用于脂质体挤出的智能化制备控制方法及设备
文献发布时间:2023-06-19 18:30:43
技术领域
本发明涉及一种用于脂质体挤出的智能化制备控制方法及设备,适用于医药生物技术领域。
背景技术
药物递送系统是研究药物开发中用于递送药物的载体的研究系统,目前所研究的药物载体有诸如脂肪乳剂、脂质体、微流、微纳米晶体等。而在这些药物载体中,由于脂质体与人体具有良好的生理相容性,被用于药物递送载体时毒副作用小,且对其表面进行适当修饰后可达到良好的靶向和缓释作用,因此很多时候脂质体都是药物载体的优选项。
在制备脂质体时,形成脂质体囊泡后为了保证其良好的递送和释药效果,还需要对其进行加工处理,控制囊泡的粒径。目前的主要技术手段是通过一定的动力源挤压空白或载药脂质体样品使其通过聚碳酸酯膜(Polycarbonate,PC),脂质体囊泡在通过PC膜的过程中受到高压力(如100bar)产生的剪切力作用,使原本较大的脂质体囊泡发生破裂并再次融合形成粒径更小、均一性更好的脂质体囊泡,从而符合其作为DDS药物载体的相关质量指标。而由于脂质体囊泡是由磷脂双分子层通过自组装而形成的空心囊泡。在磷脂自组装过程中需要保证其一直处于相变温度之上,这样才能进行良好的自组装以形成合乎要求的脂质体囊泡。
目前的脂质体加工设备多是一些单体加工设备或简单集成设备,不仅难以满足产业化的大批量加工需求,也不能对加工过程中的温度等参数进行及时且精准的调控,进而就导致产品的合格率低;并且,由于脂质体原料的加工模式通常采用恒流量加工(即原料以恒定的流速通过挤出模块,此过程中溶液的压力会不断变化)或恒压力加工(即原料以恒定的压力通过挤出模块,此过程中溶液的流速会不断变化)两种,加工过程中溶液的压力和流速变化均会导致制备温度产生波动,现有设备并不能时刻对制备温度进行调整,容易导致批间产品的差异大,批间重现性差,难以满足不同原料的不同的工艺需求。
发明内容
为了解决上述现有技术存在的缺陷,本发明提出了一种用于脂质体挤出的智能化制备控制方法及设备。本发明采用的技术方案是:一种用于脂质体挤出的智能化制备控制方法,采用用于脂质体挤出的制备系统,制备系统包括制备单元和控制单元,制备单元包括用于输送脂质体溶液的高压泵、至少一个输入端与高压泵的输出端连通的挤出盘组,挤出盘组包括至少一个挤出盘,每个挤出盘均具有液体夹套,处于同一挤出盘组中的各液体夹套构成夹套组,当挤出盘组的数量大于一个时,多个挤出盘组相互并联,多个夹套组相互并联。当挤出盘组设置为一个时,挤出盘组内的每个挤出盘内均可叠加多张规格沿溶液流向由大到小排列的PC膜,使脂质体原料在流经挤出盘时一次性形成粒径符合要求的脂质体囊泡;而当多个挤出盘组相并联时,除了可采用前述的设置方法,也可以在不同的挤出盘组内设置不同规格的PC膜,令脂质体原料按规格由大到小依次流过对应的挤出盘组,最终形成粒径符合要求的脂质体囊泡。
控制单元包括用于控制挤出盘组内脂质体溶液的温度的温控组件、用于监测挤出盘组内脂质体溶液的温度的监测模块、用于控制制备系统运行的主控模块,温控组件包括与夹套组的输入端相连接的供液管路、与夹套组的输出端相连接的回液管路、分别设置在供液管路和回液管路上并用于控制液体循环流通和断停的温控阀;具体的,温控组件内的液体通常为热水,也可以采用现有技术中其他的传热液体介质,通过在液体夹套内通入热水,采用热水浴的方式控制挤出盘内的制备温度,可以确保加热的稳定性,避免出现较大的温度波动,也可以确保脂质体溶液所受的热量均匀,提高产品的质量。进一步地,通过监测模块对制备温度进行实时监测,并通过主控模块对制备系统的运行进行实时调整,减少脂质体挤出过程中的人工操作,不仅实现了脂质体挤出的智能化加工,为大规模产业化加工提供基础,还确保了对温度调控的及时性和精准度,保证了产品的质量。
