秸秆建筑材料压制成型机及其使用方法
文献发布时间:2023-06-19 09:26:02
技术领域
本发明涉及建筑材料成型技术领域,特别是涉及秸秆建筑材料压制成型机及其使用方法。
背景技术
建材加工是土木工程和建筑工程中使用的材料的统称。可分为结构材料、装饰村料和某些专用材料。建筑材料一般是通过其他材料进行合理的配料,经过生产线的加工后制成的。目前在建筑材料的压制成型过程中需要用到压制成型的模具,模具具有可反复使用的特点,在建筑材料的压制成型过桯中需要多对模具进行定位,并在加工完成后使得模具脱离生产体系,进行反复使用,现有的生产过程大多比较繁多,增加了生产的成本,浪费了大量的人力物力。
现有授权公告号为CN208101123U的专利提出了一种秸秆建筑材料压制成型机,该装置包括其主要由上横梁、中间横板、底座、立柱、立杆、压板、夹持端,该装置通过偏心轮与弹簧控制加工模具的夹持机构的往复运动,并且与建筑材料并加工的运动相互配合,达到了自动化更换加工模具,提高了装置的自动化程度,但是该装置安装模具时需要人工定位,人工精确地定位不方便且稍有偏差很容易损坏模具和压板。
发明内容
本发明的目的就在于为了解决上述问题而提供秸秆建筑材料压制成型机及其使用方法。
本发明通过以下技术方案来实现上述目的:
秸秆建筑材料压制成型机,包括支撑机构、运输机构、装料机构、动力机构,所述动力机构由液压缸、液压杆、固定环、加强板、限制板、连接板、固定杆、压板、限位块组成,还包括控制机构,所述控制机构包括支撑杆、钢片、压块、弹簧、触发开关、控制器,所述支撑杆焊接在所述限位块一侧,所述支撑杆端头转动连接有所述钢片,所述钢片一侧螺钉连接有所述压块,所述压块外侧设置有所述弹簧,所述弹簧粘结在所述钢片一侧,所述触发开关内嵌在所述限制板一侧,所述控制器与所述触发开关电连接,所述控制器的型号为HACH-SC1000。
优选的,所述装料机构包括模具、隔板、固定耳,所述模具前后方焊接有所述固定耳,所述模具内部焊接有3-5个所述隔板,所述固定耳为L型。
优选的,所述支撑机构包括防滑块、支腿、底板、固定架、顶板,所述防滑块粘结在所述支腿下方,所述支腿螺纹连接在所述底板下方,所述底板上方焊接有所述固定架,所述固定架上方焊接有所述顶板。
优选的,所述液压缸螺栓连接在所述顶板上方,所述液压杆螺栓连接在所述顶板下方,所述液压杆外侧焊接有所述固定环,所述固定环螺栓连接在所述加强板上方,所述液压杆穿过所述加强板,所述液压杆下端螺栓连接有所述连接板,所述连接板下方焊接有所述固定杆,所述固定杆下端头焊接有所述压板,所述压板的数量为4-6个,所述连接板前后端滑动连接有所述限制板,所述限制板下方之间焊接有所述限位块。
优选的,所述运输机构包括固定板、伺服电机、转轴、传送带、分隔条,所述固定板与所述固定架焊接连接,所述固定板前方螺栓连接有所述伺服电机,所述伺服电机后方键连接有所述转轴,所述转轴外侧转动连接有所述传送带,所述传送带表面粘结有2个所述分隔条。
秸秆建筑材料压制成型机的使用方法,包括:所述模具放在所述传送带上的所述分隔条之间,所述伺服电机带动所述模具移动,当所述固定耳接触所述钢片后,所述钢片一端挤压所述弹簧,所述压块按压所述触发开关,所述伺服电机停止运转,所述控制器控制所述液压缸工作,所述液压缸使所述液压杆带动所述压板对物料进行挤压成型,然后所述液压杆回收,所述伺服电机运转带动所述模具移动。
有益效果在于:钢片和压块的设置有益于模具达到一定位置后挤压触发开关,能够精确地控制模具停放的位置,弹簧的设置有益于压块远离触发开关,防止动力机构无故运动,整体效果有益于自动地精确定位模具位置并防止压板与模具碰撞。
本发明的附加技术特征及其优点将在下面的描述内容中阐述地更加明显,或通过本发明的具体实践可以了解到。
附图说明
附图是用来提供对本发明的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本发明,但并不构成对本发明的限制。在附图中:
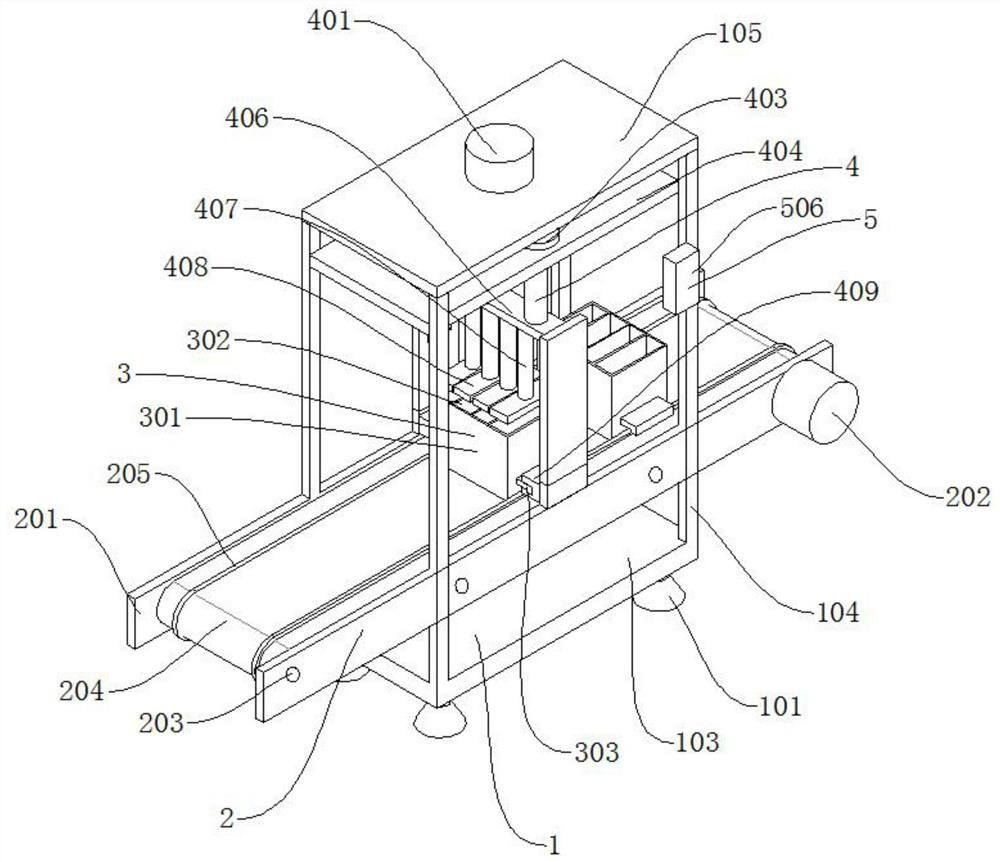
图1是本发明所述秸秆建筑材料压制成型机的第一结构示意图;
图2是本发明所述秸秆建筑材料压制成型机的第二结构示意图;
图3是本发明所述秸秆建筑材料压制成型机的正视图;
图4是本发明所述秸秆建筑材料压制成型机的左视图;
