用于机床的构件、机床和用于识别磨损的方法
文献发布时间:2023-06-19 09:29:07
技术领域
本发明涉及一种用于机床的构件、一种机床和一种用于识别磨损的方法。特别地,本发明涉及根据权利要求1所述的用于机床的构件、根据权利要求10所述的机床和根据权利要求14所述的用于识别磨损的方法。
背景技术
机床用于使用工具制造和加工工件。在此例如将板材加工机,尤其弯曲机或压力机如压弯机视为机床。在下文中为了清楚起见参考压弯机。
为了在压弯机上制造高质量和精确的弯曲件需要精确地设置的机器轴和尺寸稳定的机器几何形状。连续运行不可避免地导致机器磨损和弯曲机尤其承受负荷的构件的耗损。在正常运行中,这些构件由于通过止挡、挤压、滑动等与工件或工具持续地接触而磨损从而失去其原始形状。最终,相关的机器轴的形状偏差和位置偏差增大并且所制造的弯曲构件的质量下降。另外,机器的价值降低。
如果弯曲结果在限定的公差范围负向地发展:工件仍是正确的,但逐渐变差,那么基准面的变化会慢慢加剧地并且有时不会引起注意地出现。
部分地通过再校准和重新校准运动的机器轴考虑该状态——只要这是可行的。重新校准需要对弯曲机进行持续的质量控制和受过培训的专业人员。在这种预防性的维护之外,大多仅在有缺陷的弯曲件批次之后才执行校准。结果,机器意外停机并且无法生产。
弯曲工具、机台和止挡指的因磨损引起的不对称的变化无法通过重新调节来校正——必须更换这类构件。在这种情况下,在记录故障之前,也常常会产生次品,并且弯曲机意外停止。更换件的交付时间常常使情况更加恶化。
发明内容
现在,本发明基于如下目的,避免现有技术的缺点并且提供一种用于机床的改进的构件、一种改进的机床和一种用于识别磨损的改进的方法。
该目的通过根据权利要求1所述的用于机床的构件、根据权利要求10所述的机床以及根据权利要求14所述的用于识别磨损的方法来实现。
根据本发明的用于机床的构件包括构件基体和设置在其上的至少两用于识别磨损的层,其中用于识别磨损的层被施加在机床的构件的磨损区域上,并且其中这两层中的至少一个层是用于指示磨损的信号层。所述指示能够光学地,例如通过颜色设计来进行,电地,例如通过切断导电层或非导电层来进行,或者也能够声学地,例如经由粗糙层来进行,以及通过所提及的变型形式的组合来进行。识别磨损能够经由层的厚度、数量和/或性质精确分级地进行。
根据本发明的用于机床的构件具有如下优点:实现前瞻性的维护和保持不变的高的加工质量,例如弯曲质量。
能够提出,至少两个层交替地设置为消耗层和信号层。在这种情况下,消耗层能够作用为功能层,而信号层能够作用为磨损指示。同样可行的是,所有层都是信号层,所述信号层于是分别表征不同的磨损状态。至少两个层例如是其组成与构件或构件的基体不同的层。所述层例如能够在构件制成之后在一个或多个附加的工作步骤中施加。
能够提出,在初始状态中消耗层关于构件基体分别相对靠外地设置而信号层分别相对地设置在消耗层和构件基体和/或由另一消耗层和信号层构成的层对之间。这种层结构提供了大的灵活性。
此外能够提出,所述构件是工具、机台和/或止挡元件。最后,所有易磨损的部件都能够配备用于识别磨损的层。
此外能够提出,所述构件是弯曲机的磨损部件,尤其工具、机台和/或止挡元件。最后,所有易磨损的部件都能够配备用于识别磨损的层。在此所提出的识别磨损尤其在弯曲机或弯曲机中与待弯曲的工件接触的构件中是有利的。因为这些构件经受磨损并且此外对于用户是可见的或者由用户操作,例如在更换工具时。
