一种光纤连接器的自动化注胶设备及其注胶方法
文献发布时间:2024-01-17 01:16:56
【技术领域】
本发明涉及光通讯器件制造技术领域,尤其涉及一种光纤连接器的自动化注胶设备及其注胶方法。
【背景技术】
光纤连接器在制造生产过程中,由于生产流程繁杂,因此对注胶工序要求苛刻,注胶量的多少直接影响到了成品跳线的稳定性、合格率。
目前,常规的插芯注胶方式包括三种:
1.人工手动注胶,通过经验及肉眼推断胶量是否满足要求。该方式具有极高的不稳定性,插芯内部易产生气泡空洞情况;
2.自动化注胶的单机,通过简易的三轴实现一定数量的插芯注胶方法。CN103240213A号专利申请公开了一种光纤连接器全自动注胶机,包括底板,底板上固定安装有底座和支架,所述底座上固定安装有插芯固定板;支架上安装有步进电机、注胶轴和针头轴,所述注胶轴上设置有活塞抱紧支架、针筒抱紧支架和注射器卡板,所述注射器通过针筒抱紧支架、注射器卡板及压板固定,且注射器位于插芯固定板正上方。然而该注胶机的应用多为裸插芯注胶,生产中需预先人工穿散件物料于光缆上,效率低下,工艺落后;
3.剥纤-注胶-穿纤-固化工序基本由人工人手操作完成,该方式在注胶完成前后工序分离且繁杂,自动化程序低。
随着国内综合实力的快速提升,人力成本日益的增加,光通讯组装制造过程中品控要求越来越高,自动化组制造生产必然是未来趋势。
因此,实有必要提供一种效率高且稳定性高的光纤连接器的自动化注胶设备及其注胶方法解决上述技术问题。
【发明内容】
本发明的目的在于提供一种可提高注胶效率、注胶稳定性的光纤连接器的自动化注胶设备及其注胶方法,以解决相关技术中的问题。
为了达到上述目的,本发明提供了一种光纤连接器的自动化注胶设备,其包括供应物料的振动盘、转移物料的机械手、输送物料的输送线、定位装置以及位于所述定位装置上方的注胶装置,所述物料包括具有插芯孔的陶瓷插芯,所述输送线包括输送轨道以及沿所述输送轨道来回移动的若干夹具,所述夹具包括可收容两个物料的两个仿形孔,所述定位装置包括可定位所述夹具的定位板,所述注胶装置包括并列设置的第一针筒、第二针筒,所述第一针筒包括收容环氧胶的第一筒身、组装于所述第一筒身的第一针头,所述第二针筒包括收容环氧胶的第二筒身、组装于所述第二筒身的第二针头,所述第一针筒、所述第二针筒可向所述两个物料的插芯孔同时注胶。
更优地,所述注胶装置还包括第二直线模组、针筒夹具、注胶控制系统以及梅花螺母,所述第二直线模组包括沿Z轴方向延伸的注胶轨道,所述针筒夹具滑动组装于所述注胶轨道,所述第一针筒、所述第二针筒沿Y轴方向并列设置且固持于所述针筒夹具。
更优地,所述定位装置还包括定位气缸,所述定位气缸包括分别位于所述输送轨道的两侧且沿Z轴方向延伸的一对定位导轨,所述定位板固定于所述一对定位导轨。
更优地,所述定位板包括自其上表面向下凹陷的第一导向孔、第二导向孔以及自其下表面向上凹陷的第三导向孔、第四导向孔,所述第一导向孔与所述第三导向孔相导通,所述第二导向孔与所述第四导向孔相导通。
更优地,所述第三导向孔、所述第四导向孔分别用于定位所述两个物料,所述第一针头沿Z轴方向的投影落入所述第一导向孔中,所述第二针头沿Z轴方向的投影落入所述第二导向孔中。
更优地,所述输送轨道沿X轴方向延伸,所述机械手包括夹爪、第一直线模组、移动气缸,所述第一直线模组包括沿Y轴方向延伸的直线轨道,所述移动气缸滑动组装于所述直线轨道,所述移动气缸包括沿Z轴方向延伸的移动轨道,所述夹爪组装于所述移动气缸。
