一种铜绞线生产加工用的送线装置及其使用方法
文献发布时间:2023-06-19 19:35:22
技术领域
本发明属于电力器件技术领域,具体地说,涉及铜绞线生产加工用的送线装置及其使用方法。
背景技术
铜绞线作为生产过程中需要进行镀铜后,将其进行相互规律性缠绕,使其整体之间能够保持更好的强度,然而就目前铜绞线在镀层之后进行卷绕后,多个单丝之间人就存在着一定的应力,应力若不进行消除,使其相互之间配合存在一定的影响,目前较为常用的就是油压法和热处理方式进行应力消除,这就导致工艺流程增加,且送线装置跨度加大。
有鉴于此特提出本发明。
发明内容
为解决上述技术问题,本发明采用技术方案的基本构思是:
一种铜绞线生产加工用的送线装置及其使用方法,包括主架,所述主架的内壁固定连接有外撑架,所述外撑架的内壁固定连接有内撑架,所述内撑架的内壁滑动有滑座,所述主架的内壁固定连接有压持组件,所述滑座的内壁贯穿转动有传送轮。
所述滑座的一侧安装有用于驱动传送轮的驱动器,所述主架的表面安装有减速器和定块,所述减速器的输出轴安装有定轮,所述滑座的表面安装有第一液压杆,所述第一液压杆安装在内撑架的表面,所述主架的一侧开设有凹口,且凹口内安装有两个用于驱动内撑架移动的第二液压杆。
作为本发明的进一步方案:所述压持组件包括固定在主架内壁的横梁,所述横梁的表面贯穿开设有滑孔,所述横梁的一侧设置有轴向运动的压轮和压块,所述压轮与压块的表面均安装有位于滑孔内限位滑动的滑件,所述横梁的表面固定连接有连接板,所述连接板的表面固定有第三液压杆,所述压轮的表面通过销轴活动连接有上撑板,所述压块的表面通过销轴活动连接有下撑板,所述上撑板与下撑板的一端共同通过销轴活动连接在第三液压杆的一端。
作为本发明的进一步方案:所述主架的一侧安装有防逆卡件,所述防逆卡件包括安装在主架表面的立架,所述立架的表面通过两个销轴活动连接有两个卡块,且卡块与立架之间的销轴位置设置有扭簧。
作为本发明的进一步方案:所述滑座的表面开设有用于配合内撑架内壁限位滑动的滑槽,所述外撑架的内壁开设有用于配合内撑架滑动的导向槽。
作为本发明的进一步方案:所述第一液压杆的表面贯穿固定有若干个安装板,且若干个安装板共同固定在内撑架的一侧,所述第二液压杆的表面通过若干个卡具固定在凹口的内壁。
作为本发明的进一步方案:所述主架的一侧开设有导料口,所述导料口的内壁安装有加热板,所述主架的一侧贴合设置有挡板,且挡板与主架之间紧密夹持有封条。
作为本发明的进一步方案:所述定块的表面固定有位于主架表面焊接设置的夹片。
作为本发明的进一步方案:所述滑件呈T形设置,且滑孔与滑件形状相互贴合滑动。
作为本发明的进一步方案:所述内撑架的一侧固定连接有传动板,两个第二液压杆的一端共同安装在传动板的表面。
作为本发明的进一步方案:一种铜绞线生产加工用的送线装置使用方法:
S1、在使用时,铜绞线穿过主架内部导料口进行滑动传输,此时去活动期以滑座为支撑点驱动传送轮进行转动,同时在第二液压杆的趋势下,保持内撑架滑动在内撑架内开设的导向槽内,保持传送轮进行传输时进行拉持,此时加热板启动,在铜绞线受拉时保持恒定的加热状态消除缠绕应力。
S2、在进行大拉力处理时,通过启动压持组件的第三液压杆,通过上撑板和下撑板带动压轮和压块分别开始相互远离运动,同时在滑件与滑孔的限位导向滑动的配合下,保持压轮和定轮配合将铜绞线一侧压持,同时压块与定块之间配合,保持将铜绞线的另一端进行固定,随即第二液压杆收缩带动内撑架滑动在导向槽内,同时第一液压杆同步伸长,使其滑座带动传送轮开始拉动,此时即可进行大拉力状态下的热处理,同时在大拉力过程中,减速器保持铜绞线的缓慢给进,直至滑座移动到末端行程后,此时第三液压杆复位,传送轮在随着滑座进行复位活动时将铜绞线进行输送。
有益效果:
本方案,通过在传输过程中,能够通过液压方式的配合,使其能够保持整体之间稳定的拉拽力,使其在铜绞线传输过程中,进行传动同时进行拉拽驱动,且整体有多种运作模式,能够依据使用的需要进行适应性的变化与调节,同时搭配传输过程的热处理操作,能够极大的降低铜绞线内部卷绕的应力作用,不仅提升了后续进一步卷绕的质量,且整体工艺得到保全的同时,整体跨度得到缩减,生产的经济性进一步提升。
下面结合附图对本发明的具体实施方式作进一步详细的描述。
附图说明
在附图中:
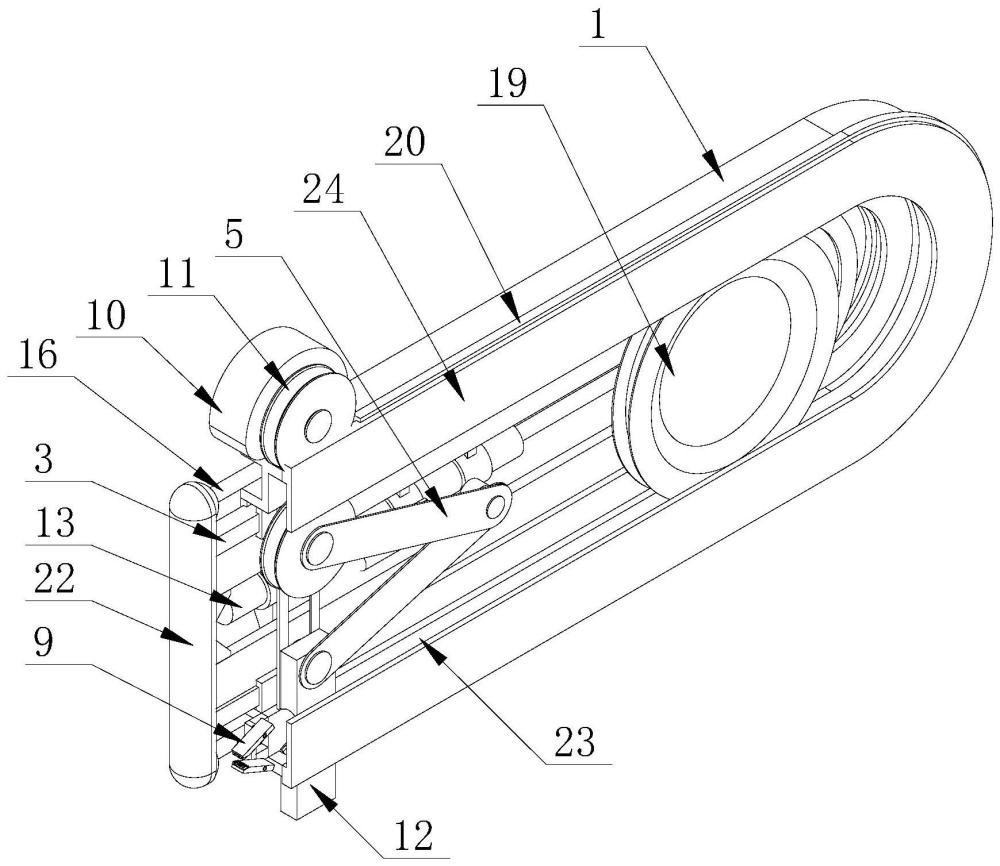
图1为本发明立体的结构示意图;
图2为本发明另一视角立体的结构示意图;
图3为本发明正视的结构示意图;
图4为本发明压持组件立体的结构示意图;
图5为本发明防逆卡件立体的结构示意图。
图中:1、主架;2、外撑架;3、内撑架;4、滑座;5、压持组件;51、横梁;52、连接板;53、滑孔;54、滑件;55、压轮;56、压块;57、第三液压杆;58、上撑板;59、下撑板;6、导向槽;7、滑槽;8、驱动器;9、防逆卡件;91、立架;92、卡块;10、减速器;11、定轮;12、定块;13、第一液压杆;14、安装板;15、凹口;16、第二液压杆;17、卡具;18、夹片;19、传送轮;20、封条;21、加热板;22、传动板;23、导料口;24、挡板。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对实施例中的技术方案进行清楚、完整地描述,以下实施例用于说明本发明。
实施例一
请参阅图1至图5,本发明提供一种技术方案:一种铜绞线生产加工用的送线装置及其使用方法,包括主架1,主架1的内壁固定连接有外撑架2,外撑架2的内壁固定连接有内撑架3,内撑架3的内壁滑动有滑座4,主架1的内壁固定连接有压持组件5,滑座4的内壁贯穿转动有传送轮19。
滑座4的一侧安装有用于驱动传送轮19的驱动器8,主架1的表面安装有减速器10和定块12,减速器10的输出轴安装有定轮11,滑座4的表面安装有第一液压杆13,第一液压杆13安装在内撑架3的表面,主架1的一侧开设有凹口15,且凹口15内安装有两个用于驱动内撑架3移动的第二液压杆16。