能够提出,信号层具有摩擦系数小的材料。因此,该大多位于内部的信号层同样能够具有减小磨损的特性或滑动特性。
此外能够提出,信号层在颜色上进行标识并且在颜色上与一个或多个消耗层和/或构件基体不同。在剥除外层或消耗层之后,信号层,即位于外层或消耗层下方的层变得可见,并且通过信号颜色清楚地显示给操作者。由此给操作人员提供了明确的指示:已达到磨损极限,待制造的产品的质量正在变差,并且即将更换构件。具有相应配属的颜色的不同的信号层能够用于定性地说明耗损程度。因此能够将耗损的程度显示给用户,并且能够启动进一步的步骤。一种可能的颜色变型形式例如是使用信号灯颜色,即绿色,黄色,红色。当前透光的颜色能够手动或自动传输到机器控制装置中,以便由此根据耗损程度调整机器轴的进给。在该光学的变型形式中,用户能够直接地识别磨损,即无需控制就能够识别磨损。
能够提出,两层(磨损层和信号层)中的一层具有导电材料,并且两层中的另一层具有用于使导电材料绝缘的电绝缘材料。工具、机台和/或止挡指通常由分别功能优化的钢种制造并且是能导电的。这些构件的有利的寿命提高能够通过施加可能影响构件的导电能力但通常不会妨碍其导电能力的不同的覆层来实现。具有绝缘的并且可选地同时将磨损最小化的覆层的构件覆层实现建立具有该绝缘层作为“开关”的电路。于是,所述层的存在满足完好无损的基准面和开路的要求。绝缘部的损坏导致相关的构件的形状变化并且同时导致电路闭合。这种变化能够被确定并且用于相应的反应。不言而喻,除了用于闭合电路或用于转发电信号的可能的接触点之外,导电层朝向这两个层侧(即向内和向外)由电绝缘材料包围。
此外能够提出,设置转发器,所述转发器设立用于,当两个层中的一层损坏时输出信号。在这种情况下,所确定的磨损表现能够明确地与可更换的构件相关联。这种构件例如在压弯机处主要是弯曲工具,即冲头和模具。这些弯曲工具可自由地彼此组合并且产品专用的。这些构件的持续的更换是典型的。因此有利的是,能够区分这些构件。在此,外层也已经能够作用为信号层,其损坏由转发器以信号发出。
根据本发明的机床设立用于使用工具加工工件,并且包括至少一个如上所述的构件。适用与上述相同的优点和改型。
能够提出,将电路铺设到构件上,其中所述至少一个层的导电材料作用为开关。在电路中例如能够经由用电器进行电压测量。电阻从而电压会因导流层的耗损而变化。在进一步耗损或切断时,电路能够断开,这同样能够被探测。
此外能够提出,设有与电路连接的控制装置,并且所述控制装置设立用于,将借助电路所确定的磨损纳入对机床的控制中。因此,例如能够在操控机器轴和/或进给时自动进行校正。
能够提出,设有多个层,并且能导电的层中的每个能导电的层都借助于导电材料与电路连接。以这种方式,继续进行寿命预测例如通过自动和周期性的绝缘测量或所描述的将多个层施加到在经受磨损的构件是可行的。出于该目的,将交替地绝缘的和导电的硬质材料层施加到构件上。部件的持续的耗损断开或闭合所铺设的电路。该过程的计数能够确定层厚度或构件厚度。以这种方式,例如能够作出关于剩余寿命的说明。精度在此直接与层的厚度和数量相关。
如上所述的根据本发明的用于进行机床的构件的磨损识别的方法包括以下步骤:
检查具有层的导电材料的电路是否中断;
探测中断;如果探测到中断,那么存储中断和/或根据基于电路的中断所确定的磨损来调整机床的控制。
