基于智能测控的精密冲床及其自动化生产线
文献发布时间:2023-06-19 19:21:53
技术领域:
本发明涉及高端装备智能制造领域的金属成形机床装备制造技术领域,具体涉及基于智能测控的精密冲床及其自动化生产线。
背景技术:
目前,现有精密冲床结构如图16、17所示,包括机身,机身上部两侧分别设置安装通孔,左侧安装通孔内设置第一支撑套,右侧安装通孔内设置第二支撑套,第一支撑套和第二支撑套分别通过螺栓固定于机身上,第一支撑套内设置有第一轴瓦,第二支撑套内设置有第二轴瓦,第一轴瓦内设有第一轴端,第二轴瓦内设有第二轴端,第一轴端和第二轴端为曲轴的一部分,曲轴中部设有曲拐,曲拐外侧设有连杆瓦,连杆瓦设置连杆盖和连杆形成的孔内,连杆瓦、连杆盖和连杆通过双头螺杆、螺母固定在一起,连杆、连杆盖和连杆瓦随曲轴旋转而上下作往复运动。
现有精密冲床及其生产线传动系统的曲轴与连杆瓦、轴瓦组成滑动摩擦副相对转动,曲轴与连杆瓦、轴瓦在工称力作用下相对旋转运动挤压摩擦导致曲轴轴径及连杆瓦、轴瓦温度持续升高,曲轴轴径受热后向外膨胀导致轴径变粗,连杆瓦受热向内膨胀导致连杆瓦的孔径缩小,造成轴径与铜瓦的配合间隙逐渐减小,一方面,严重制约了精密冲床传动系统的配合精度及旋转速度的提升;另一方面,还会导致曲轴与连杆瓦、轴瓦快速磨损、损伤或抱死停机事故发生。然而,对于曲轴转速较低或精度性能指标要求不高的冲床(机械压力机)基本可以满足要求,但是对于高速、精密冲床及其自动化生产线则无法满足其高速精密运转、稳定可靠的较高性能要求。
随着技术的不断创新,有些技术问题已经得到了初步改善,例如轴及瓦间的快速磨损、损伤或抱死问题,通过以下发明专利初步得到一定的缓解:机械压力机曲轴、轴瓦温升自动控制装置(专利号:ZL201710534546.9),具体解决方案详见发明专利具体内容;但通过实际应用效果发现,还有其他深层次关键技术难题亟待进一步应用基础研究突破,比如说曲轴(芯轴)轴径的温升热膨胀问题,仅靠轴瓦外侧冷空气智能控温虽破解了国际同类产品油冷专利技术的“卡脖子”关键技术制约,但是还会直接影响到轴与轴瓦的智能控温技术效果,从而严重制约曲轴与连杆瓦、轴瓦传动系统(配合间隙)精度及旋转速度(效率)的进一步有效提升。所以,建立精密冲床曲轴轴径与连杆瓦、轴瓦的温升智能控制系统,仍然是制约当前高速精密金属成形机床智能装备性能提升迫切亟待解决智能制造方面面临的关键性技术难题。
需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
发明内容:
本发明的目的在于解决现有技术所存在的问题,提供基于智能测控的精密冲床及其自动化生产线,本发明解决了精密冲床轴、瓦之间高速旋转摩擦发热持续温升导致轴及瓦热膨胀严重制约了精密冲床传动系统配合精度及旋转速度的提升问题,避免轴瓦快速磨损或损伤,延长轴瓦的使用寿命,有效提升了精密冲床的运动速度、精度、生产效率和加工产品质量,实现了精密冲床及其自动化生产线在高效精密智能绿色制造方面的核心关键技术有效突破。
