一种降低袋装砂浆交叉污染的生产工艺
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及干粉砂浆生产技术领域,尤其涉及一种降低袋装砂浆交叉污染的生产工艺。
背景技术
干粉砂浆作为干燥的颗粒状物料,不同种类的砂浆产品在同一条生产线生产时,如果不做清洗处理,会在二次提升的斗提、混合机、包装仓中形成交叉污染,影响产品质量。如带轻质骨料的产品对其他产品带来的轻骨料交叉污染,带流动性能的产品与不带流动性能产品的相互交叉污染,不同颜色的产品相互交叉污染等等,给产品质量控制带来困难。
目前常见的解决交叉污染的做法有以下几种:更换生产产品时,先用某一选定的原材料进行混合机和包装机的冲洗处理;生产线固定生产某一类不会造成交叉污染的产品,即单品单线。对设备进行冲洗处理,会降低生产线的生产效率,并带来生产废料需要再次处理;若为单品单线,对于有不同产品线的企业而言,需要投资建设多条生产线。
发明内容
以下是对本文详细描述的主题的概述。本概述是为了充分说明本申请的目的并非为了限制本申请的保护范围。
本申请提供了一种能降低袋装砂浆交叉污染的生产工艺,能够解决单线生产不同品种干混砂浆存在的现有问题。
本申请的实施方式中,提供了一种降低袋装砂浆交叉污染的生产工艺,所述生产工艺包括以下工序:
(1)提升储存工序:将各种原材料通过气送或机械输送的方式送入生产线的原材料储存仓储存待用;
(2)计量输送工序:所述原材料储存仓中的各种原材料在重力作用下进入计量输送螺旋;
(3)混合工序:在秤下阀门打开后,各种物料在重力作用下进入混合机,充分混合,混合均匀的物料经所述混合机的卸料门,在重力和所述混合机搅拌叶片的双重作用下,进入中转仓暂存;
(4)分料工序:所述中转仓的砂浆在重力作用下进入卸料器,经所述卸料器均匀进入分料阀,再通过所述分料阀的阀门控制,进入对应的物料溜管,最后进入对应的包装仓;其中所述分料阀是三通阀、四通阀或五路及以上的旋转分配器,在生产任务切换时,所述分料阀在程序控制下开一路或两路;
(5)包装工序:不同溜管进入相应包装机的包装仓,再经包装嘴将砂浆包装为成品;
(6)控制系统:所述控制系统分为中控系统和包装码垛控制系统,并且对砂浆生产包装的全过程进行自动控制。
(7)除尘系统:在(1)~(5)的生产工序中,以点除尘、集中除尘方式降低生产线粉尘浓度、实现物料回收利用的总成。
本申请的一些实施方式中,所述各种原材料包括胶凝材料、骨料、填料、外加剂等。
本申请的一些实施方式中,在上述工序(2)中,按照产品配方设定用量,在所述秤中称量准确材料重量,并在所述秤中停放待用。
本申请的一些实施方式中,所述秤中的各种物料按照先胶凝材料大秤、再外加剂秤、最后骨料秤的入料顺序进入混合机中。
本申请的一些实施方式中,所述中控系统主要管控设备运行。
本申请的一些实施方式中,管控时间从所述提升储存工序开始直到分料工序结束。
本申请的一些实施方式中,所述包装码垛控制系统位于包装机平台,并且主要控制包装机、输送带、码垛机等。
本申请的一些实施方式中,上述工序(2)~工序(5),所述物料不再经过斗提或气力输送进行高度提升,除所述计量输送螺旋外,所述物料主要是在重力作用下的自上而下的流动。
本申请的一些实施方式中,上述工序(4)中的所述分料阀是三通阀、四通阀或五路及以上的旋转分配器,使得所述分料阀仅通往一路,或有选择性的通往两路;切换产品时,通过分料阀的阀门控制,可实现不同产品进入不同的包装仓。
本申请的一些实施方式中,所述分料阀能够实现单一选择任何一路下料,或者定向控制其中两路同时下料。