所产生的有关机器部件的几何形状变化的知识能够引起自动校准并且保持弯曲质量恒定。对称地耗损的止挡指例如能够通过后止挡件再定位并且继续使用。持续地耗损的工具能够经由适当的手段(例如数据矩阵代码等)进行分类并且相应地配属:类似地耗损的工具能够被机器识别并且一起用于产品——机器轴(在这种情况下即顶梁)能够校正相对值并且建立恒定的弯曲角度。在其它方面,适用与上述相同的优点和改型。
能够提出,连续地执行对中断的检测,其中能导电的工件将电路闭合。于是能够持续地在整个加工过程中确定层厚度。
能够提出,通过如下方式来执行对中断的探测:将所述构件与机床的能导电的部件接触以闭合电路。初始化阶段需要与机器上的能导电的、地点固定的材料反复连接。然后,待检查是否耗损的构件借助于机器轴定位在机器内的预设的部位处。该中间元件例如能够是能导电的刷。在这种情况下有利的是,避免不必要的碰撞(接触区域)以及覆盖大的检查面(没有线接触)。
此外能够提出,在确定出表明构件最大可能的使用时间结束的磨损时,触发自动的备件预订。因此,机器控制装置例如能够触发自动的备件预订,使得当达到构件的最大使用时间的结束时,备件有利地已经可供使用。
本发明的其它优选的设计方案由其余的在从属权利要求中提到的特征中得出。
除非在个别情况下另有说明,否则在本申请中提到的本发明的不同的实施方式能够有利地彼此组合。
附图说明
下面在实施例中根据附图阐述本发明。附图示出:
图1示出具有光学的磨损识别部的构件的示意性正视图和俯视图;
图2示出具有光学的磨损识别部的耗损的构件的示意性正视图和俯视图;
图3示出弯曲机与具有磨损识别部的、作为止挡指的构件的立体视图;
图4示出具有电的磨损识别部的构件的示意图;
图5示出具有冲头和模具的弯曲机的立体视图;
图6示出具有电的磨损识别部的模具的示意图;以及
图7示出具有电的磨损识别部的冲头的示意图。
具体实施方式
图1示出构件100的示意性正视图和俯视图,所述构件具有构件芯或构件基体110以及施加在其上的光学的磨损识别部120、130。构件100能够是弯曲机的磨损部件,尤其工具、机台和/或止挡元件如止挡指。相应地,弯曲机的磨损部件能够包括基体110与安置在其上的光学的磨损识别部120、130。
构件100根据使用目的设有外部的硬质材料层或消耗层130。在此作为材料例如考虑PVD和/或CVD硬质材料层或诸如氮化钛的材料。根据应用和待预期的构件磨损来选择层厚度。层厚度有利地为1至10微米,并且尤其有利地为1至20微米。除此之外,也能够使用更大的层厚度。层厚度与涂覆方法以及之后的在构件100或位于其下方的层处的附着性相关。
在此,与层是否具有导电或绝缘性质无关。在外部的消耗层130下方,在构件制造期间已经施加有另一层,即信号层120。该信号层120在颜色上可与消耗层130明显地区分开并且有利地以信号颜色施加。
各种颜色,例如金色、蓝灰色、红棕色、灰色、珍珠粉、粉红色等都是可行的。重要的是首先将层彼此区分。色彩通过所施加的材料产生,例如TiN为金黄色,和/或通过涂覆技术的变型形式产生。相应地,整个层由彩色的材料构成,也就是说,只要仍存在所述层的部分,颜色就仍可清楚地识别。
在此,该内部的信号层120能够如消耗层130一样具有将磨损最小化的特性。例如,氮化钛是常见的全方位耐磨覆层。同样可以考虑由碳氮化钛或氮化钛铬构成的层。信号层120被施加到构件100的构件基体110上。信号层120并且还有消耗层130能够有针对性地在构件100的磨损区域,如面、棱边、三维区域等中施加。同样地,如所示出的那样,层120和130能够完全地覆盖构件100。