为了达到上述目的,本发明提供了一种光纤连接器的自动化注胶设备的注胶方法,所述物料包括固持所述陶瓷插芯的金属部,所述金属部包括与所述插芯孔相通的通孔,所述陶瓷插芯还包括位于其一端且与所述通孔导通的V型槽,其特征在于,所述注胶方法包括步骤:S1,所述机械手从所述振动盘抓取两个物料放置于所述夹具的两个仿形孔,所述夹具沿所述输送轨道移动至所述定位板下方,所述定位板下降定位所述两个物料;S2,所述第一针筒、所述第二针筒下降,直到所述第一针头、所述第二针头分别顶到所述两个物料的V型槽,所述第一针筒、所述第二针筒开始注胶,注胶时间为T;S3,所述第一针筒、所述第二针筒上升,直到所述第一针头、所述第二针头提升到所述金属部的中间段;S4,所述第一针筒、所述第二针筒停止注胶,所述第一针筒、所述第二针筒沿Z轴方向以上升-暂停-上升的方式循环进行,当所述第一针头、所述第二针头从所述金属部抽出后,所述第一针筒、所述第二针筒沿Z轴方向快速上升,完成注胶过程;S5,所述定位板上升解除对所述两个物料的定位,所述夹具沿所述输送轨道移动至下一工位。
更优地,在所述步骤S2中,T=0.9-1.2s,所述第一针筒、所述第二针筒的注胶气压为0.5mpa,所述第一针头、所述第二针头的直径为0.55mm。
更优地,所述步骤S3中,所述第一针筒、所述第二针筒以1.5mm/s的速度上升3mm高度。
更优地,所述步骤S4中,所述第一针筒、所述第二针筒以2mm/s的速度上升1mm后暂停1s再继续上升,循环3次。
本发明提供的一种光纤连接器的自动化注胶设备的有益效果为:通过振动盘、机械手、输送线、定位装置以及注胶装置形成的自动化流水线可实现对物料的快速转移、输送、定位、注胶,且通过两个针筒对两个物料同时注胶,提高了注胶效率。
本发明提供的一种光纤连接器的自动化注胶设备的注胶方法的有益效果为:通过自动化流水线实现对物料的快速转移、输送、定位、注胶,且通过两个针筒对两个物料同时注胶,以及注胶过程的连续性,从而可提高注胶的稳定性,大大减少了以往插芯孔内部产生空洞气泡的问题。
【附图说明】
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其它的附图,其中:
图1是本发明一种光纤连接器的自动化注胶设备的立体组合图;
图2是本发明的机械手、输送线的立体组合图;
图3是本发明的夹具的立体示意图;
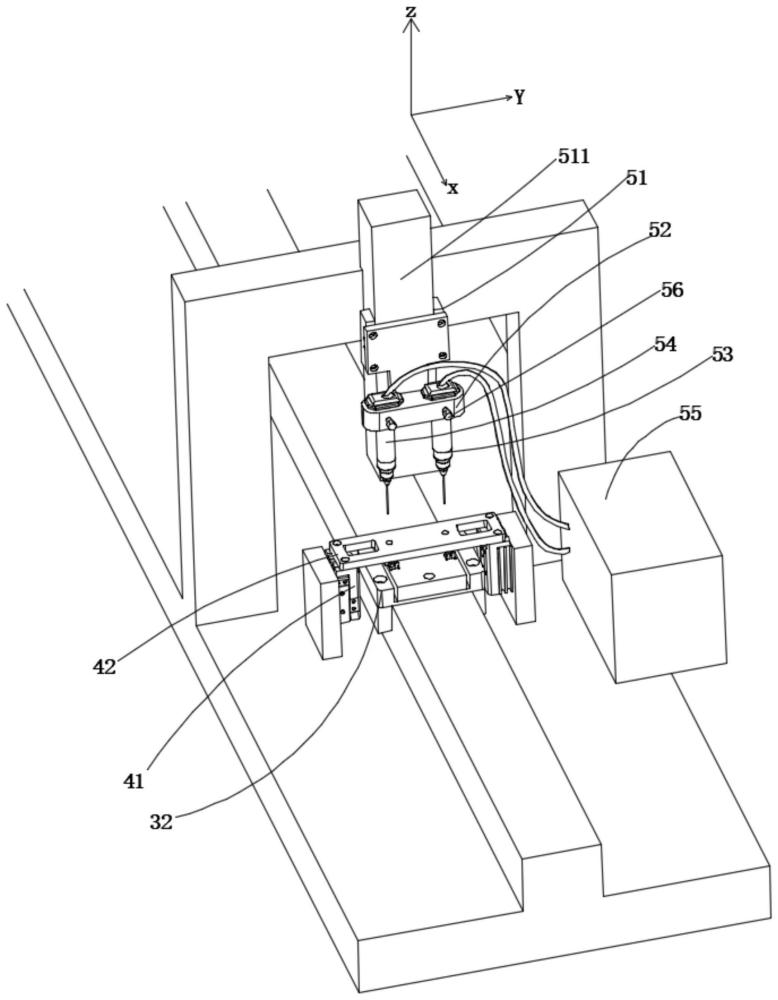
图4是本发明的定位装置、注胶装置的立体组合图;
图5是本发明的注胶装置、定位板、夹具沿A-A线的部分剖面示意图;
图6是本发明的第一胶筒的注胶过程示意图。
【具体实施方式】
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
如图1、图2所示,本发明一种光纤连接器的自动化注胶设备100,其包括供应物料6的振动盘1、转移物料6的机械手2、输送物料6的输送线3、定位物料6的定位装置4以及为物料6注胶且位于定位装置4上方的注胶装置5。
如图5所示,物料6为尚未进行注胶的光纤连接器。物料6包括陶瓷插芯61、固持陶瓷插芯61的金属部62以及壳体63。陶瓷插芯61具有插芯孔610,金属部62包括与插芯孔610相通的通孔620,陶瓷插芯61还包括位于其一端且与通孔620导通的V型槽611。
如图1所示,振动盘1包括上料轨道11,物料6通过振动盘1自动移动到上料轨道11上。
机械手2用于将振动盘1的上料轨道11上的物料6转移到输送线3上。
如图2、图3所示,输送线3包括沿X轴方向延伸的输送轨道31以及可沿输送轨道31来回移动的若干夹具32。夹具32用于承载物料6。
