螺母闭环控制自适应收口设备
文献发布时间:2023-06-19 09:29:07
技术领域
本发明属于螺母收口装置技术领域,具体来说涉及一种螺母闭环控制自适应收口设备。
背景技术
航空螺母是军民用飞机、发动机中用于紧固的关键产品,根据产品应用场合和技术性能要求的不同,螺母可以分为高锁螺母、自锁螺母、托板螺母和特种螺母等。在螺纹连接技术中,螺母作为螺栓锁紧配合件,在紧固过程中会受到振动、摩擦等外部因素影响而导致螺母出现松脱。因此,在螺纹连接技术上,为了防止螺母松脱造成连接失效,在工艺上通过改变内螺纹形状,将螺母的内螺纹部分从外表面施加挤压力实现变形。
目前,航空螺母收口加工方法主要有两种:1)采用冲床结合收口模具进行收口。这种收口方式虽然简单,但是由于冲床滑块行程通过曲柄形成冲击载荷,无法做到压力连续且具备保压功能要求(因航空螺母采用特殊高温合金、钛合金和铝镁合金制造),加之模具很难实现精确定位,造成螺母在收口过程中收口尺寸精度和质量稳定性无法得到有效保证。该方法目前仅适用在铝合金螺母收口中。2)自锁螺母机械式挤压收口。这种方法虽然通过电机和机械结构将收口力变为静压力,没有冲击载荷,但是由于是开环系统,因此并不能很好地根据产品实际状况进行压力控制而自动适应,压力恒定不变,保压时间通过行程滑块形状来模拟。由于航空螺母种类繁多,不同种类的产品在调整参数时要进行测试试验,这种方法需要较多测试装置,通过多次测试确定收口位置。因此,操作者无法直观地通过压力载荷调整控制收口过程,产品受力如何变化也不能得到实时监控。此外,航空螺母根据技术要求须进行两点、三点、四点、菱形、椭圆形收口,这种设备必须根据产品更换机械结构,导致加工产品范围和类型受限,产品收口后的质量同样得不到保证,残次品率较高。
发明内容
本发明的目的在于克服上述缺点而提供的一种结构简单、高效可行、精确可靠、操作便捷的螺母闭环控制自适应收口设备。
本发明目的及解决其主要技术问题是采用以下技术方案来实现的:
本发明的螺母闭环控制自适应收口设备,包括收口加载机构、自动上下料机构、集中控制器,其中:工作台上装有若干套收口加载机构,收口加载机构配套安装有自动上下料机构和集中控制器,收口加载机构主要由伺服电机、电动缸、压力传感器、收口模具、底座等组成,底座上装有电动缸,电动缸一端与减速器相连接,减速器连接有伺服电机,电动缸另一侧装有压力传感器和收口模具,收口模具可移动地安装在导轨上且可以更换,导轨固定在底座上,导轨侧面装有光栅尺;自动上下料机构由振动盘、机器手、电动开口台组成,机器手可旋转地安装在振动盘和电动开口台之间,机器手包括安装座、旋转臂A、旋转臂B、升降臂,旋转臂B一端可旋转地连接在安装座上,另一端可旋转地连接在旋转臂A上,旋转臂A上装有升降臂,升降臂头部装有夹紧气缸和夹紧手指,夹紧手指可在振动盘和电动开口台之间旋转和升降,电动开口台置于各收口加载机构上收口模具的中心位置,安装座固定在工作台上;集中控制器包括应用软件和自适应系统测控软件,用于控制收口加载机构、自动上下料机构的自适应调试。
上述螺母闭环控制自适应收口设备,其中:收口加载机构为四组,其中三组呈120°均匀分布,第四组位于其中两组的角平分线上且与另一组呈180°排布。
上述螺母闭环控制自适应收口设备,其中:机器手采用SCADA标准四轴结构设计。
