一种薄壁环形组件校型装置
文献发布时间:2023-06-19 09:38:30
技术领域
本发明属于机械装配技术领域,具体涉及一种薄壁环形组件校型装置。
背景技术
航空发动机增压级发动机静子组合件是大推力涡扇发动机所采用的结构,参考图1,增压级静子组合件是由增压级机匣D、静子内环B和整圈均布增压级静子叶片C组成。增压级静子内环属于薄壁零件,易发生变形,在自由状态下椭圆度在2-4mm左右。若将增压级内环校型后与增压级静子叶片焊接,再进行灌胶,形成硅橡胶层A,在试车过程中发现内环出现许多裂纹,因此采用静子内环在自由状态下与叶片根部固定,导致在装配固定后增压级静子内环椭圆度无法保证组合件设计要求。
发明内容
为了解决现有技术中存在的问题,本发明提供一种薄壁环形组件校型装置,用于校正组合件内环尺寸,在灌胶过程中使内环处于限位状态,保证组合件的设计尺寸要求,解决了该类零件灌胶过程中薄壁零件变形导致零件椭圆度不达标的难题。
为了实现上述目的,本发明采用的技术方案是:一种薄壁环形组件校型装置,包括夹具底座、校型组件和施力组件,校型组件包括支座、校型杆、铰链轴和复位机构,支座设置在夹具底盘上;校型杆与支座通过铰链轴连接,校型组件沿某一圆周方向设置多套;复位机构的一端固定于夹具底座,另一端连接校型杆的从动部;施力组件包括压紧螺杆、压环和驱动螺母,压紧螺杆的下端与夹具底座连接,驱动螺母与压紧螺杆螺纹连接,压紧螺杆穿过压环中心,压环设置在驱动螺母的下方,压环一周与校型杆的驱动部铰接或压环一周与校型杆的驱动部上下端面相抵。
压环的一周设置有多个引导组件,引导组件包括定位销、直线衬套以及定位衬套,定位销与夹具底座垂直连接,直线衬套套设在定位销的外侧,定位衬套套设在直线衬套外侧,定位衬套与压环连接。
压环与夹具底座之间设置限位环,限位环与压环连接。
所述复位机构采用拉簧或扭簧。
驱动螺母的下方设置垫板,压环的下方一周设置加强板,并且所述加强板一周开设通孔。
校型杆从动部设置压板,压板与零件接触面的尺寸与零件设计要求型面一致。
校型杆与压环接触的位置设置有支承钉。
压紧螺栓的上方还设置有一压紧环,所述压紧环通过连接螺杆与夹具底座连接。
压紧环的一周设置若干楔形卡块,所述卡块所处圆周不小于待校型零件其中较小端面的直径。
压紧螺杆上方设置转接套筒,转接套筒下端与驱动螺母连接,转接套筒上端设置驱动手柄。
与现有技术相比,本发明至少具有以下有益效果:
本发明所述装置在薄壁组合件灌胶过程中,使内环处于限位状态,通过压紧螺杆和驱动螺母配合形成驱动力,其驱动力大而且移动步长小,能更加准确地向压环以及校型杆施加压力,整个装置与夹具底座连接,能确保其整体性,沿着薄壁组件一周设置多个校型杆,压环上下移动,多个校型杆同时对零件内环进行校型,能确保在需要加压的位置进行施压,能提高本装置的可靠性,最终保证其内环组合件的每一处都符合设计尺寸要求,解决了此类零件在灌胶过程中发生变形导致尺寸无法达到设计要求的难题;该校型装置结构新颖,操作方便,完全能满足组合件灌胶后薄壁组合件内环的尺寸及型面要求。
附图说明
图1是增压级静子组合件示意图。
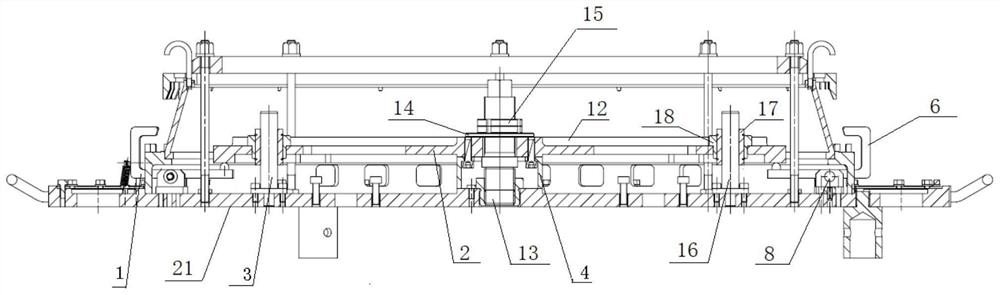
图2是本发明一种可实施的校型装置结构示意图。
图3是本发明一种可实施的校型组件结构示意图。
图4是本发明一种可实施的施力组件结构示意图。
图5是本发明一种可实施的引导组件结构示意图。
图6是本发明一种可实施的增加转接套筒示意图。
具体实施方式
下面结合附图对本发明进行详细阐述。
以增压级静子组合件为例,如图1所示,