本申请的一些实施方式中,对于上述工序(5)中包装机的包装仓,不同溜管对应的包装仓,彼此之间须做分隔,防止所述物料混合。
本申请的一些实施方式中,所述包装机是四台单嘴的直列式包装机,或者六台单嘴的直列式包装机。
本申请的一些实施方式中,所述包装机并排摆放,或者并列摆放。
本申请的生产工艺具有以下优点和有益效果:(1)解决不同品种袋装物料共线生产时,相互交叉污染带来的质量波动;(2)解决不同品种产品共线生产时,因为更换产品冲洗设备造成的物料浪费,并增加了废料消化处理工作量;(3)解决不同品种产品共线生产时,因为更换产品冲洗设备,带来的生产效率降低,从而影响产能发挥问题。
本申请的其它特征和优点将在随后的说明书中阐述,并且,部分地从说明书中变得显而易见,或者通过实施本申请而了解。本申请的其他优点可通过在说明书以及附图中所描述的方案来实现和获得。
附图说明
构成本发明的一部分的附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。在附图中:
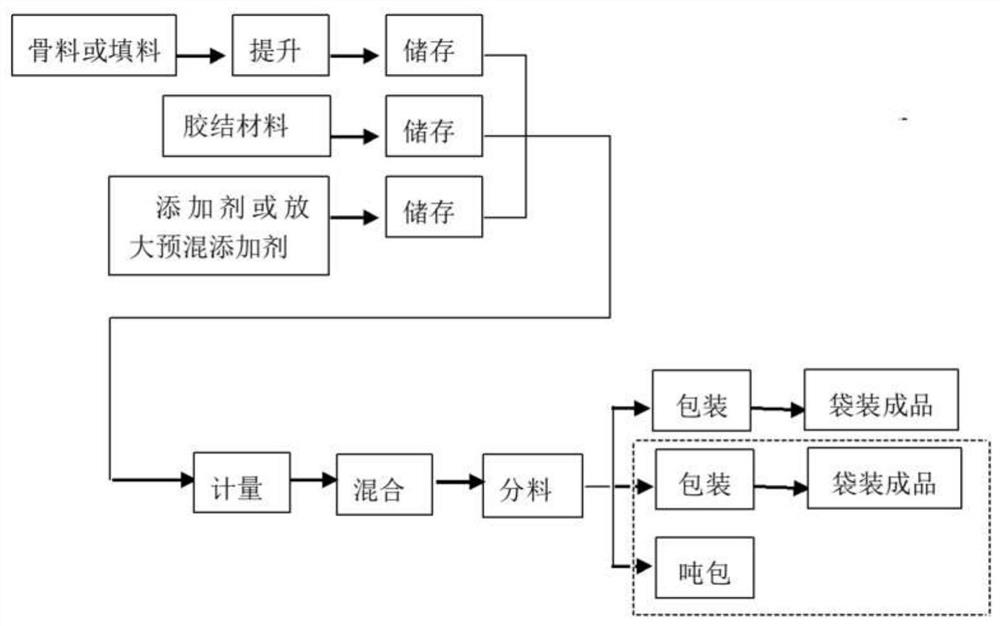
图1是本发明的生产流程图。
图2是本发明的典型工艺布置图;其中(1)是提升储存;(2)是计量输送;(3)是混合均化;(4)是卸料粉料;并且(5)是成品包装。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整的描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征向量可以相互任意组合。
实施例1
一种降低袋装砂浆交叉污染的生产工艺,工艺流程和工艺布置图分别见图1、图2所示,包括以下工序:
原材料的提升储存:胶凝材料、骨料、填料、外加剂等各种物料经过机械提升或气力提升进入生产线顶部的原材料储存仓,储存待用。
计量输送:原材料储存仓中的各种物料,经配套计量螺旋先后进入各自计量秤,计量到配方设定值,其中外加剂秤不宜直接进入混合机,以进入胶凝材料和填料的大秤、再一起进入混合机为宜,这样能确保外加剂的计量精度。
混合均化:计量秤中的各种物料按照先胶凝材料大秤、再外加剂秤、最后骨料秤的入料顺序进入混合机中,计量秤中物料直接在重力作用下进入混合机,不可出现二次提升。混合机按照设定混合时间和搅拌方式进行混合,达到98%以上的混合均匀度后,全部进入混合机下方的中转仓。为减少中转仓中物料残留,中转仓的锥角不得大于30°。
卸料分料:混合机下方中转仓中物料进入卸料器,匀速进入卸料器下方的四路分配器。在每天都出现无砂产品/有砂产品,地面流平性产品/墙面抹灰产品等生产任务切换时,四路分配器锁其中两路,仅通往一路,切换产品时,打开产品更相近的进包装机通道,这样可避免包装机的频繁冲仓清洗。如若生产线以周为单位切换生产产品,可以打开其中两路,均去往包装机,这样在每周清洗包装仓1~2次的情况下,可以同时发挥所有包装机的包装能力,保证生产效率。
成品包装:不同下料口对应的包装仓之间,做分仓处理,避免四路分配器在只启用其中一路通道时,不同产品在包装仓中出现交叉污染。
中央控制:从原料提升储存到物料进入包装仓,操作指令全部进入中央控制系统,四路分配器的开启工作状态在中央控制系统有清晰操作指令。
除尘回灰:在一层包装平台的除尘回灰,不管是直接回到包装仓的闭路系统,还是用吨包收集除尘灰的开路系统,相同包装仓中的包装嘴处回灰可以统一收尘处理回灰,开路系统中不同包装仓的回灰应该分开收集再消纳处理。