本发明同现有技术相比具有明显的优点和有益效果。由以上技术方案可知,本发明的螺母闭环控制自适应收口设备中,工作台上装有若干套收口加载机构,收口加载机构配套安装有自动上下料机构和集中控制器,通过收口加载机构实现对待收口螺母的收口操作,自动上下料机构实现对待收口螺母的取料和对已收口螺母的下料。工作台上装有若干套收口加载机构,收口加载机构配套安装有自动上下料机构和集中控制器,收口加载机构主要由伺服电机、电动缸、压力传感器、收口模具、底座等组成,底座上装有电动缸,电动缸一端与减速器相连接,减速器连接有伺服电机,电动缸另一侧装有压力传感器和收口模具,收口模具可移动地安装在导轨上且可以更换,导轨固定在底座上,导轨侧面装有光栅尺,该收口加载机构由伺服电机驱动,收口过程实现压力反馈及位移反馈,收口精度高、重复性好;通过匹配伺服电缸和压力传感器,解决了响应速度和压力值分辨率方面的问题,满足了软件系统对数据分析的客观需要。收口加载机构为四组,其中三组呈120°均匀分布,第四组位于其中两组的角平分线上且与另一组呈180°排布,借助120°排布的三组收口加载机构可实现三点定位,180°排布的两组收口加载机构可实现两点定位等,合理匹配机器手空间位置,有效解决多产品种类航空螺母,有效扩充产品收口覆盖范围。自动上下料机构由振动盘、机器手、电动开口台组成,机器手可旋转地安装在振动盘和电动开口台之间,机器手包括安装座、旋转臂A、旋转臂B、升降臂,旋转臂B一端可旋转地连接在安装座上,另一端可旋转地连接在旋转臂A上,旋转臂A上装有升降臂,升降臂头部装有夹紧气缸和夹紧手指,夹紧手指可在振动盘和电动开口台之间旋转和升降,电动开口台置于各收口加载机构上收口模具的中心位置,安装座固定在工作台上,借助四轴SCADA机器手按照准确的位置参数将振动盘排好的螺母产品取下后,放置在电动开口台收口工位平台上,由收口加载机构自动找点施加收口压力,设备运动行程的控制实现了无干涉取料和放料,同时,根据产品实时质量数据反馈,软件进行数据分析后,对加工产品个体进行合格判定,如有问题,电动开口台不动作,设备实时报警示意操作者干预。集中控制器包括应用软件和自适应系统测控软件,上位机工业控制软件和与PLC可编程控制器信号的传递和控制问题,将传感器压力值传送到软件中进行数据处理,根据各工位不同位置传感器压力数据的分析比较,实现对过压造成零件变形过大,欠压无法保证塑性变形方面进行判断,使得自适应系统数据趋于稳定可靠,以确保产品质量满足技术要求。
本发明根据产品技术要求录入加工参数、施加压力的范围和控制方式,其中,收口动作的控制参数主要包括收口过程中的挤压力、挤压速度、保压时间、闭环控制反馈响应和判断要求等,借助集中控制器根据参数要求进行数据采集和控制,根据产品的类型控制不同位置的电动缸伺服运动,并通过安装在电动缸前部的压力传感器将压力信号传递到测控系统中,实时反馈收口压力,并通过计算机功能算法,确定保压时间和电动缸的运动行程,确保收口过程的自适应功能的实现;同时实现对每一件产品收口数据进行分析后,对产品满足收口技术要求和出现残次品进行自动分选,报警示意;此外通过上位机自适应系统测控软件和机器手,自动控制单元有效配合,实现全过程数据监控和自动化,效率大大提高,产品质量稳定性得以可靠保证。由于设备采用全自动设计,大大提高了生产效率,降低了工人的劳动强度。经实际测试,生产效率是手工冲床+模具方式、机械式收口的3-5倍。总之,本发明结构简单、高效可行、精确可靠、操作便捷,适合螺母闭环控制自适应收口的推广使用。
附图说明
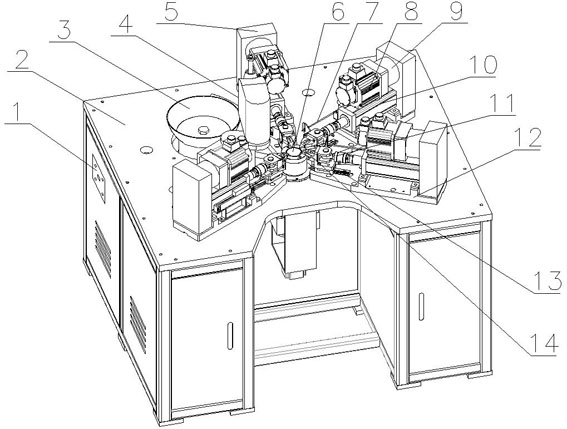
图1为本发明的结构示意图;