参考图2,一种薄壁环形组件校型装置,包括夹具底座21、校型组件1和施力组件2,校型组件1包括支座5、校型杆6、铰链轴8和复位机构组成,支座5设置在夹具底盘上;校型杆6与支座5通过铰链轴8连接,校型杆6沿某一圆周方向设置多个,校型杆6的从动部形成杠杆机构;复位机构的一端固定于夹具底座21,另一端连接校型杆6的从动部;施力组件2包括压紧螺杆13、压环12和驱动螺母15,压紧螺杆13的下端与夹具底座21连接,驱动螺母15与压紧螺杆13螺纹连接,压紧螺杆13穿过压环12中心,压环12设置在驱动螺母15的下方,压环一周与校型杆的驱动部铰接或压环一周与校型杆的驱动部上下端面相抵,压环12的下端面向校型杆6的驱动部施加压力。
驱动螺母15与压环12连接处设置限位环,压环12中设置限位槽,限位环嵌入限位槽,且限位环能在限位槽中转动,驱动螺母15左旋或右旋均能带动压环12移动。
校型装置中校型组件1包括支座5、校型杆6、支承钉7、铰链轴8、垫圈9、开口销10以及拉簧11,如图3所示;支座5固定于夹具底座21;校型杆6设置在支座5上以铰链轴8为中心转动,形成杠杆机构,以铰链轴8为支点,校型杆6分为驱动部和从动部。
校型杆6为钩形,其驱动部水平设置,从动部竖直设置,从动部的顶端设置有水平延伸段,水平延伸段的端面接触待校型零件表面,校型杆6从动部施加的压力沿着压环12的径向并朝向压环12中心方;当然在其驱动部受到压力时,从动部输出力与水平方向可能会有夹角,不是一直处于水平方向。
作为另一个可以实施的方式,校型杆6从动部背离压环12中心方向,压环12一周的顶面与校型杆6驱动部的下表面接触,本发明所述驱动螺母15沿着压紧螺杆13向上移动,压环12向校型杆6施加向上的压力,校型杆6从动部的延伸段可以背离压环的中心方向,朝向环形薄壁组件的外侧,向环形薄壁组件施加向外侧的压力。
在灌胶夹具上采用杠杆原理,增加同步多点位校型装置,调节校型杆位置,实现薄壁零件的校型功能,保证零件的椭圆度要求及相关尺寸要求。本发明装置包括校型组件1、施力组件2、引导组件3和限位环4,如图2所示。本发明装置是增压级发动机静子组合件灌胶夹具中的一部分。
驱动螺母15的下方设置垫板14,压环12的下方一周设置加强板,并且所述加强板一周开设通孔。
所述复位机构采用拉簧11或扭簧。
校型组件1接触零件的型面尺寸与零件设计要求型面一致;拉簧11一端通过螺钉固定于夹具底座21,另一端通过螺钉连接校型杆6,确保在施力组件2未施力时,校型杆6与零件型面分离,保证零件的装夹。
当复位机构采用扭簧时,扭簧的第一扭臂与夹具底座21连接,扭簧的第二扭臂与校型杆6的从动部连接。
为了使校型杆6能用于不同型面的零件,校型杆6从动部设置压板,压板上设置有铰接耳,压板通过所述铰接耳与校型杆6从动部铰接,压板与零件接触面的尺寸与零件设计要求型面一致,而且还能保证校型杆6从动部的向零件施加垂直于其表面的压力。
校型装置中施力组件2包括压环12、压紧螺杆13、垫板14以及驱动螺母15,如图4所示;垫板14和驱动螺母15将压环12固定于压紧螺杆13上,通过压紧螺杆13上外六方或在其外六方上圆孔设置加长手柄旋转压紧螺杆13,使压紧螺杆13在竖直方向上移动,带动压环12做竖直方向运动。若对压紧螺杆13不方便施力转动,可通过压紧螺杆13上外六方处增加转接套筒及驱动手柄进行转动,参考图6。
如图5所示,校型装置中引导组件3包括定位销16、直线衬套17以及定位衬套18,保证施力组件2中压环12竖直运动。
压紧螺栓13的上方还设置有一压紧环,所述压紧环通过连接螺杆与夹具底座21连接;压紧环的一周设置若干楔形卡块,所述卡块所处圆周不小于待校型零件其中较小端面的直径。
校型装置中限位环4,限位环4固定在压环12上,旋转驱动螺母15,压环12带动限位环4竖直向下运动,通过限位环4的高度尺寸H设定,避免零件校正过度。
- 一种薄壁环形组件校型装置
- 一种测量薄壁型环形产品内外径的装置