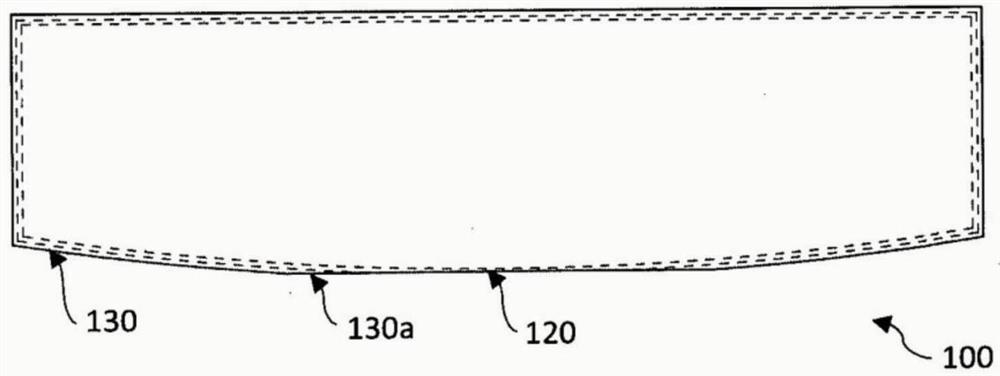
图2示出具有光学的磨损识别部的耗损的构件100的示意性正视图和俯视图。
在应用构件100时,外部的消耗层130通过与工件接触而被持续剥离。因此产生区域130a,在所述区域中,外部的消耗层130被部分地剥离,即磨损。如已经描述的那样,由此改变了构件100的几何形状,构件100磨损。在外部的消耗层130被完全剥离之后,内部的,即位于其下方的信号层120是可见的(所述信号层既不同于消耗层130的颜色又不同于构件基体110的固有颜色),并且通过信号颜色清楚地向操作者示出。由此给操作人员提供了明确的指示:已达到磨损极限,产品的质量变差并且构件即将更换。
在最佳的情况下,在完全剥离消耗层130之后,也就是说,露出位于其下方的信号层120之后,有足够的时间来更换部件直到构件100失效。剩余的时间能够经由外部的消耗层130的厚度来限定。具有相应配属的颜色的不同的层能够用于定性地说明耗损程度。耗损的程度因此能够向用户示出,并且能够启动进一步的步骤。一个可行的颜色变型形式例如可能是,使用信号灯颜色,即绿色、黄色、红色。当前透光的颜色能够被传输到机器控制装置中,以便由此根据耗损程度调整机器轴的进给。在该实例中,消耗层130能够具有绿色,信号层120能够具有黄色,构件基体110能够具有红色。替选地,仅信号层120能够具有颜色,例如红色。
图3示出弯曲机300与具有磨损识别部的、作为止挡指310的构件的立体视图。弯曲机300的止挡指310通过板相对于弯曲线的止挡和定位实现弯曲部件的正确的侧边长度。针对此优化的指轮廓由于在弯曲过程中的板定位和枢转经受高的磨损并且发生耗损。结果,弯曲部件于是不再能够正确地定位。对止挡指310进行热处理的方法已知是将磨损最小化的。随后,例如借助于物理和/或化学气相沉积来对构件覆层。
图4示出具有电的磨损识别部的构件400,例如止挡指的示意图。为此,构件400与电路410或电路410的组成部分连接。电路410包括诸如电压源的供应器和用电器430,在所述用电器处能够测量诸如电压或电流的电参数。构件400于是作用为开关。换言之,构件400一下是导体一下是绝缘体。经由合适的用电器430监控和显示电路410是否闭合。
在制造时,构件400设置有多个交替的、分别绝缘的层440和导电的层450。导电的层450具有导电材料或完全由该材料构成。这些层440、450与应用相关地构成,并且除了将磨损最小化之外也能够设有滑动特性。大多DLC涂层(Diamond-Like-Carbon,类金刚石碳)实现好的滑动性能,但是,与未经处理或仅经过热处理的材料相比,PVD涂层(physicalvapour deposition,物理气相沉积)也是有利的。层厚度通过构件400的生产工艺精确地确定。在此,必须存在至少一个能导电的层和绝缘层。在这种情况下,层440、450以何种顺序施加是无关紧要的。所施加的层440、450的厚度在这种情况下能够变化,所容许的耗损的绝对值的厚度是有利的。在此,必须知道相应的厚度并且将其保存在控制装置中,例如保存在机器控制装置中。所述指——除了连接部位460之外——在所有侧面上都是绝缘的从而不再导电。
在安装状态中,将电压施加到机器上,借助于例如在指的导电部位处的阳极和在机台或模具处的阴极。在弯曲工艺中,——主要由能导电的材料构成的——弯曲部件的定位不引起闭合的电路,因为指的绝缘的硬质材料层仍然完好无损。指处的越来越多的磨损会去除绝缘层440直至电路410闭合为止。经由适合的评估机构——在正常情况中即机器控制装置——确定接触并且采取措施。理想情况下,现在已经达到容许的偏差并且必须更换指。