本发明通过采取以下技术方案实现上述目的:
基于智能测控的精密冲床,包括机身,所述机身上部一侧设有第一安装通孔,另一侧设有第二安装通孔,第一安装通孔内设有第一支撑套,第二安装通孔内设有第二支撑套,第一支撑套内设有第一轴瓦,第二支撑套内设有第二轴瓦,第一轴瓦内设有曲轴的第一轴端,第二轴瓦内设有曲轴的第二轴端,曲轴中部设有曲拐,所述曲拐外侧设有连杆瓦,连杆瓦设置在连杆盖和连杆形成的孔内,连杆瓦、连杆盖和连杆通过双头螺杆、螺母固定在一起,连杆、连杆盖和连杆瓦随曲轴旋转而上下作往复运动;
曲拐轴径冷却循环系统,包括多个轴向设置的第一冷却孔,所述第一冷却孔设置在曲拐轴径远离曲轴轴心的一侧上,多个所述第一冷却孔间隔设置,所述第一冷却孔一侧与设置在曲拐上的第一冷风导流器A连接,另一侧与设置在曲拐上的第一冷风导流器B连接,所述第一冷风导流器A与第一冷风导流器B将所有第一冷却孔呈S形串联连通,所述第一冷风导流器A与第一进气支路连接,所述第一冷风导流器B上设有第一排风孔;
连杆瓦冷却循环系统,包括轴向设置的第一循环冷却通道,所述第一循环冷却通道设置在连杆与连杆瓦之间的下半部上,所述第一循环冷却通道一端与第二进气支路连接,另一端与第二排风孔连接;
第一轴端轴径冷却循环系统,包括多个轴向设置的第二冷却孔,所述第二冷却孔设置在第一轴端远离曲拐的一侧上,多个第二冷却孔沿第一轴端轴径圆周方向间隔设置,所述第二冷却孔内端设有第二冷风导流器A,外端设有第二冷风导流器B,所述第二冷风导流器A和第二冷风导流器B将所有第二冷却孔呈S形串联连通,第二冷风导流器B上设有第三排风孔,位于始端的第二冷却孔或第二冷风导流器A与第三进气支路连接;
第一轴瓦冷却循环系统,包括轴向设置的第二循环冷却通道,所述第二循环冷却通道设置在第一轴瓦与第一支撑套之间的上半部上,所述第二循环冷却通道一端与第四进气支路连接,另一端与第四排风孔或第三进气支路连接;
第二轴端轴径冷却循环系统,包括多个轴向设置的第三冷却孔,所述第三冷却孔设置在第二轴端远离曲拐的一侧上,多个第三冷却孔沿第二轴端轴径圆周方向间隔设置,所述第三冷却孔内端设有第三冷风导流器A,外端设有第三冷风导流器B,所述第三冷风导流器A和第三冷风导流器B将所有第三冷却孔呈S形串联连通,所述第三冷风导流器A与第五进气支路连接,所述第三冷风导流器B上设有第五排风孔;
第二轴瓦循环冷却系统,包括轴向设置的第三冷循环冷却通道,所述第三循环冷却通道设置在第二轴瓦与第二支撑套之间的上半部上,所述第三循环冷却通道一端与第六进气支路连接,另一端与第六排风孔连接;
同步智能精准风冷控温系统,包括设置在机身上的风冷机,所述风冷机与电磁阀连接,所述电磁阀通过管路分别与第一进气支路、第二进气支路、第四进气支路、第五进气支路和第六进气支路连接,所述连杆内靠近第一循环冷却通道一侧的连杆瓦处设有第一温度传感器,所述第一支撑套内上部靠近第二循环冷却通道一侧的第一轴瓦处设有第二温度传感器,第二支撑套内上部靠近第三循环冷却通道一侧的第二轴瓦处设有第三温度传感器,所述第一温度传感器、第二温度传感器和第三温度传感器分别与PLC控制器连接,所述PLC控制器分别与风冷机和电磁阀连接。
