一种刹车片热压成型机
文献发布时间:2023-06-19 09:32:16
技术领域
本发明涉及刹车片制造设备技术领域,尤其涉及一种刹车片热压成型机。
背景技术
刹车片也叫刹车皮。在汽车的刹车系统中,刹车片是最关键的安全零件。刹车片一般由钢板、粘接隔热层和摩擦块构成,其中摩擦块由摩擦材料、粘合剂组成,刹车时被挤压在刹车盘或刹车鼓上产生摩擦,从而达到车辆减速刹车的目的。
一般采用热压成型的工艺来制造刹车片毛坯,在对刹车片毛坯进行进一步的加工。现有的热压成型机在使用时一般是往模具中添加原材料,然后进行热压成型,取出制得的刹车片毛坯,然后再往模具中添加原材料。这种生产方式无法实现连续生产,生产效率较低。
发明内容
有鉴于此,有必要提供一种刹车片热压成型机,用以解决现有技术中热压成型机在生产刹车片毛坯时不能做到连续生产,导致生产效率不高的技术问题。
本发明提供一种刹车片热压成型机,该刹车片热压成型机包括:加热装置、压紧装置以及模具,加热装置包括加热主体以及加热器,加热主体上至少贯穿开设有一个成型通道,成型通道具有一模具置入开口,成型通道横截面保持恒定,并且成型通道的横截面形状大小与模具的横截面完全相同,加热器与加热主体连接并用于加热成型通道;模具上表面形状与刹车片下表面对应,模具下表面形状与刹车片上表面对应,多个模具依次内置于成型通道内并与成型通道内壁过渡配合连接,相邻两个模具上下表面之间形成有刹车片的成型腔,成型腔内填充有成型物料;压紧装置的运动端正对模具置入开口,能够推动模具穿过成型通道,模具依次经由模具置入开口被压紧装置的运动端压合于成型通道内。
进一步的,压紧装置包括基座、顶板、下压板、导向杆以及动力机构,导向杆竖直设置,下端与基座固定连接,上端与顶板固定连接,下压板与导向杆滑动连接,动力机构的固定端与顶板固定连接,其活动端与下压板固定连接,能够带动下压板沿导向杆滑动。
进一步的,压紧装置还包括下压头,下压头一端与下压板固定连接,另一端正对成型通道。
进一步的,下压头正对成型通道一端的形状与模具上表面相配合,使得下压头接触模具时,能够贴合模具上表面。
进一步的,基座上表面形成加工面,加热主体下端与加工面固定连接,使得成型通道竖直设置并且正对加工面,加热主体底部开设有取料口连通成型通道。
进一步的,加热器为电热丝,其内置于加热主体内。
进一步的,刹车片热压成型机还包括滑动座,滑动座固定设置于加工面上,一端位于成型通道内,另一端穿过取料口延伸至成型通道外,滑动座上表面形状与模具下表面形状相配合。
进一步的,取料口与滑动座之间形成的空间仅能容纳一个刹车片穿过。
进一步的,沿滑动座延伸方向,滑动座上表面开设有一取料槽,模具下表面开设有正对取料槽的勾连槽。
与现有技术相比,本刹车片热压成型机在生产刹车片毛坯时,将模具放置于成型通道内,然后在模具上添加原材料粉末,再盖上另一个模具,压紧装置推动模具沿着成型通道移动,再在模具上添加原材料粉末以及模具,重复上述过程直至穿过成型通道;通过控制成型通道的长度就可以确保模具通过成型通道的时间等于原料需要被加热的时间,即在模具通行的过程中即完成热压成型,操作人员只需要在成型通道一端添加原料粉末,在另一端取出制得的刹车片毛坯即可,通过这样的连续生产能够有效提高刹车片毛坯的生产速率。