制备控制方法包括:
S1、在主控模块中设置制备参数并开始制备,制备参数包括由小到大依次设定的温度值C1、C2、C3、C4,设定通断周期T,设定占空比S;温控阀循环进行开启和关闭,通断周期T为温控阀完成一次开启和关闭的时间,占空比S为单次通断周期T内温控阀开启的时间占整个通断周期T的比值;开始制备时,主控模块启动高压泵,并通过温控阀控制液体夹套内的液体按照设定通断周期T、设定占空比S流动,并持续时间t1,t1时间后执行S2;其中,温度值C1、C2、C3、C4,通断周期T以及占空比S均根据实际脂质体样品的工艺需求进行设定;
S2、主控模块实时采集当前通断周期T中温控阀开启的实际时间t’,并计算当前的实际占空比s= t’/T,同时主控模块控制监测模块监测并采集挤出盘组内脂质体溶液的实时温度c;
然后主控模块将实时温度c与设定温度进行对比:
若C2≤c≤C3,则主控模块控制温控阀保持设定占空比S;C2至C3表示正常的制备温度范围,在正常温度范围时则按设定的制备参数进行制备;
若C1<c<C2,则主控模块控制温控阀延长单次通断周期T中温控阀开启的实际时间t’,增大实际占空比s;即当实际制备温度低于正常制备温度时,则使液体夹套中一个周期内热水供给的时间延长,通过大量的恒温热水为挤出盘内的脂质体溶液提供更多的热量,进而提高制备温度;主控模块控制温控阀增大实际占空比s的方法包括:设定温差值a>b>d,a=C2-C1,若a>△c>b,则每完成一次通断周期T,主控模块控制温控阀将实际占空比s提高s1;若b≥△c>d,则每完成一次通断周期T,主控模块控制温控阀将实际占空比s提高s2;若d≥△c>0,则每完成一次通断周期T,主控模块控制温控阀将实际占空比s提高s3;△c=C2-c,且s1>s2>s3;其中,温差值b、d,占空比提高量s1、s2、s3根据实际脂质体样品的工艺需求进行设定;
若C3<c<C4,则主控模块控制温控阀缩短单次通断周期T中温控阀开启的实际时间t’,降低实际占空比s;即当实际制备温度高于正常制备温度时,则使液体夹套中一个周期内热水供给的时间缩短,减少热水为挤出盘内的脂质体溶液提供的热量,进而降低制备温度;主控模块控制温控阀降低实际占空比s的方法包括:设定温差值e<f<g,g=C4-C3,若0<△c’<e,则每完成一次通断周期T,主控模块控制温控阀将实际占空比s降低s4;若e≤△c’<f,则每完成一次通断周期T,主控模块控制温控阀将实际占空比s降低s5;若f≤△c’<g,则每完成一次通断周期T,主控模块控制温控阀将实际占空比s降低s6;△c’=c-C3,且s6>s5>s4;其中,温差值e、f,占空比提高量s4、s5、s6根据实际脂质体样品的工艺需求进行设定;
若c≤C1,则主控模块控制温控阀延长单次通断周期T中温控阀开启的实际时间t’,令实际占空比s=1;即当实际制备温度低于正常调控温度的下限时,将单个周期内的温控阀调整为全开状态,通过源源不断的热水供应,使脂质体溶液的制备温度快速升高,便于将制备温度快速调整至正常温度范围;
若c≥C4,则主控模块控制温控阀缩短单次通断周期T中温控阀开启的实际时间t’,令实际占空比s=0;即当实际制备温度高于正常调控温度的上限时,将单个周期内的温控阀调整为全关状态,切断后续对液体夹套的热水供应,使脂质体溶液的制备温度快速降低,便于将制备温度快速调整至正常温度范围;
S3、主控模块重复执行步骤S2,直到制备结束。
