一种双相不锈钢材料及其在制备海水换热器中的应用
文献发布时间:2023-06-19 19:18:24
技术领域
本发明涉及增材制造(3D打印)技术领域,具体而言,涉及一种双相不锈钢材料及其在制备海水换热器中的应用。
背景技术
双相不锈钢(Duplex Stainless Steel,DSS)中铁素体与奥氏体的比例越接近1:1,能兼具奥氏体的优良韧性和焊接性能以及铁素体的高强度和耐氯化物应力腐蚀性能,综合性能最佳。在海洋环境中,双相不锈钢的抗点蚀、缝隙腐蚀、应力腐蚀及腐蚀疲劳能力均明显优于普通奥氏体不锈钢。因此,双相不锈钢被广泛应用于沿海设施、核电、船舶、海上钻井平台、海水淡化和深海探测等领域,典型应用部件包括换热器(热交换器)、冷凝器、泵、管道、结构件、紧固件等,并对复杂管件需求强烈。
激光选区熔化(Selective laser melting,SLM)技术是代表性的金属激光增材制造技术,突破了传统成型工艺在复杂内外结构上的瓶颈,能够近净成型复杂结构金属零件,还具有成型件致密度高、材料利用率高和力学性能优异等诸多传统加工方式无法媲美的优势。近期,基于SLM技术一体化成型复杂结构双相不锈钢弯管、管道及套管等引起了大量关注。但传统成分双相不锈钢材料多是面向铸造、锻造、轧制等成型工艺。在SLM成型过程中冷却速率高达10
鉴于此,特提出本发明。
发明内容
本发明的目的在于提供一种双相不锈钢材料及其在制备海水换热器中的应用,以克服上述技术问题。
本发明是这样实现的:
第一方面,本发明提供了一种双相不锈钢材料,按质量百分比计,其化学组成为:C≤0.08%、Si≤0.8%、Mn 3-5%、Ni 7-10%、Cr 21-23%、Mo 2.50-3.50%、N 0.08-0.20%、Fe余量。
在一些实施例中,上述双相不锈钢材料的原料是通过气雾化工艺并筛分获得。
在一些实施例中,双相不锈钢材料的原料的粒度分布范围为10-85μm。
第二方面,本发明提供了上述双相不锈钢材料在激光增材制造中的应用。
在一些实施例中,上述应用包括利用上述双相不锈钢材料制备海水换热器。
第三方面,本发明还提供了一种海水换热器,其由申述双相不锈钢材料通过激光增材制造一体化成型制成。
在一些实施例中,激光增材制造中采用的激光参数包括:激光功率220-290W、激光扫描速度600-850mm/s,激光扫描间距50-80μm。
在一些实施例中,海水换热器的制备方法包括通过激光加热熔融预先铺设的薄层双相不锈钢粉末,使双相不锈钢材料一体化成型为海水换热器。
在一些实施例中,双相不锈钢材料经激光增材制造后获得铁素体与奥氏体的比例为(47-52%):(48-53%)的相组成和显微组织。
在一些实施例中,海水换热器包括海水通道以及设置为海水通道内部的热流体管道;
海水通道内壁设有螺旋状扰流结构,用于海水流通时同时产生轴向和径向流动以形成扰流漩涡;
热流体管道为螺旋状,用于延长热流体停留时间、增加与海水的接触面积。
在一些实施例中,扰流结构与热流体管道具有相同的螺旋直径、螺距及倾斜角。
本发明具有以下有益效果:
(1)本发明提供了一种面向激光增材制造技术的双相不锈钢材料,通过增大元素Ni和Mn的含量提高了奥氏体稳定性,使激光成型双相不锈钢中铁素体与奥氏体比例接近1:1,获得最佳的综合性能。解决传统成分双相不锈钢在激光增材制造过程中,因快速熔融和凝固导致的铁素体与奥氏体失衡问题。
(2)本发明提供了上述双相不锈钢材料的激光增材制造方法,实现复杂双相不锈钢零部件的一体化成型,突破了传统成型工艺在结构上的限制。
