腐蚀变色等情况。
实施例二:
请参阅图1-3,一种铝合金铸件车削加工方法,一种铝合金铸件车削加工方法包括如下步骤:
(1)铝合金铸件的固定,将铝合金铸件放入专用的夹具中固定,使用检测工具对铝合金铸件进行紧固性检查,确保铝合金铸件的固定紧密。
(2)铰刀的选择,根据加工的需求选择合适的铰刀。
(3)铰刀的安装,在安装铰刀前需要对铰刀品质检查,检查完成后正确的安装铰刀。
(4)开始加工,加工时使用循环切削液喷向削切位置,循环切削液温度使用循环水降温,铰刀设备上安装有DAS动态主动稳定器、振动检测仪和异常振动预警系统。
(5)完成加工后对工件表面清洁处理,清洁完成后送入质检系统检测。
(6)检测完成后封装储存。
具体的,步骤(1)中铝合金铸件的检测工具包括固定环、可移动固定座、电子拉力秤、液压推杆和控制器组成,检测工具对铝合金铸件进行紧固性检查的步骤如下:
S1使用可移动固定座固定液压推杆,液压推杆的活动端端面固定电子拉力秤,电子拉力秤的测量端与固定环固定连接。
S2将铝合金铸件安装在夹具中,漏出的一端使用固定环固定。
S3使用控制器控制液压推杆缓慢缩短使得固定环产生拉力,通过电子拉力秤观察拉力数据。
S4调节可移动固定座和固定环的方向,更换铝合金铸件的受力方向,铝合金铸件仍然保持稳定,从而确保铝合金铸件的夹持稳定。
具体的,步骤(2)中的铰刀包括K类硬质合金、YG类硬质合金绞刀和高速钢绞刀,高速钢绞刀适用于孔很小加工,K类硬质合金或者YG类硬质合金绞刀加工寿命和效率较高。
具体的,步骤(3)中铰刀使用专用的铰刀检测工具检查铰刀品质,检查铰刀的铰孔精度和表面师是否存在豁口,提高产品品质。
具体的,步骤(4)中循环切削液的存液池中安装有PH测定仪和温度计,出现PH异常后需要更换新的循环切削液,切削液是一种用在金属切削、磨加工过程中,用来冷却和润滑刀具和加工件的工业用液体,切削液由多种超强功能助剂经科学复合配合而成,同时具备良好的冷却性能、润滑性能、防锈性能、除油清洗功能、防腐功能、易稀释特点,可采用半合成切削液DC508A性价比较高,时刻监测PH值变化,避免腐蚀铝合金铸件表面。
具体的,步骤(4)中循环切削液在循环过程中经过多重沉淀和过滤,通过多重沉淀和过滤用于提高循环切削液的品质。
具体的,步骤(4)中铝合金铸件加工时外部安装有透明防护板,通过安装有透明防护板提高加工时的安全性能,保证安全加工。
具体的,步骤(4)中的异常振动预警系统通过振动检测仪检测铰刀设备的振幅,当出现异常振幅时会触发警报,通过出现异常振幅时会触发警报,时刻保持铰刀设备的正常工作,以提高工件品质。
具体的,步骤(5)中对完成后的工件清洁步骤如下:
第一步,将工件放入清洗池中,使用专用清洗液加压喷向工件表面,除去表明附着碎屑。
第二步,然后将工件放入专用的除锈液中浸泡处理,浸泡时间为20s。
第三步,浸泡完成后需要送入风干设备中风干,完成工件表面清洁处理。
具体的,步骤(6)中检测完成后封装使用专用的封装膜六面封装,然后放入干燥常温的环境中储存,以便于长期储存,避免出现表面腐蚀变色等情况。
对于本领域技术人员而言,显然本发明不限于上述示范性实施例的细节,而且在不背离本发明的精神或基本特征的情况下,能够以其他的具体形式实现本发明。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本发明的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本发明内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种铝合金铸件车削加工方法
- 一种铝合金压铸件智能精加工系统及其加工方法