本控制方法中,通过监测模块实时监测实际制备温度,当实际温度与设定温度的差值较大时,则相应的加大每次周期对热水供给时间调整的幅度,使得脂质体溶液的制备温度快速变化,避免脂质体溶液长时间处于异常制备温度中,而导致产品的不合格率增加;而随着实际温度与设定温度的差值逐渐减小,则相应的降低每次周期对热水供给时间调整的幅度,确保温度可以平稳的调整至正常制备温度,避免出现加热或降温过度而导致温度波动增大,不仅提高了产品质量,也确保了批间产品的重现性。进一步地,可以针对不同的脂质体原料设定不同的调整幅度、通断周期等参数,确保可以适用于不同类型的脂质体加工,提高通用性。
进一步地,步骤S1中,制备参数还包括设定温度警戒值C5、C6,C5<C1且C6>C4;步骤S2中,主控模块将实时温度c与设定温度进行对比:若c≤C5或c≥C6,则主控模块控制制备系统停机,并发出警报;通过设定温度警戒值,确保因设备出现故障而导致温度异常升高或降低时可以及时停止加工并提醒操作人员,避免生产事故的发生。
进一步地,制备单元还包括与高压泵的输入端连接并用于供给脂质体溶液的制备罐组、输入端与挤出盘组的输出端连接的采集罐组,采集罐组的输出端与制备罐组的输入端之间通过循环阀连接,控制单元还包括用于监测制备罐组内液体重量的称重传感器,制备过程中,制备罐组内的脂质体溶液在高压泵的驱动下流入挤出盘,在挤出盘内完成挤出过程后流入采集罐组暂存,当需要重复进行挤出加工时则打开循环阀,将采集罐组内暂存的脂质体溶液转移至制备罐组,以便多次进行挤出加工,若无需再循环加工时,则可以从采集罐组内采集产品。
更进一步地,步骤S1中,制备参数还包括设定循环次数Q、溶液设定余量G,开始制备时,循环阀处于关闭状态。
更进一步地,制备控制方法还包括:
1)开始制备后,主控模块通过称重传感器监测制备罐组内脂质体溶液的实时余量g,并将实时余量与设定余量G进行对比,若g>G,则循环阀保持关闭状态,反之则主控模块打开循环阀,同时在实际循环次数q中增加一次计数,t2时间后,主控模块关闭循环阀;
2)主控模块将实际循环次数q与设定循环次数Q进行对比,若q<Q-1,则重复执行步骤1),反之,则在t3时间后结束制备。
通过称重传感器对制备罐组内的实际余量进行实时监控,当实际余量低于设定值时,则表示脂质体溶液已进行过一次挤出加工,并记录加工的次数,若加工次数已达到需求时,则等待制备单元内剩余的溶液加工完成后结束制备;若加工次数未达到需求,则通过主控模块打开循环阀,将采集罐组内暂存的溶液转移至制备罐组,再次进行挤出加工,方便通过多次循环挤出,加工出粒径符合要求的脂质体囊泡。具体的,设定余量和设定循环次数等参数均可根据实际的脂质体原料进行设定。
进一步地,当单个挤出盘组内的挤出盘的数量大于一个时,多个挤出盘相互并联,可以提高单个挤出盘组的通量,进而提高加工效率。
进一步地,温控组件还包括吹扫模块,制备结束后,主控模块打开位于回液管路上的温控阀,并排空温控组件以及液体夹套内的液体,然后控制吹扫模块对温控组件以及液体夹套进行吹扫,并持续时间t4;通过吹扫模块将供液管路,回液管路及液体夹套内的液体吹干,避免发生锈蚀而导致管路堵塞。
本发明还提供了一种用于脂质体挤出的智能化制备设备,该设备采用上述的用于脂质体挤出的智能化制备控制方法。
由于上述技术方案运用,本发明相较现有技术具有以下优点:
本发明的用于脂质体挤出的智能化制备控制方法及设备,采用用于脂质体挤出的制备系统,将脂质体挤出的加工过程精确化、智能化,降低基础过程中人工操作带来的不良影响;通过以液体作为介质调控脂质体溶液的制备温度,确保制备温度的稳定性,再通过实时监测实际制备温度,并实时自动调控,确保了制备温度的可控与精确,解决了不同类的脂质体原料所需的不同工艺需求,而带来的过程参数控制困难的问题,不仅保证了产品的质量,也保证了产品的批间重现性,实现了产业化放大的工艺要求。