夹具32具有基板321以及自基板321凹陷且间隔设置的一对仿形孔322。仿形孔322具有与物料6的外形相似的形状,仿形孔322包括位于四周的倒角3221,倒角3221有利于物料6的放置。
机械手2包括夹爪21、移动气缸22、第一直线模组23。第一直线模组23位于输送轨道31的上方。第一直线模组23包括沿Y轴方向延伸的直线轨道231。移动气缸22滑动组装于直线轨道231,移动气缸22可沿直线轨道231来回移动。
移动气缸22包括沿Z轴方向延伸的移动轨道221,夹爪21组装于移动气缸22。在其它实施例中,夹爪21可以更换为吸头等装置,移动气缸22可以更换为液压结构或者电机结构,但不限于此。
机械手2可驱动夹爪21沿Y轴、Z轴方向移动。
具体的,机械手2的操作步骤为:
第一步,夹爪21从上料轨道11抓取物料6A,移动气缸22驱动夹爪21沿Z轴方向上升,第一直线模组23驱动夹爪21沿Y轴方向移动到夹具32的第一个仿形孔322上方,移动气缸22驱动夹爪21沿Z轴方向下降,在第一个仿形孔322中放置物料6A;
第二步,移动气缸22驱动夹爪21沿Z轴方向上升,第一直线模组23驱动夹爪21沿Y轴方向移动回上料轨道11上方,夹爪21抓取物料6B,移动气缸22驱动夹爪21沿Z轴方向上升,第一直线模组23驱动夹爪21沿Y轴方向移动到夹具32的第二个仿形孔322上方,移动气缸22驱动夹爪21沿Z轴方向下降,在第二个仿形孔322中放下物料6B;
第三步,移动气缸22驱动夹爪21沿Z轴方向上升,第一直线模组23驱动夹爪21沿Y轴方向移动回上料轨道11上方,循环操作第一步、第二步来搬运物料。
具体的,输送线3将承载了物料的夹具32沿输送轨道31送至定位装置4。
如图4、图5所示,定位装置4用来定位夹具32上的物料6A/6B。定位装置4包括定位气缸41、定位板42。定位气缸41包括一对分别位于输送轨道31的两侧的定位导轨,定位导轨沿Z轴方向延伸,定位气缸41可驱动定位板42沿Z轴方向移动。
在其它实施例中,定位气缸41可以更换为液压结构或者电机结构,但不限于此。
定位板42包括自其上表面向下凹陷的第一导向孔421、第二导向孔422以及自其下表面向上凹陷的第三导向孔423、第四导向孔424。
第一导向孔421与第三导向孔423相导通,第二导向孔422与第四导向孔424相导通。
注胶装置5包括第二直线模组51、针筒夹具52、第一针筒53、第二针筒54、注胶控制系统55以及一对梅花螺母56。
第二直线模组51包括沿Z轴方向延伸的注胶轨道511,针筒夹具52滑动组装于注胶轨道511。
第一针筒53、第二针筒54沿Y轴方向并列设置且固持于针筒夹具52。
第一针筒53包括收容环氧胶的第一筒身531、组装于第一筒身531的第一针头532。
第二针筒54包括收容环氧胶的第二筒身541、组装于第二筒身541的第二针头542。
第一针筒53、第二针筒54可向夹具32上的两个物料6A/6B的插芯孔610同时注胶。
一对梅花螺母56组装于针筒夹具52且分别与第一针筒53、第二针筒54相抵接。
在注胶操作前,需要对第一针筒53、第二针筒54的高度进行校对,校对步骤包括:将平面块与第一针头532、第二针头542抵接从而校对二者的高度,如果高度不一致,则拧松一对螺母56,调整第一针筒53、第二针筒54的高度,保证第一针头532、第二针头542的高度一致,且保证第一针头532沿Z轴方向的投影落入第一导向孔421中,第二针头542沿Z轴方向的投影落入第二导向孔422中后,拧紧一对螺母56。