磨损的构件400分别交替地打开和关闭电路410。所述过程的数量和层厚度值允许精确地推断构件400的耗损程度并且将其存储在机器控制装置中并且进一步处理。构件400的持续变化的几何形状能够包括在生产工艺内,并且能够调整相关的机器轴的进给。于是总是以耗损的层的量值来再调节相关的机器轴。
对构件400的检查能够持续地在弯曲工艺中进行或作为初始化进行。在弯曲工艺期间,能导电的工件400用作为电路410的组成部分并且包括在检查内。于是能够在整个弯曲工艺中确定层厚度。
初始化阶段需要与机器上的能导电的、地点固定的材料反复连接。然后,待检查是否耗损的构件400借助于机器轴定位在机器内的预设的部位处。根据本发明,该中间元件是能导电的刷。在这种情况下有利的是避免不期望的碰撞(接触区域)以及遮住大的检查面(没有线接触)。其中,线接触或有时是点接触可能是所期望的。虽然刷实现3D轮廓的扫描,但是这在构件不断地地耗损时会使检测变得复杂。为了简化该过程,能够有利的是,——仅或附加地——监控点或线。
原则上,通过传导能力进行磨损识别的原理不限于导电能力。替选地,也能够使用电磁波例如光或者磁通量的传导能力。这种实施方式同样被视为是根据本发明的。
下面示出示例性的流程。
在首次检查构件400时,电路410闭合。如果外部的绝缘层440仍然完好无损,那么在用电器430处没有信号。不向机器控制装置进行通知。
在使用构件工作,即与工件接触之后,进行构件400的检查,电路410闭合。如果外部的绝缘层440仍然完好无损,那么在用电器430处没有信号。不向机器控制装置进行通知。
在继续使用构件工作,即与工件接触之后,进行构件400的检查,电路410闭合。现在外部的绝缘层440不再完好无损,能导电的层450位于外部,在用电器430处有信号。因此,通知机器控制装置。以减去最外部的层440的量值的形式来计算新的构件几何形状并且重新校准一个或多个相关的机器轴。
在继续使用构件工作,即与工件接触之后,进行构件400的检查,电路410闭合。能导电的层450仍然完好无损,在用电器430处存在信号。不向机器控制装置进行通知。
在继续使用构件工作,即与工件接触之后,进行构件400的检查,电路410闭合。现在能导电的层450不再完好无损,下一个绝缘层位于外部,因此在用电器430处没有信号。因此,通知机器控制器。以减去能导电的层450的量值的形式来计算新的构件几何形状并且重新校准相关的一个或多个机器轴。
继续进行该程序,直到达到最后的层,或者直到在维护的过程中更换构件400。
测量的绝对频率与不同的因素相关并且是可变的。能导电的层450能够分别借助于自身的电路来检查,然后能够更精确地定位中断部(损坏部位)从而更有区分性的磨损说明是可行的。通过二维或三维层结构产生进一步的改进。由此能够监控复杂的几何形状。
构件400还配备有转发器470,所述转发器设立用于当两个层440、450之一损坏时输出信号。
现在能够将所确定的磨损现象清楚地与可更换的构件400相关联。这种构件在压弯机处主要是弯曲工具,即冲头和模具。弯曲工具可自由地彼此组合并且是产品专用的。这些构件的持续更换是典型的。因此有必要在这些构件之间进行区分。