附图说明
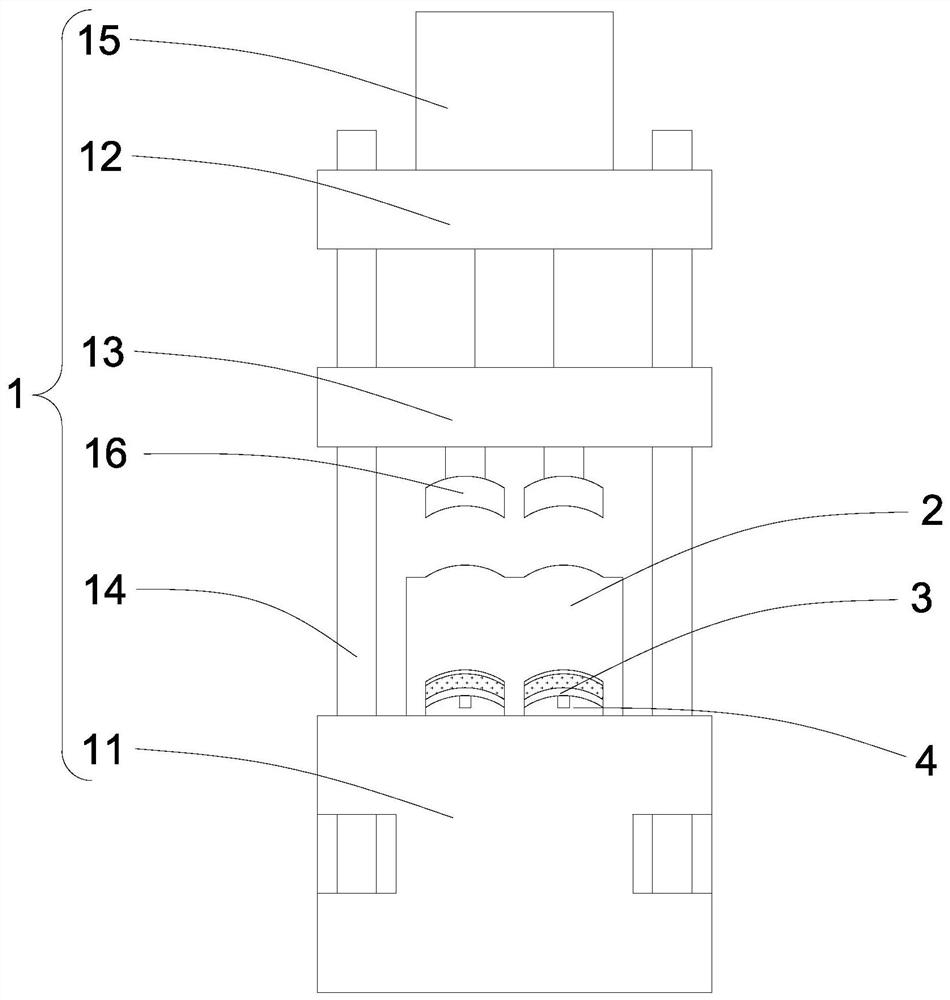
图1为本发明提供的刹车片热压成型机第一实施例的正视图;
图2为图1中加热装置的剖视图;
图3为图1中模具的结构示意图;
图4为图1中滑动座的结构示意图。
具体实施方式
下面结合附图来具体描述本发明的优选实施例,其中,附图构成本申请一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
请参见图1至图4,本刹车片热压成型机包括压紧装置1、加热装置2、模具3以及滑动座4,用于将原材料粉末热压制成刹车片毛坯5。
压紧装置1包括基座11、顶板12、下压板13、导向杆14、动力机构15以及下压头16。基座11设置于底面上,基座11的上表面水平,为工作面。顶板12设置于基座11的正上方,导向杆14竖直设置,下端与基座11固定连接,上端与顶板12固定连接。在本实施例中,导向杆14共有四根,相互平行并且分别位于一个矩形的四个角上,四根导向杆14合围成一个矩形。采用这样的布置方法,能够确保基座11和顶板12之间连接牢固程度。下压板13与各个导向杆14同时滑动连接,能够沿着导向杆14滑动。动力机构15的固定端设置于顶板12上,它的活动端与导向杆14平行并且固定连接下压板13,能够带动下压板13沿着导向杆14滑动。在本实施例中,由于动力机构15的载荷较大,优选采用液压油缸作为动力机构15。下压板13上设置有一个或多个下压头16,下压头16与加热装置2对应,并且下压头16接触模具3的那一端的形状与模具3对应,使其能够充分贴合模具3,增大受力面积以减小压强,避免压强过大损坏模具3。
加热装置2包括加热主体21以及加热器22。加热主体21固定设置于基座11的加工面上,即位于下压板13的正下方。在加热主体21上贯穿开设有一个或多个成型通道,通过设置多个成型通道,就能够同时生产多块刹车片,提高生产效率。成型通道竖直设置并且与下压头16一一对应,使得下压头16能够在动力机构15的驱动下伸入到成型通道内。在加热主体21的底部接触工作面的位置开设有取料口,操作人员可以通过取料口取出成型通道内经过热压成型制得的刹车片毛坯5。成型通道各处的横截面保持恒定,均与模具3的横截面完全相同。加热器22不加热时,将模具3放入到成型通道内,模具3与成型通道的内壁过渡配合。
加热器22用于对成型通道进行加热,使得成型通道内保持将刹车片原材料制成涉车片毛坯所需要的最佳温度。在本实施例中,加热器22选用电热丝,内置于加热主体21内,通电之后就能够产生热量加热成型腔。进一步的,加热主体21中位于电热丝与成型通道之间的部分优选采用导热材料制作,方便热量传递,而电热丝与外界之间的部分优选采用隔热材料制作,减缓热量的耗散,既节约能源,又能降低加工工位附近的温度,改善加工条件。
模具3下表面的形状尺寸与刹车片5上表面的形状尺寸相对应,模具3上表面的形状尺寸与刹车片5下表面的形状尺寸相对应。由于刹车片5在工作时需要贴合轮毂或刹车盘,与之发生接触并在接触面上产生摩擦阻力来降低车速。因此刹车片5一般为圆弧形,因此在本实施例中,模具3也对应的设置成圆弧形结构。