通过在传输过程中,能够通过液压方式的配合,使其能够保持整体之间稳定的拉拽力,使其在铜绞线传输过程中,进行传动同时进行拉拽驱动,且整体有多种运作模式,能够依据使用的需要进行适应性的变化与调节,同时搭配传输过程的热处理操作,能够极大的降低铜绞线内部卷绕的应力作用,不仅提升了后续进一步卷绕的质量,且整体工艺得到保全的同时,整体跨度得到缩减,生产的经济性进一步提升。
综上多种运作模式,其一就是正常的定点传输模式,电机处于断电状态,通过第一液压杆13调整滑座4位置即可,使其能够实现整体的铜绞线的传输,其二通过驱动器8驱使下的传送轮19的运作,使其在被动传输的基础上进行主动传输,其三在传输过程中,液压提供过压力的控制,使其能够适应供料过程中的铜绞线拉力处于恒定状态,有利于后续的加工步骤持续进行。
实施例二
与实施例一基本相同,更进一步的是:
在使用时,铜绞线穿过主架1内部导料口23进行滑动传输,此时去活动期以滑座4为支撑点驱动传送轮19进行转动,同时在第二液压杆16的趋势下,保持内撑架3滑动在内撑架3内开设的导向槽6内,保持传送轮19进行传输时进行拉持,此时加热板21启动,在铜绞线受拉时保持恒定的加热状态消除缠绕应力。
实施例三
与实施例一基本相同,更进一步的是:
在进行大拉力处理时,通过启动压持组件5的第三液压杆57,通过上撑板58和下撑板59带动压轮55和压块56分别开始相互远离运动,同时在滑件54与滑孔53的限位导向滑动的配合下,保持压轮55和定轮11配合将铜绞线一侧压持,同时压块56与定块12之间配合,保持将铜绞线的另一端进行固定,随即第二液压杆16收缩带动内撑架3滑动在导向槽6内,同时第一液压杆13同步伸长,使其滑座4带动传送轮19开始拉动,此时即可进行大拉力状态下的热处理,同时在大拉力过程中,减速器10保持铜绞线的缓慢给进,直至滑座4移动到末端行程后,此时第三液压杆57复位,传送轮19在随着滑座4进行复位活动时将铜绞线进行输送。
具体的,如图4所示:压持组件5包括固定在主架1内壁的横梁51,横梁51的表面贯穿开设有滑孔53,横梁51的一侧设置有轴向运动的压轮55和压块56,压轮55与压块56的表面均安装有位于滑孔53内限位滑动的滑件54,横梁51的表面固定连接有连接板52,连接板52的表面固定有第三液压杆57,压轮55的表面通过销轴活动连接有上撑板58,压块56的表面通过销轴活动连接有下撑板59,上撑板58与下撑板59的一端共同通过销轴活动连接在第三液压杆57的一端。
通过设置压持组件5,压持组件5能够通过横梁51与连接板52组成的三角状支撑架构,保持对第三液压杆57一个稳定支撑,当第三液压杆57进行长度变化时,通过上撑板58和下撑板59,使其能够保持针对于压轮55和压块56提供一个稳定的压持力,使其稳定性得到保障。
具体的,如图5所示:主架1的一侧安装有防逆卡件9,防逆卡件9包括安装在主架1表面的立架91,立架91的表面通过两个销轴活动连接有两个卡块92,且卡块92与立架91之间的销轴位置设置有扭簧。