所有所述第一冷却孔沿曲拐轴径圆周方向间隔设置。
所述曲拐远离曲轴轴心一侧两端分别设有第一安装槽,所述第一安装槽上设有第一冷风导流器A或第一冷风导流器B。
所述第一进气支路包括设置在曲轴左端的第一旋转接头,所述第一旋转接头通过第一进气管与电磁阀连接,所述曲轴中心轴向设有与第一旋转接头连通的第一冷却进风孔,所述第一轴端上径向设有与第一冷却进风孔连通的第一冷却通风孔,所述第一冷却通风孔与第一冷风导流器A连接。
所述第二进气支路包括设置在连杆上的第一接头,所述第一接头通过第二进气管与电磁阀连接,所述连杆上设有与第一接头连通的第二冷却进风孔,所述第二冷却进风孔与第一冷却循环通道连通。
所述第一循环冷却通道包括多个轴向设置的第一循环冷却通道槽A,所述第一循环冷却通道槽A设置在连杆孔内壁下半部上,多个所述第一循环冷却通道槽A沿连杆孔圆周方向间隔设置,所述连杆孔内壁下半部一侧设有将相邻两个第一循环冷却通道槽A连通的第一连通槽A,另一侧设有将相邻两个第一循环冷却通道槽A连通的第一连通槽B,所述第一连通槽A和第一连通槽B将所有第一循环冷却通道槽A呈S形串联连通,位于始端的第一循环冷却通道槽A与第二冷却进风孔连通,位于末端的第一循环冷却通道槽A与第二排风孔连通,所述第二排风孔设置在连杆上,所述第一连通槽A、第一循环冷却通道槽A和第一连通槽B与连杆瓦外壁配合形成封闭的第一循环冷却通道;
或者,所述第一循环冷却通道包括多个轴向设置的第一循环冷却通道槽B,所述第一循环冷却通道槽B设置在连杆瓦外壁下半部上,多个所述第一循环冷却通道槽B沿连杆瓦圆周方向间隔设置,所述连杆瓦外壁下半部一侧设有将相邻两个第一循环冷却通道槽B连通的第一连通槽C,另一侧设有将相邻两个第一循环冷却通道槽B连通的第一连通槽D,所述第一连通槽C和第一连通槽D将所有第一循环冷却通道槽B呈S形串联连通,位于始端的第一循环冷却通道槽B与第二冷却进风孔连通,位于末端的第一循环冷却通道槽B与第二排风孔连通,所述第二排风孔设置在连杆瓦上,所述第一连通槽C、第一循环冷却通道槽B和第一连通槽D与连杆孔配合形成封闭的第一循环冷却通道。
所述第一轴端远离曲拐的一侧两端分别设有第二安装槽,所述第二安装槽上设有第二冷风导流器A或第二冷风导流器B。
所述第四进气支路包括设置在第一支撑套上第二接头,所述第二接头通过第四进气管与电磁阀连通,所述第一支撑套内设有与第二接头连通的第四冷却进风孔,所述第四冷却进风孔与第二循环冷却通道连通。