在基座11的加工面上还固定设置有滑动座4,滑动座4也与成型通道一一对应。滑动座4为长条型的结构,上表面与模具3的下表面相对应,使得模具3放置在滑动座4上时,模具3的下表面能够充分贴合滑动座4。并且沿着滑动座4的轴线方向滑动。滑动座4一端延伸至成型通道内,另一端穿过取料口延伸至成型通道外。并且当模具3放入成型通道时需要正对滑动座4,使得在穿过成型通道之后能够正好落在模具3上,并与模具3充分贴合。
进一步的,为了方便从滑动座4上取下模具3,沿滑动座4延伸方向,在滑动座4上表面开设有一取料槽41,模具3下表面开设有正对取料槽41的勾连槽。当成型通道内的模具3移动到滑动座4上时,使用人员可以使用前端带勾子的取料工具,从取料槽41中伸入,勾住模具3下表面的勾连槽,将模具3以及模具3上的刹车片5沿着滑动座4穿过取料口勾出成型通道。并且滑动座4与取料口之间的空间,仅能容纳一个模具3和模具3上的刹车片毛坯通过。
生产刹车片5毛坯时,先对加热器22通电使其开始工作,产生热量是的成型通道内达到热压成型的温度并保持。然后将模具3放入到成型通道内。由于加热主体21被加热器22加热,体积膨胀,使得成型通道的内壁尺寸出现少量缩小,模具3的四周边缘与成型通道的内壁抵接并在摩擦力的作用下保持静止。然后控制动力机构15工作,驱动下压板13沿着导向杆14朝向成型通道运动预先设定好的距离,即一块刹车片5和一块模具3叠摞在一起时的厚度和。下压头16推动成型通道内的模具3克服摩擦力向下移动同样的距离后回到原位。此时模具3位于成型通道内,四周与成型通道内壁紧密抵接,成型通道上端开口,与该模具3合围形成一个容纳空间。向该容纳空间内添加用于生产制造一个刹车片5的适量的原材料粉末,再在原材料粉末上盖亚一个模具3,然后控制动力机构15工作,驱动下压头16推动模具3和原料粉末继续沿着成型通道行进一个额定距离。重复上述过程,即下压头16推动模具3沿成型通道行进一个额定距离之后,在最上方的模具3上添加原材料粉末并放置一个模具3,再推动模具3沿成型通道行进一个额定距离。当模具3和刹车片穿过整个成型通道,即完成了整个热压成型生产流程,原材料粉末已经被热压在一起,成为了一个刹车片5整体。最下方的模具3被推到滑动座4上,并沿着滑动座4被勾出,由于出料口仅能容纳一个模具3和一个刹车片5通过,仅最下方的模具3载着刹车片5从出料口被拉出,其余的模具3和刹车片5受到成型通道内壁的阻碍继续留在成型通道内。直至继续被推动下移,下一个模具3被推到滑动座4上。
按照上述的方法通过在成型通道上方逐一添加原材料粉末和模具3,从成型通道下方逐一取出模具3和刹车片5,实现了连续生产,提高了生产效率。
实施本发明实施例,具有如下有益效果:本刹车片热压成型机在生产刹车片毛坯时,将模具放置于成型通道内,然后在模具上添加原材料粉末,再盖上另一个模具,压紧装置推动模具沿着成型通道移动,再在模具上添加原材料粉末以及模具,重复上述过程直至穿过成型通道;通过控制成型通道的长度就可以确保模具通过成型通道的时间等于原料需要被加热的时间,即在模具通行的过程中即完成热压成型,操作人员只需要在成型通道一端添加原料粉末,在另一端取出制得的刹车片毛坯即可,通过这样的连续生产能够有效提高刹车片毛坯的生产速率。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。