(3)本发明提供了激光增材制造一体式双相不锈钢海水换热器应用,避免了分体式换热器的装配繁琐及误差等问题,并具有铁素体和奥氏体比例接近1:1的最佳显微组织及综合性能。
附图说明
为了更清楚地说明本发明实施例的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
图1为本发明实施例1中激光增材制造一体式双相不锈钢海水换热器的示意图;
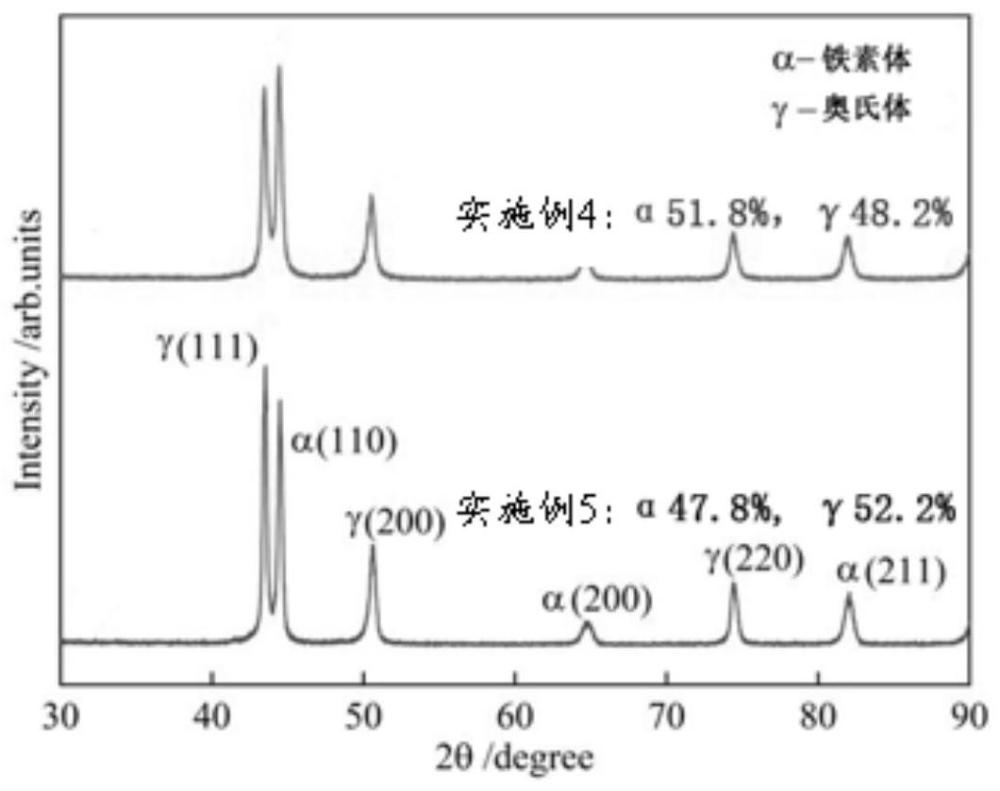
图2为实施例1和实施例2中激光增材制造双相不锈钢的相组成;
图3为本发明对比例1中SLM成型传统成分UNS 31803双相不锈钢。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将对本发明实施例中的技术方案进行清楚、完整地描述。实施例中未注明具体条件者,按照常规条件或制造商建议的条件进行。所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
本发明提供了一种双相不锈钢材料,按质量百分比计,其化学组成为:C≤0.08%、Si≤0.8%、Mn 3-5%、Ni 7-10%、Cr 21-23%、Mo 2.50-3.50%、N 0.08-0.20%、Fe余量。
本发明的双相不锈钢材料是激光增材制造专用的双相不锈钢材料,与传统双相不锈钢材料成分相比,本发明提高了元素Ni和Mn的含量,通过两种元素含量的优化提高了奥氏体稳定性,使其在激光快速熔融和凝固的成型过程中获得接近1:1的铁素体与奥氏体比例。
上述激光增材制造专用双相不锈钢材料是通过气雾化工艺制粉并筛分,取10-85μm的粉末颗粒。
本发明的激光增材制造专用双相不锈钢材料可以应用于海水换热器的制造。
具体地,上述双相不锈钢材料的激光增材制造方法是通过激光增材制造技术一体化成型复杂形状零部件,其激光成型参数包括:激光功率220-290W、激光扫描速度600-850mm/s,激光扫描间距50-80μm。
根据上述激光增材制造方法,利用上述双相不锈钢材料可以制造一种新的一体式海水换热器,一体化成型,解决普通分体式换热器装配误差问题。
该海水换热器包括热流体管道和海水通道。热流体在热流体管道中流动,海水则流通于海水通道,热流体与海水在换热器中完成热量传递和交换,实现对热流体的冷却。
其中,热流体管道位于海水通道内部,热流体管道呈螺旋状,增大与海水的接触面积,并使热流体在换热器内停留足够长的时间。
海水通道内壁设置有螺旋状扰流结构,使海水流通时同时产生轴向和径向流动,形成扰流漩涡。
热流体管道与海水通道的结构能够提高散热效率,形成扰流旋涡。
该扰流结构与热流体管道具有相同的螺旋直径、螺距及倾斜角,并且扰流结构厚度小于热流体管道的螺距。
以下结合实施例对本发明的特征和性能作进一步的详细描述。
实施例1
本实施例提供一种双相不锈钢材料,通过气雾化工艺制备双相不锈钢粉末,筛分出10-55μm的粉末颗粒,为激光增材制造专用双相不锈钢粉末,其化学组成(质量百分比):C0.08%、Si 0.6%、Mn 3%、Ni 9.5%、Cr 23%、Mo 3.50%、N 0.08%、Fe余量。
实施例2
本实施例提供一种双相不锈钢材料,通过气雾化工艺制备双相不锈钢粉末,筛分出25-80μm的粉末颗粒,为激光增材制造专用双相不锈钢粉末,其化学组成(质量百分比):C0.03%、Si 0.8%、Mn 5%、Ni 7%、Cr 21%、Mo 2.50%、N 0.20%、Fe余量。
实施例3