附图说明
后文将参照附图以示例性而非限制性的方式详细描述本发明的一些具体实施例。附图中相同的附图标记标示了相同或类似的组件或部分。本领域技术人员应该理解,这些附图未必是按比例绘制的。附图中:
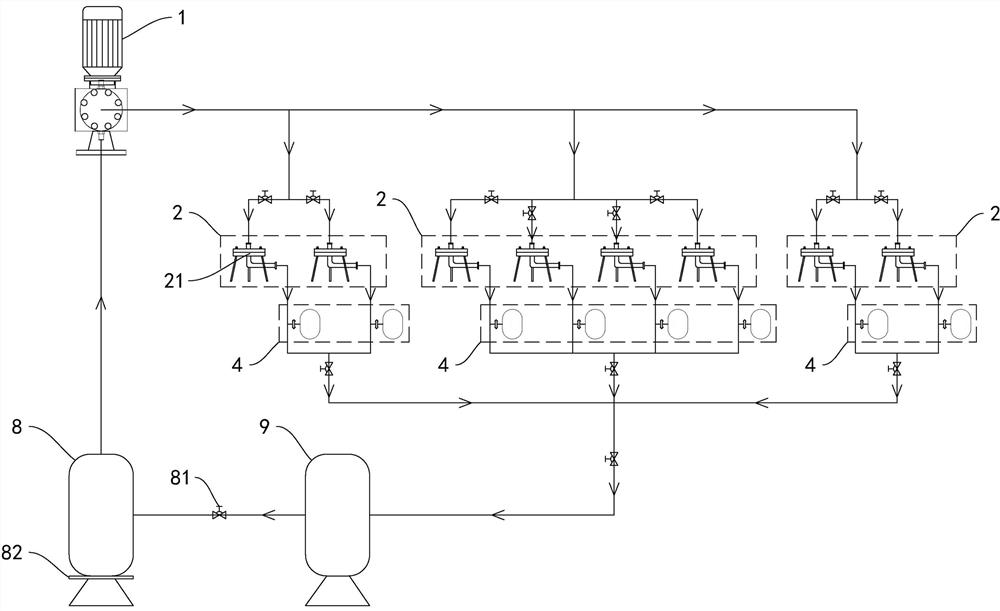
图1是本发明中一个实施例的工艺流程图;
图2是图1所示实施例中温控组件的工艺流程图;
图3是图1所示实施例的逻辑控制图;
图4是图1所示实施例的系统控制图;
其中,附图标记说明如下:
1、高压泵;2、挤出盘组;21、挤出盘;3、夹套组;31、液体夹套;4、监测模块;5、供液管路;6、回液管路;7、温控阀;8、制备罐组;81、循环阀;82、称重传感器;9、采集罐组。
具体实施方式
下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间未构成冲突就可以相互结合。
参考附图1-4,本实施例提供了一种用于脂质体挤出的智能化制备控制方法,采用用于脂质体挤出的制备系统,制备系统包括制备单元和控制单元,制备单元包括用于输送脂质体溶液的高压泵1、至少一个输入端与高压泵1的输出端连通的挤出盘组2,挤出盘组2包括至少一个挤出盘21,每个挤出盘21均具有液体夹套31,处于同一挤出盘组2中的各液体夹套31构成夹套组3,当挤出盘组2的数量大于一个时,多个挤出盘组2相互并联,多个夹套组3相互并联。本实施例中,挤出盘组2的数量设置为三个,在进行制备时,可以在三个挤出盘组2内的每个挤出盘21中均可叠加多张规格沿溶液流向由大到小排列的PC膜,使脂质体原料在流经挤出盘21时一次性形成粒径符合要求的脂质体囊泡,随后可以直接输出为产品,保证效率,也可以通过多次循环挤出进一步确保产品质量,三个挤出盘组2并联可以多路同时制备,提高制备效率;除了上述制备方式外,本实施例还可以在三个挤出盘组2内分别设置不同规格的PC膜,令脂质体原料按规格由大到小依次流过对应的挤出盘组2,最终形成粒径符合要求的脂质体囊泡,该方式可以确保产出的产品质量,也可以防止挤出压力过大而对PC膜造成损耗。
制备单元还包括与高压泵1的输入端连接并用于供给脂质体溶液的制备罐组8、输入端与挤出盘组2的输出端连接的采集罐组9,采集罐组9的输出端与制备罐组8的输入端之间通过循环阀81连接,控制单元还包括用于监测制备罐组8内液体重量的称重传感器82,制备过程中,制备罐组8内的脂质体溶液在高压泵1的驱动下流入挤出盘21,在挤出盘21内完成挤出过程后流入采集罐组9暂存,当需要重复进行挤出加工时则打开循环阀81,将采集罐组9内暂存的脂质体溶液转移至制备罐组8,以便多次进行挤出加工,若无需再循环加工时,则可以从采集罐组9内采集产品。
控制单元包括用于控制挤出盘组2内脂质体溶液的温度的温控组件、用于监测挤出盘组2内脂质体溶液的温度的监测模块4、用于控制制备系统运行的主控模块,温控组件包括与夹套组3的输入端相连接的供液管路5、与夹套组3的输出端相连接的回液管路6、分别设置在供液管路5和回液管路6上并用于控制液体循环流通和断停的温控阀7。本实施例中,温控组件内的传热液体采用恒温热水,水温可根据实际脂质体原料的种类进行设置,通过在液体夹套31内通入热水,采用热水浴的方式控制挤出盘21内的制备温度,可以确保加热的稳定性,避免出现较大的温度波动,也可以确保脂质体溶液所受的热量均匀,提高产品的质量。进一步地,通过监测模块4对制备温度进行实时监测,并通过主控模块对制备系统的运行进行实时调整,减少脂质体挤出过程中的人工操作,不仅实现了脂质体挤出的智能化加工,为大规模产业化加工提供基础,还确保了对温度调控的及时性和精准度,保证了产品的质量。