图5是本发明所述秸秆建筑材料压制成型机的I放大结构示意图;
图6是本发明所述秸秆建筑材料压制成型机的电路结构流程框图。
附图标记说明如下:
1、支撑机构;2、运输机构;3、装料机构;4、动力机构;5、控制机构;101、防滑块;102、支腿;103、底板;104、固定架;105、顶板;201、固定板;202、伺服电机;203、转轴;204、传送带;205、分隔条;301、模具;302、隔板;303、固定耳;401、液压缸;402、液压杆;403、固定环;404、加强板;405、限制板;406、连接板;407、固定杆;408、压板;409、限位块;501、支撑杆;502、钢片;503、压块;504、弹簧;505、触发开关;506、控制器。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
如图1-图6所示,秸秆建筑材料压制成型机,包括支撑机构1、运输机构2、装料机构3、动力机构4,动力机构4由液压缸401、液压杆402、固定环403、加强板404、限制板405、连接板406、固定杆407、压板408、限位块409组成,还包括控制机构5,控制机构5包括支撑杆501、钢片502、压块503、弹簧504、触发开关505、控制器506,支撑杆501焊接在限位块409一侧,支撑杆501固定钢片502,支撑杆501端头转动连接有钢片502,钢片502一侧螺钉连接有压块503,钢片502带动压块503运动,压块503外侧设置有弹簧504,弹簧504防止压块503接触触发开关505,弹簧504粘结在钢片502一侧,触发开关505内嵌在限制板405一侧,触发开关505控制伺服电机202停止,控制器506与触发开关505电连接,控制器506控制电元件运转。
优选的,装料机构3包括模具301、隔板302、固定耳303,模具301前后方焊接有固定耳303,模具301盛放物料,固定耳303有益于搬运模具301和固定模具301位置,模具301内部焊接有3-5个隔板302,隔板302分隔空间,固定耳303为L型,支撑机构1包括防滑块101、支腿102、底板103、固定架104、顶板105,防滑块101粘结在支腿102下方,防滑块101防止设备滑动,支腿102螺纹连接在底板103下方,支腿102调整设备水平,底板103上方焊接有固定架104,固定架104固定设备,固定架104上方焊接有顶板105,顶板105固定液压缸401,液压缸401螺栓连接在顶板105上方,液压缸401为液压杆402提供动力,液压杆402螺栓连接在顶板105下方,液压杆402带动连接板406移动,液压杆402外侧焊接有固定环403,固定环403固定进一步固定液压杆402,固定环403螺栓连接在加强板404上方,加强板404增加液压杆402强度,液压杆402穿过加强板404,液压杆402下端螺栓连接有连接板406,连接板406固定固定杆407,连接板406下方焊接有固定杆407,固定杆407固定压板408,固定杆407下端头焊接有压板408,压板408对物料挤压成型,压板408的数量为4-6个,连接板406前后端滑动连接有限制板405,限制板405防止压板408水平移动,限制板405下方之间焊接有限位块409,限位块409固定模具301,运输机构2包括固定板201、伺服电机202、转轴203、传送带204、分隔条205,固定板201与固定架104焊接连接,固定板201固定伺服电机202和转轴203,固定板201前方螺栓连接有伺服电机202,伺服电机202带动转轴203转动,伺服电机202后方键连接有转轴203,转轴203外侧转动连接有传送带204,传送带204盛放模具301,传送带204表面粘结有2个分隔条205,分隔条205限制模具301位置。
秸秆建筑材料压制成型机的使用方法,包括:模具301放在传送带204上的分隔条205之间,伺服电机202带动模具301移动,当固定耳303接触钢片502后,钢片502一端挤压弹簧504,压块503按压触发开关505,伺服电机202停止运转,控制器506控制液压缸401工作,液压缸401使液压杆402带动压板408对物料进行挤压成型,然后液压杆402回收,伺服电机202运转带动模具301移动。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其效物界定。