所述第二循环冷却通道包括多个轴向设置的第二循环冷却通道槽A,所述第二循环冷却通道槽A设置在第一支撑套内孔壁的上半部上,多个所述第二循环冷却通道槽A沿第一支撑套内孔圆周方向间隔设置,所述第一支撑套内孔壁上半部一侧设有将相邻两个第二循环冷却通道槽A连通的第二连通槽A,另一侧设有将相邻两个第二循环冷却通道槽A连通的第二连通槽B,所述第二连通槽A和第二连通槽B将所有第二循环冷却通道槽A呈S形串联连通,位于始端的第二循环冷却通道槽A与第四冷却进风孔连通,位于末端的第二循环冷却通道槽A与第三进气支路连通,所述第二连通槽A、第二循环冷却通道槽A、第二连通槽B与第一轴瓦配合形成封闭的第二循环冷却通道;所述第三进气支路包括设置在第一轴瓦上的轴瓦通气孔、设置在第一轴端外壁上的圆环沟槽和设置在第一轴端上的轴端通气孔,所述轴瓦通气孔将位于末端的第二循环冷却通道槽A与圆环沟槽连通,所述轴端通气孔将圆环沟槽与位于始端的第二冷却孔连通;
或者,所述第二循环冷却通道包括多个轴向设置的第二循环冷却通道槽B,所述第二循环冷却通道槽B设置在第一轴瓦外壁上半部上,多个所述第二循环冷却通道槽B沿第一轴瓦圆周方向间隔设置,所述第一轴瓦外壁上半部一侧设有将相邻两个第二循环冷却通道槽B连通的第二连通槽C,另一侧设有将相邻两个第二循环冷却通道槽B连通的第二连通槽D,所述第二连通槽C和第二连通槽D将所有第二循环冷却通道槽B呈S形串联连通,位于始端的第二循环冷却通道槽B与第四冷却进风孔连通,位于末端的第二循环冷却通道槽B与第四排风孔连通,所述第四排风孔设置在第一轴瓦上,所述第二连通槽C、第二循环冷却通道槽B、第二连通槽D与第一支撑套配合形成封闭的第二循环冷却通道;所述第三进气支路包括径向设置在第一轴端上的第三冷却通风孔,所述第三冷却通风孔一端与第一冷却进风孔连通,另一端与第二冷风导流器A连通。
所述第二轴端远离曲拐的一侧两端分别设有第三安装槽,所述第三安装槽上设有第三冷风导流器A或第三冷风导流器B。
所述第五进气支路包括设置在曲轴右端的第二旋转接头,所述第二旋转接头通过第五进气管与电磁阀连接,所述曲轴中心轴向设有与第二旋转接头连通的第五冷却进风孔,所述第二轴端上径向设有与第五冷却进风孔连通的第五冷却通风孔,所述第五冷却通风孔与第三冷风导流器A连通。
所述第六进气支路包括设置在第二支撑套上的第三接头,所述第三接头通过第六进风管与电磁阀连接,所述第二支撑套内设有第六冷却进风孔,所述第六冷却进风孔与第三循环冷却通道连通。
所述第三循环冷却通道包括多个轴向设置的第三循环冷却通道槽A,所述第三循环冷却通道槽A设置在第二支撑套内孔壁上半部上,多个所述第三循环冷却通道槽A沿第二支撑套内孔圆周方向间隔设置,所述第二支撑套内孔壁上半部一侧设有将相邻两个第三循环冷却通道槽A连通的第三连通槽A,另一侧设有将相邻两个第三循环冷却通道槽A连通的第三连通槽B,所述第三连通槽A和第三连通槽B将所有第三循环冷却通道槽A呈S形串联连通,位于始端的第三循环冷却通道槽A与第六冷却进风孔连通,位于末端的第三循环冷却通道槽A与第六排风孔连通,所述第六排风孔设置在第二支撑套上,所述第三连通槽A、第三循环冷却通道槽A和第三连通槽B与第二轴瓦外壁配合形成封闭的第三循环冷却通道;