制备控制方法包括:
S1、在主控模块中设置制备参数并开始制备,制备参数包括由小到大依次设定的温度值C1、C2、C3、C4,设定通断周期T,设定占空比S,设定循环次数Q、溶液设定余量G;温控阀7循环进行开启和关闭,通断周期T为温控阀7完成一次开启和关闭的时间,占空比S为单次通断周期T内温控阀7开启的时间占整个通断周期T的比值;开始制备时,循环阀81处于关闭状态,主控模块启动高压泵1,并通过温控阀7控制液体夹套31内的液体按照设定通断周期T、设定占空比S流动,并持续时间t1,t1时间后执行S2;其中,温度值C1、C2、C3、C4,通断周期T以及占空比S均根据实际脂质体样品的工艺需求进行设定;
S2、主控模块实时采集当前通断周期T中温控阀7开启的实际时间t’,并计算当前的实际占空比s= t’/T,同时主控模块控制监测模块4监测并采集挤出盘组2内脂质体溶液的实时温度c;
然后主控模块将实时温度c与设定温度进行对比:
若C2≤c≤C3,则主控模块控制温控阀7保持设定占空比S;C2至C3表示正常的制备温度范围,在正常温度范围时则按设定的制备参数进行制备;
若C1<c<C2,则主控模块控制温控阀7延长单次通断周期T中温控阀7开启的实际时间t’,增大实际占空比s;即当实际制备温度低于正常制备温度时,则使液体夹套31中一个周期内热水供给的时间延长,通过大量的恒温热水为挤出盘21内的脂质体溶液提供更多的热量,进而提高制备温度;主控模块控制温控阀7增大实际占空比s的方法包括:设定温差值a>b>d,a=C2-C1,若a>△c>b,则每完成一次通断周期T,主控模块控制温控阀7将实际占空比s提高s1;若b≥△c>d,则每完成一次通断周期T,主控模块控制温控阀7将实际占空比s提高s2;若d≥△c>0,则每完成一次通断周期T,主控模块控制温控阀7将实际占空比s提高s3;△c=C2-c,且s1>s2>s3;其中,温差值b、d,占空比提高量s1、s2、s3根据实际脂质体样品的工艺需求进行设定;
若C3<c<C4,则主控模块控制温控阀7缩短单次通断周期T中温控阀7开启的实际时间t’,降低实际占空比s;即当实际制备温度高于正常制备温度时,则使液体夹套31中一个周期内热水供给的时间缩短,减少热水为挤出盘21内的脂质体溶液提供的热量,进而降低制备温度;主控模块控制温控阀7降低实际占空比s的方法包括:设定温差值e<f<g,g=C4-C3,若0<△c’<e,则每完成一次通断周期T,主控模块控制温控阀7将实际占空比s降低s4;若e≤△c’<f,则每完成一次通断周期T,主控模块控制温控阀7将实际占空比s降低s5;若f≤△c’<g,则每完成一次通断周期T,主控模块控制温控阀7将实际占空比s降低s6;△c’=c-C3,且s6>s5>s4;其中,温差值e、f,占空比提高量s4、s5、s6根据实际脂质体样品的工艺需求进行设定;
若c≤C1,则主控模块控制温控阀7延长单次通断周期T中温控阀7开启的实际时间t’,令实际占空比s=1;即当实际制备温度低于正常调控温度的下限时,将单个周期内的温控阀7调整为全开状态,通过源源不断的热水供应,使脂质体溶液的制备温度快速升高,便于将制备温度快速调整至正常温度范围;
若c≥C4,则主控模块控制温控阀7缩短单次通断周期T中温控阀7开启的实际时间t’,令实际占空比s=0;即当实际制备温度高于正常调控温度的上限时,将单个周期内的温控阀7调整为全关状态,切断后续对液体夹套31的热水供应,使脂质体溶液的制备温度快速降低,便于将制备温度快速调整至正常温度范围;
S3、主控模块重复执行步骤S2,直到制备结束;该步骤中,判断制备结束的具体控制方法见下文详述。