本实施例提供了一体式双相不锈钢海水换热器的结构,其包括海水通道(100)和热流体管道(200),如图1(a)所示。
其中,热流体管道呈螺旋状,位于海水通道内部,海水通道内壁设置有螺旋状扰流结构(101),如图1(b)所示。
扰流结构与热流体管道具有相同的螺旋直径、螺距及倾斜角(图1(c)),并且扰流结构厚度小于热流体管道的螺距,保证扰流结构与热流体管道互不干扰。
热流体在热流体管道中流动,海水则流通于海水通道,热流体与海水在换热器中完成热量传递和交换,冷却热流体。
实施例4
本实施例将实施例1中的双相不锈钢材料制备为实施例3的一体式双相不锈钢海水换热器,该海水换热器是采用激光选区熔化技术一体化成型双相不锈钢海水换热器。具体步骤为:
(1)将薄薄一层双相不锈钢粉末铺设在基板上;
(2)根据上述双相不锈钢海水换热器三维模型数据,在惰性气氛保护下,使用激光束加热熔融预先铺设的薄层双相不锈钢粉末,使双相不锈钢粉末冷却沉积于基板上。
其中,激光成型参数包括:激光功率220W、激光扫描速度600mm/s,激光扫描间距50μm;如此层层堆积,成型一体式双相不锈钢海水换热器。
将上述一体式双相不锈钢海水换热器进行XRD测试,其测试结果如图2所示。经XRD测试和计算得知,激光成型双相不锈钢中铁素体占47.8%,奥氏体占52.2%,二者比例接近1:1。
实施例5
本实施例将实施例2中的双相不锈钢材料制备为实施例3的一体式双相不锈钢海水换热器,该海水换热器是采用激光选区熔化技术一体化成型双相不锈钢海水换热器。具体步骤为:
(1)将薄薄一层双相不锈钢粉末铺设在基板上;
(2)根据上述双相不锈钢海水换热器三维模型数据,在惰性气氛保护下,使用激光束加热熔融预先铺设的薄层双相不锈钢粉末粉末,使双相不锈钢粉末冷却沉积于基板上。
其中,激光成型参数包括:激光功率290W、激光扫描速度850mm/s,激光扫描间距80μm;如此层层堆积,成型一体式双相不锈钢海水换热器。
将上述一体式双相不锈钢海水换热器进行XRD测试,其测试结果如图2所示。经XRD测试和计算得知,激光成型双相不锈钢中铁素体占51.8%,奥氏体占48.2%,二者比例接近1:1。
对比例
本对比例中采用的双相不锈钢材料为:Florian Hengsbach等人采用传统成分UNS31803双相不锈钢(化学成分22Cr-5Ni-3Mo-0.15N),采用相同的激光选区熔化技术制备样品。
参考文献:Hengsbach F,Koppa P,Duschik K,et al.Duplex stainless steelfabricated by selective laser melting-Microstructural and mechanicalproperties[J].Materials&Design,2017,133:136-142.
对上述样品进行XRD测试,其结果如图3所示,其中,图3(a)为SLM成型样品(99%铁素体和1%奥氏体),图3(b)为900℃固溶处理样品(76%铁素体和24%奥氏体),图3(c)为1000℃固溶处理样品(66%铁素体和34%奥氏体),图3(d)为1200℃固溶处理样品(66%铁素体和34%奥氏体)。
从图3可以看出,在激光选区熔化成型后,样品中铁素体占99%,奥氏体含量仅有1%。并且后续通过1000℃固溶热处理,仅能将奥氏体含量提高至34%,远不能达到奥氏体与铁素体1:1的最佳组成。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。