或者,所述第三循环冷却通道包括多个轴向设置的第三循环冷却通道槽B,所述第三循环冷却通道槽B设置在第二轴瓦外壁上半部上,多个所述第三循环冷却通道槽B沿第二轴瓦圆周方向间隔设置,所述第二轴瓦外壁上半部一侧设有将相邻两个第三循环冷却通道槽B连通的第三连通槽C,另一侧设有将相邻两个第三循环冷却通道槽B连通的第三连通槽D,所述第三连通槽C和第三连通槽D将所有第三循环冷却通道槽B呈S形串联连通,位于始端的第三循环冷却通道槽B与第六冷却进风孔连通,位于末端的第三循环冷却通道槽B与第六排风孔连通,所述第六排风孔设置在第二轴瓦和第二支撑套上,所述第三连通槽C、第三循环冷却通道槽B和第三连通槽D与第二支撑套内孔壁配合形成封闭的第三循环冷却通道。
基于智能测控的精密冲床自动化生产线,包括如上所述的基于智能测控的精密冲床。
本发明采用上述技术方案,能够带来如下有益效果:
考虑到温升对传动系统配合精度的重要影响因素,基于温控基础理论应用研究,建立智能控温下的气路控温和温度检测控制集成技术系统,结合创新结构设计与PLC控制器控制集成技术,采用温度数据采集、数据分析、主动预警和提前干预方式,运用冷空气作为降温最廉价介质,工作时由机身上变频调速风冷机、电磁阀结合智能降温系统设置优化参数控制调整各进气口的启停、流量、流速、温度,通过冷空气输入曲轴及其配合的支撑套、连杆、轴瓦、连杆瓦的冷风通道直接作用,使其完全处于接触状态,能够提供轴端轴径与其轴瓦、曲拐轴径与连杆瓦相配合的整体分别同步启停全面系统智能快速精准降温,降低高频冲压作业下高速运动的热温升,从而缩小轴径与其轴瓦温升范围,减小热温升对传动环节精度效率大幅度提升的严重制约,通过结构创新设计显著的提升轴径与轴瓦的配合精度、旋转速度。现有技术(国家标准)轴与轴瓦普遍温升为40℃,最高温度不超过70℃,通过本发明的实验和仿真预测证实创新的智能温控系统技术将高速旋转轴瓦温升范围有效控制在5-20℃内,最高温度不超过40℃,轴瓦、轴径回转运动间隙与轴径比值由现有技术的8~10/1000000优化缩小到3~4/1000000,产品精度比国家标准提高1倍以上,加快旋转速度提升效率50~70%,显著提升整机精度、效率和可靠性,延长轴瓦的使用寿命50%以上。
附图说明:
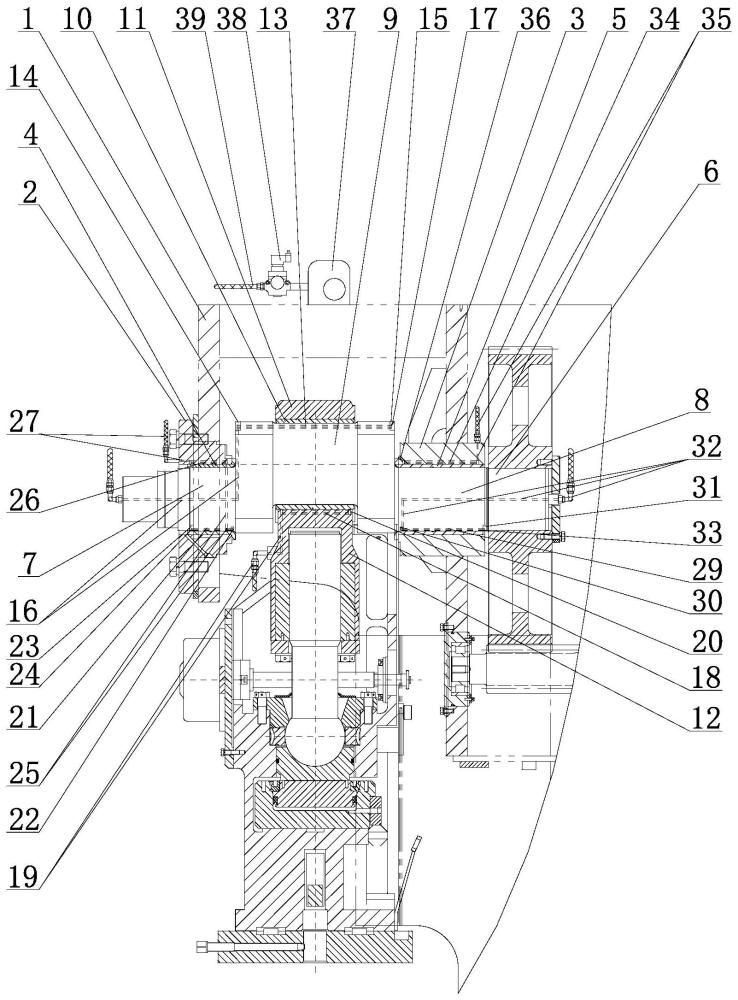
图1为本发明实施1基于智能测控的精密冲床的结构示意图;
图2为本发明实施例1温度传感器的安装示意图;
图3为本发明实施例1曲拐及第一轴端循环冷却的结构示意图;
图4为本发明实施例1连杆孔的俯视结构图;
图5为本发明实施例1第一支撑套的仰视结构示意图;
图6为本发明实施例1第二轴端循环冷却的结构示意图;
图7为本发明实施例1第二支撑套的仰视结构示意图;
图8为本发明实施例2第一循环冷却通道设置在连杆瓦上的结构示意图;
图9为本发明实施例2连杆瓦上的仰视结构示意图;
图10为本发明实施例3第二循环冷却通道设置在第一轴瓦上的结构示意图;
图11为本发明实施例3第一轴瓦的俯视结构示意图;
图12为本发明实施例4第三循环冷却通道设置在第二轴瓦上的结构示意图;
图13为本发明实施例4第二轴瓦的俯视结构示意图;
图14为本发明实施例5第一循环冷却通道设置在连杆瓦上、第二循环冷却通道设置在第一轴瓦上的结构示意图;