通过设置立架91,立架91能够保持表面的卡块92能够保持支撑,同时卡块92通过销轴转动受到扭簧的限位下,详见附图5使其能够保持单向的铜绞线运动,当铜绞线逆向出现滑动时,此时压块56与定块12之间的压持力无法保持,通过两个卡块92与扭簧配合下,使其能够起到保险的效果,防止出现压块56与定块12之间出现滑动时,出现过度拉拽的情况出现,保障后续工艺影响降低。
具体的,如图1所示:滑座4的表面开设有用于配合内撑架3内壁限位滑动的滑槽7,外撑架2的内壁开设有用于配合内撑架3滑动的导向槽6。
通过设置滑槽7,滑槽7能够保持滑座4在内撑架3的内壁进行限位滑动,同时内撑架3在外撑架2内壁的导向槽6内同理进行稳定的限位滑动。
具体的,如图2所示:第一液压杆13的表面贯穿固定有若干个安装板14,且若干个安装板14共同固定在内撑架3的一侧,第二液压杆16的表面通过若干个卡具17固定在凹口15的内壁。内撑架3的一侧固定连接有传动板22,两个第二液压杆16的一端共同安装在传动板22的表面。
通过设置安装板14,安装板14位于内撑架3的一侧,保持对第一液压杆13的固定,同时第一液压杆13在内撑架3固定后,内撑架3通过传动板22与第二液压杆16固定,使其第二液压杆16与主架1为支撑基础上,能够实现第一液压杆13和第二液压杆16的两段式配合液压控制。
具体的,如图1所示:主架1的一侧开设有导料口23,导料口23的内壁安装有加热板21,主架1的一侧贴合设置有挡板24,且挡板24与主架1之间紧密夹持有封条20。
通过设置导料口23,导料口23内壁的加热板21能够保持对内部进行加热处理,同时配合着表面的挡板24,使其热量不会直接流失,起到保温的效果,提升内部的温度恒定,能够起到一定的应力消除的效果。
具体的,如图4所示:定块12的表面固定有位于主架1表面焊接设置的夹片18。
通过设置夹片18,夹片18在实际的安装中,表面是有多个螺钉孔的,能够依据压块56的位置与铜绞线的直径需要,配合不同孔径位置的安装,使其夹片18安装位置变化,定块12的位置同时变化,使其间距变化。
在另一实施的方法中,通过夹片18拆卸后,定块12与压块56无配合,此时压轮55与定轮11进行铜绞线的减速配合,此时通过传送轮19进行铜绞线传送时,可以实现液压与传送轮19同步的配合。
具体的,如图4所示:滑件54呈T形设置,且滑孔53与滑件54形状相互贴合滑动。
通过设置滑件54,滑件54与滑块之间形状相互配合,能够起到防脱的效果,使其能够保持滑动的稳定性。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其效物界定。
- 一种铜加工用生产线
- 一种线束加工用线束裁断装置及方法
- 一种绝缘串联线加工用生产线
- 一种电源线生产过程中的自动送线装置
- 一种铜绞线生产加工用的送线装置
- 一种铜绞线加工用送线装置