第三导向孔423用于收容定位夹具32上的物料6A,第三导向孔424用于收容定位夹具32上的物料6B。
具体的,第一导向孔421、第二导向孔422呈倒置的圆台形,第三导向孔423、第三导向孔424呈正放的圆台形,但不限于此。
当输送线3将承载了物料6A/6B的夹具32沿输送轨道31送至定位装置4的下方,定位气缸41驱动定位板42沿Z轴方向下降,定位板42压紧物料6A/6B。
具体的,物料6A的金属部62收容于第三导向孔423,物料6B的金属部62收容于第四导向孔424。
如图1、图6所示,本发明一种光纤连接器的自动化注胶设备100的注胶方法包括步骤:
S1,机械手2从振动盘1抓取两个物料6A/6B放置于夹具32的两个仿形孔322,夹具32沿输送轨道31移动至定位板42下方,定位板42下降定位两个物料6A/6B;
S2,第一针筒53、第二针筒54下降,直到第一针头532、第二针头542分别顶到两个物料6A/6B的V型槽611,第一针筒53、第二针筒54开始注胶,注胶时间为T;
S3,第一针筒53、第二针筒54上升,直到第一针头532、第二针头542提升到金属部62的中间段;
S4,第一针筒53、第二针筒54停止注胶,第一针筒53、第二针筒54沿Z轴方向以上升-暂停-上升的方式循环进行,当所第一针头532、第二针头542从金属部62抽出后,第一针筒53、第二针筒54沿Z轴方向快速上升,完成注胶过程;
S5,定位板42上升解除对两个物料6A/6B的定位,夹具32沿输送轨道31移动至下一工位。
具体的,下一工位可为穿纤工位。
具体的,注胶控制系统55控制第一针筒53、第二针筒54的注胶气压为0.5mpa,第一针头532、第二针头542的直径为0.55mm,但不限于此。
具体的,在步骤S2中,T=0.9-1.2s。步骤S2的目的是令陶瓷插芯61的前端出胶苔且令插芯孔610内填满胶,从而有利于后续研磨工序中保护前端光纤。
具体的,在步骤S3中,第二直线模组51控制第一针筒53、第二针筒54以1.5mm/s的速度上升3mm高度。步骤S3的目的是令第一针筒53、第二针筒54自下往上的连贯注胶,因环氧胶的粘度随时间变化而会有较大差异,1.5mm/s是令胶量符合要求且在2小时内环氧胶粘度随时间变化的影响较小的的速度,不会因环氧胶因流动性差导致的提升过快产生气泡空洞。
具体的,在步骤S4中,第二直线模组51控制第一针筒53、第二针筒54以2mm/s的速度上升1mm后暂停1s再继续上升,循环3次。步骤S4中的循环过程主要是为了将步骤S3中注胶上溢的环氧胶依靠重力自然流下,填补提升的1mm距离的空缺。
相较现有技术,本发明提供的一种光纤连接器的自动化注胶设备100的有益效果为:通过振动盘、机械手、输送线、定位装置以及注胶装置共同构成的自动化流水线可实现对物料的快速转移、输送、定位、注胶,且通过两个针筒对两个物料同时注胶,提高了注胶效率。
相较现有技术,本发明提供的一种光纤连接器的自动化注胶设备100的注胶方法的有益效果为:通过自动化流水线实现对物料的快速转移、输送、定位、注胶,且通过两个针筒对两个物料同时注胶,以及注胶过程的连续性,从而可提高注胶的稳定性,大大减少了以往插芯孔内部产生空洞气泡的问题。
最后应说明的是:以上实施例仅以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不驱使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种LC型光纤连接器的点胶方法
- 一种光纤活动连接器插芯自动注胶机及其注胶方法
- 一种用于光纤连接器加工的注胶设备