图15为本发明实施例6第一循环冷却通道设置在连杆瓦上、第三循环冷却通道设置在第二轴瓦上的结构示意图;
图16为本发明实施例7第二循环冷却通道设置在第一轴瓦上、第三循环冷却通道设置在第二轴瓦上的结构示意图;
图17为本发明实施例8第一循环冷却通道设置在连杆瓦上、第二循环冷却通道设置在第一轴瓦上、第三循环冷却通道设置在第二轴瓦上的结构示意图;
图18为现有精密机床的结构示意图;
图19为现有精密机床的侧视结构示意图;
图中,1、机身,2、第一支撑套,3、第二支撑套,4、第一轴瓦,5、第二轴瓦,6、曲轴,7、第一轴端,8、第二轴端,9、曲拐,10、连杆瓦,11、连杆盖,12、连杆,13、第一冷却孔,14、第一冷风导流器A,15、第一冷风导流器B,16、第一进气支路,1601、第一旋转接头,1602、第一进气管,1603、第一冷却进风孔,1604、第一冷却通风孔,17、第一排风孔,18、第一循环冷却通道,1801、第一循环冷却通道槽A,1802、第一连通槽A,1803、第一连通槽B,1804、第一循环冷却通道槽B,1805、第一连通槽C,1806、第一连通槽D,19、第二进气支路,1901、第一接头,1902、第二进风管,1903、第二冷却进风孔,20、第二排风孔,21、第二冷却孔,22、第二冷风导流器A,23、第二冷风导流器B,24、第三排风孔,25、第三进气支路,2501、轴瓦通孔,2502、圆环沟槽,2503、轴端通孔,2504、第三冷却通风孔,26、第二循环冷却通道,2601、第二循环冷却通道槽A,2602、第二连通槽A,2603、第二连通槽B,2604、第一循环冷却通道槽B,2605、第二连通槽C,2606、第二连通槽D,27、第四进气支路,2701、第二接头,2702、第四进风管,2703、第四冷却进风孔,28、第四排风孔,29、第三冷却孔,30、第三冷风导流器A,31、第三冷风导流器B,32、第五进气支路,3201、第二旋转接头,3203、第五进风管,3203、第五冷却进风孔,3204、第五冷却通风孔,33、第五排风孔,34、第三循环冷却通道,3401、第三循环冷却通道槽A,3402、第三连通槽A,3403、第三连通槽B,3404、第三循环冷却通道槽B,3405、第三连通槽C,3406、第三连通槽D,35、第六进气支路,3501、第三接头,3502、第六进风管,3503、第六冷却进风孔,36、第六排风孔,37、风冷机,38、电磁阀,39、管路,40、第一温度传感器,41、第二温度传感器,42、第三温度传感器,43、第一安装槽,44、第二安装槽,45、第三安装槽,46、连杆孔。
具体实施方式:
为了更清楚的阐释本发明的整体构思,下面结合说明书附图以示例的方式进行详细说明。
在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