图2为收口加载机构的结构示意图;
图3为机器手的结构示意图。
图中标识:
1、集中控制器;2、工作台;3、振动盘;4、机器手;5、收口加载机构;6、电动开口台;7、光栅尺;8、伺服电机;9、减速器;10、电动缸;11、压力传感器;12、底座;13、导轨;14、收口模具;15、升降臂;16、旋转臂A;17、旋转臂B;18、安装座;19、夹紧手指;20、夹紧气缸。
具体实施方式
以下结合附图及较佳实施例,对依据本发明提出的螺母闭环控制自适应收口设备具体实施方式、结构、特征及其功效,详细说明如后。
参见图1至图3,本发明的螺母闭环控制自适应收口设备,包括收口加载机构5、自动上下料机构、集中控制器1,其中:工作台2上装有若干套收口加载机构5,收口加载机构5配套安装有自动上下料机构和集中控制器1,收口加载机构5主要由伺服电机8、电动缸10、压力传感器11、收口模具14、底座12等组成,底座12上装有电动缸10,电动缸10一端与减速器9相连接,减速器9连接有伺服电机8,电动缸10另一侧装有压力传感器11和收口模具14,收口模具14可移动地安装在导轨13上且可以更换,导轨13固定在底座12上,导轨13侧面装有光栅尺7;自动上下料机构由振动盘3、机器手4、电动开口台6组成,机器手4可旋转地安装在振动盘3和电动开口台6之间,机器手4包括安装座18、旋转臂A16、旋转臂B17、升降臂15,旋转臂B17一端可旋转地连接在安装座18上,另一端可旋转地连接在旋转臂A16上,旋转臂A16上装有升降臂15,升降臂15头部装有夹紧气缸20和夹紧手指19,夹紧手指19可在振动盘3和电动开口台6之间旋转和升降,电动开口台6置于各收口加载机构5上收口模具14的中心位置,安装座18固定在工作台2上;集中控制器1包括应用软件和自适应系统测控软件,用于控制收口加载机构5、自动上下料机构的自适应调试。收口加载机构5为四组,其中三组呈120°均匀分布,第四组位于其中两组的角平分线上且与另一组呈180°排布。机器手4采用SCADA标准四轴结构设计。
使用时,先根据产品技术要求,借助集中控制器1录入加工参数、施加压力的范围和控制方式,按需求选取不同组数的收口加载机构5(如采用120°排布的三组收口加载机构5实现三点定位,180°排布的两组收口加载机构5实现实现两点定位等),通过机器手4按照准确的位置参数将振动盘3排好的螺母产品取下后,放置在电动开口台6的收口工位平台上,由伺服电机8驱动电动缸10工作,带动收口模具14自动找点施加收口压力,收口结束后借助机器手4取下即可。本设备借助集中控制器1根据参数要求进行数据采集和控制,结合产品的类型控制不同位置的电动缸10的伺服运动,并通过安装在电动缸10前部的压力传感器11将压力信号传递到集中控制器1中,实时反馈收口压力,并通过计算机功能算法,确定保压时间和电动缸的运动行程,确保收口过程的自适应功能的实现。同时,根据产品实时质量数据反馈,软件进行数据分析后,对加工产品个体进行合格判定,如有问题,电动开口台6不动作,设备实时报警示意操作者干预。本发明结构简单、高效可行、精确可靠、操作便捷,适合螺母闭环控制自适应收口的推广使用。
以上所述,仅是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,任何未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与修饰,均仍属于本发明技术方案的范围内。