借助于RFID系统能够有利地实现耗损程度的明确的关联。RFID转发器470固定在工具400上并且标识该工具。转发器470与所描述的层构造耦合,并且当一个层已损坏时分别发送信号。由此,机器控制装置在这种情况下也能够根据变化的几何形状校正进给。同样可考虑对于构件的有利的划分的建议:优选将均匀地耗损的构件放在一起。同样能够借助于代码(QR码、条形码、二维码、数字输入等)明确地关联工具。适当地读取代码并且传输机器控制装置的数据或由操作者输入。
图5示出呈弯曲机500形式的机床的立体视图,所述弯曲机具有模具510和冲头520。呈模具510和冲头520形式的这两个构件如上所述设有磨损识别部或磨损监控部。
图6示出具有电的磨损识别部的模具510的示意图。模具510与电路410或电路410的组成部分连接。电路400包括诸如电压源的供应器和用电器430,在所述用电器处能够测量诸如电压或电流的电参数。于是,模具510作用为开关。换言之,模具510一下是导体一下是绝缘体。经由适合的用电器430监控和显示电路410是否闭合。
在制造时,模具510设有多个交替的、分别绝缘的层440和导电的层450。导电的层450具有导电材料或全部由该材料构成。这些层440、450与应用相关地构成,并且除了将磨损最小化之外,还能够设有滑动特性。层厚度通过模具510的生产工艺精确地确定。在此,必须存在至少一个导电层和一个绝缘层。在这种情况下层440、450以何种顺序施加是无关紧要的。所施加的层440、450的厚度在这种情况下能够变化,所容许的耗损的绝对值的厚度是有利的。除了连接部位460之外,模具510在所有侧上都是绝缘的从而不再导电。在模具510上设有用于识别模具510并且通知磨损状态或层更换的转发器470。
在机床运行时,能够类似于上面的描述来使用模具510。
图7示出具有电的磨损识别部的冲头520的示意图。冲头520与电路410或电路410的组成部分连接。电路400包括诸如电压源的供应器和用电器430,在所述用电器处能够测量诸如电压或电流的电参数。于是,冲头520作用为开关。换言之,冲头520一下是导体一下是绝缘体。经由适合的用电器430监控和显示电路410是否闭合。
冲头520在制造时设有多个交替的、分别绝缘的层440和导电的层450。导电的层450具有导电材料或全部由该材料构成。导电的层450具有导电材料或全部由该材料构成。这些层440、450与应用相关地构成,并且除了将磨损最小化之外,还能够设有滑动特性。层厚度通过冲头520的生产工艺精确地确定。在此,必须存在至少一个能导电的层和一个绝缘层。在这种情况下,层440、450以何种顺序施加是无关紧要的。所涂覆的层440、450的厚度在这种情况下能够变化,所容许的耗损的绝对值的厚度是有利的。——除了连接部位460之外——冲头520在所有侧上都是绝缘的从而不再导电。在冲头520上设有用于识别冲头520并且通知磨损状态或层更换的转发器470。
在机床运行时,能够类似于上面的描述使用冲头520。
模具510和冲头520分别借助于自身的电路410示出。另一可行性是使用共同的电路,所述共同的电路然后通过位于模具510和冲头520之间的导电工件来闭合。
在此所提出的磨损识别部允许简单且精确地识别机床的一个或多个构件的相应的磨损状态,使得能够调整机床控制装置并且启动相应的维护过程。
此外,如果确定出表明构件的最大可能的使用时间结束的磨损,那么通过机器控制装置触发自动的备件预定。由此,当达到该构件的最大的使用时间时,备件就已经可供使用。