采用本实施例工艺布置的生产线,在先后生产轻质抹灰石膏和含砂石膏自流平产品时,通过四路分配器能进入不同的包装仓,在生产产品种类切换时,不需要对生产线进行“洗锅”处理,切换产品后生产的首锅产品质量稳定:含砂石膏自流平不会因为轻质抹灰石膏的交叉污染导致流动性能和力学性能的下降,通过该生产工艺在从轻质抹灰石膏生产切换为石膏自流平生产时,自包装嘴下对石膏自流平进行取样,其生产检测结果见表1所示;反之,从石膏自流平生产切换为轻质抹灰石膏时,轻质抹灰石膏不会因为石膏自流平中流平助剂的交叉污染影响刮抹操作性能,其生产检测结果见表2所示。
表1采用实施例1生产工艺制备石膏自流平检测结果
综合表1中石膏自流平物理性能的测试结果,受交叉污染影响最大的第一锅和第二锅产品,从加水量和流动性能上看,与后续生产的产品区别不大,产品质量比较稳定,采用这种工艺,在切换产品生产石膏自流平时,未经洗锅状态下,生产的产品均为合格品。
表2采用实施例1生产工艺制备轻质抹灰石膏检测结果
从表2中数据可以看出,使用该生产工艺切换产品种类由石膏自流平为轻质抹灰石膏时,第一锅轻质抹灰石膏经由包装机取样,产品操作性能正常,未出现因为石膏自流平交叉污染带来流变助剂混入轻质抹灰石膏中,造成轻质抹灰石膏操作性异常、出现流坠等问题。
对比例1
一种干粉砂浆主塔式生产工艺,具体生产工序如下:
材料的提升储存:胶凝材料、骨料、填料、外加剂等各种物料经过机械提升或气力提升进入生产线顶部的原材料储存仓,储存待用。
计量输送:原材料储存仓中的各种物料,经配套计量螺旋先后进入各自计量秤,计量到配方设定值。
混合均化:计量秤中的各种物料先后进入混合机中,计量秤中物料直接在重力作用下进入混合机,不涉及物料二次提升;物料在混合机中按照设定的混合程序均化,然后进行中转仓。
成品包装:中转仓中的物料在重力作用下,进入包装仓,再经由包装机包装为成品。
中央控制:从原料提升储存到物料进入包装仓,操作指令全部进入中央控制系统。
除尘回灰:在一层包装平台的除尘回灰,不管是直接回到包装仓的闭路系统,还是用吨包收集除尘灰的开路系统,相同包装仓中的包装嘴处回灰可以统一收尘处理回灰,不同包装仓的回灰应该分开收集再消纳处理。
采用本对比例工艺布置的生产线,在共线生产轻质抹灰石膏和石膏自流平时,为了避免包装机中物料残余造成的交叉污染,切换产品时,需要先用石膏对生产线进行洗锅处理,并从包装机中包装出来,存放在成品库中等待消纳处理。洗锅后生产的第一锅产品,经每个包装嘴包装出来的产品,前1~5袋需要进行质量检测,合格后方可作为成品入库,不合格时直接作为废品待消纳处理。
表3为采用该生产工艺,生产产品由轻质抹灰石膏切换为石膏自流平,未经洗锅处理,由包装嘴处对各锅产品取样,实验室检测结果。可以看到,前面两锅产品为不合格品,石膏自流平被轻质抹灰石膏交叉污染后,导致流动度显著减小,30min后或者失去流动性,或者损失较大。在第三锅及其后生产的产品质量均合格。
表3采用对比例1生产工艺制备石膏自流平检测结果
在采用对比例生产工艺进行干混砂浆产品品种切换时,或者需要对生产线进行洗锅处理,或者会出现大量不合格品等待处理,在造成物料浪费的同时,也给生产线正产运转增加了操作难度。
当然,以上仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明基本原理的前提下,还可以做出改进和润饰,这些改进和润饰也视为本发明的保护范围。
- 一种降低袋装砂浆交叉污染的生产工艺
- 一种降低切割成本的砂浆及其生产工艺