本控制方法中,通过监测模块4实时监测实际制备温度,当实际温度与设定温度的差值较大时,则通过控制温控阀7相应的加大每次周期对热水供给时间进行调整的幅度,使得脂质体溶液的制备温度快速变化,避免脂质体溶液长时间处于异常制备温度中而导致产品的不合格率增加;而随着实际温度与设定温度的差值逐渐减小,则通过控制温控阀7相应的降低每次周期对热水供给时间进行调整的幅度,确保温度可以平稳的调整至正常制备温度,避免出现加热或降温过度而导致温度波动增大而影响到制备稳定性,不仅提高了产品质量,也确保了批间产品的重现性。进一步地,可以针对不同的脂质体原料设定不同的调整幅度、通断周期等参数,确保可以适用于不同类型的脂质体加工,提高通用性。
在一种更为优选的实施方案中,步骤S1中,制备参数还包括设定温度警戒值C5、C6,C5<C1且C6>C4;步骤S2中,主控模块将实时温度c与设定温度进行对比:若c≤C5或c≥C6,则主控模块控制制备系统停机,并发出警报。通过设定温度警戒值,确保因设备出现故障而导致温度异常升高或降低时可以及时停止加工并提醒操作人员,避免生产事故的发生。
在一种更为优选的实施方案中,制备控制方法还包括:
1)开始制备后,主控模块通过称重传感器82监测制备罐组8内脂质体溶液的实时余量g,并将实时余量与设定余量G进行对比,若g>G,则循环阀81保持关闭状态,反之则主控模块打开循环阀81,同时在实际循环次数q中增加一次计数,t2时间后,主控模块关闭循环阀81;
2)主控模块将实际循环次数q与设定循环次数Q进行对比,若q<Q-1,则重复执行步骤1,反之,则在t3时间后结束制备;
通过称重传感器82对制备罐组8内的实际余量进行实时监控,当实际余量低于设定值时,则表示脂质体溶液已进行过一次挤出加工,并记录加工的次数,若加工次数已达到需求时,则等待制备单元内剩余的溶液加工完成后结束制备;若加工次数未达到需求,则通过主控模块打开循环阀81,将采集罐组9内暂存的溶液转移至制备罐组8,再次进行挤出加工,方便通过多次循环挤出,加工出粒径符合要求的脂质体囊泡。具体的,设定余量和设定循环次数等参数均可根据实际的脂质体原料进行设定。该部分制备控制方法即为上文步骤S3中所述的判断制备结束的具体控制方法。
在一种更为优选的实施方案中,当单个挤出盘组2内的挤出盘21的数量大于一个时,多个挤出盘21相互并联,可以提高单个挤出盘组2的通量,进而提高加工效率。
在一种更为优选的实施方案中,温控组件还包括吹扫模块,制备结束后,主控模块打开位于回液管路6上的温控阀7,并排空温控组件以及液体夹套31内的液体,然后控制吹扫模块对温控组件以及液体夹套31进行吹扫,并持续时间t4;通过吹扫模块将供液管路5,回液管路6及液体夹套31内的液体吹干,避免发生锈蚀而导致管路堵塞。
本发明还提供了一种生物疫苗智能化设备,该设备采用上述的用于脂质体挤出的智能化制备控制方法。
由于上述技术方案的运用,本发明相较现有技术具有以下优点:
本发明的用于脂质体挤出的智能化制备控制方法及设备,采用用于脂质体挤出的制备系统,将脂质体挤出的加工过程精确化、智能化,降低基础过程中人工操作带来的不良影响;通过以液体作为介质调控脂质体溶液的制备温度,确保制备温度的稳定性,再通过实时监测实际制备温度,并实时自动调控,确保了制备温度的可控与精确,解决了不同类的脂质体原料所需的不同工艺需求,而带来的过程参数控制困难的问题,不仅保证了产品的质量,也保证了产品的批间重现性,实现了产业化放大的工艺要求。
上述实施例只为说明本发明的技术构思及特点,其目的在于让熟悉此项技术的人士能够了解本发明的内容并据以实施,并不能以此限制本发明的保护范围,凡根据本发明精神实质所作的等效变化或修饰,都应涵盖在本发明的保护范围之内。