在本发明中,术语“轴向”、“径向”、“圆周方向”、“端部”、“A”、“B”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
在本发明中,除非另有明确的规定和限定,术语“设有”、“设置”、“连接”、“连通”等术语应做广义理解,例如,“设有”和“设置”可以是固定安装,也可以是可拆卸安装,或成一体;“连接”可以是直接相连,也可以通过中间媒介连接。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
实施例1
如图1-7所示,基于智能测控的精密冲床,包括机身1,所述机身1上部一侧设有第一安装通孔,另一侧设有第二安装通孔,第一安装通孔内设有第一支撑套2,第二安装通孔内设有第二支撑套3,第一支撑套2内设有第一轴瓦4,第二支撑套3内设有第二轴瓦5,第一轴瓦4内设有曲轴6的第一轴端7,第二轴瓦5内设有曲轴6的第二轴端8,曲轴6中部设有曲拐9,所述曲拐9外侧设有连杆瓦10,连杆瓦10设置在连杆盖11和连杆12形成的孔内,连杆瓦10、连杆盖11和连杆12通过双头螺杆、螺母固定在一起,连杆12、连杆盖11和连杆瓦10随曲轴6旋转而上下作往复运动。精密冲床及其自动化生产线的冲压过程中,连杆12上下反复运动到靠近下死点公称压力角时,连杆瓦10下部和轴瓦上部开始受挤压力作用,越接近下死点处的向外侧远离中心位置曲拐9轴径与连杆瓦10下部滑动面比压最大,实际测试此处的曲拐9轴径与连杆瓦10是摩擦发热根源。其次,轴端轴径与轴瓦的上部滑动面比压最大,实际测试发现轴端轴径与轴瓦的上部是发热根源。解决制约传动系统的精度、效率提升关键核心技术难题是如何同时控制曲轴轴径与铜瓦温升,基于温升理论应用基础研究,金属每升高1℃热变形的增加量为1/100000,而热温升影响精密冲床传动系统配合精度的间隙改变包括轴瓦温升内孔缩小、轴径温升变粗叠加结果,所以,只有针对发热根源,依靠智能温控应用进行创新结构设计,精准控制高频冲压作业下高速旋转的发热源热温升,从轴径与瓦全方位同步控温减小其配合间隙范围热变量,才能达到提升传动系统的精度、旋转速度,从根本上解决精密冲床传动系统的精度、效率提升技术难题。
曲拐轴径冷却循环系统,包括多个轴向设置的第一冷却孔13,所述第一冷却孔13设置在曲拐9轴径远离曲轴6轴心的一侧上,多个所述第一冷却孔13间隔设置,所述第一冷却孔13一侧与设置在曲拐9上的第一冷风导流器A14连接,另一侧与设置在曲拐9上的第一冷风导流器B15连接,所述第一冷风导流器A14和第一冷风导流器B15将所有第一冷却孔13呈S形串联连通,所述第一冷风导流器A14与第一进气支路16连接,所述第一冷风导流器B15上设有第一排风孔17;
连杆瓦冷却循环系统,包括轴向设置的第一循环冷却通道18,所述第一循环冷却通道18设置在连杆12与连杆瓦10之间的下半部上,所述第一循环冷却通道18一端与第二进气支路19连接,另一端与第二排风孔20连接;
第一轴端轴径冷却循环系统,包括多个轴向设置的第二冷却孔21,所述第二冷却孔21设置在第一轴端7轴径远离曲拐9的一侧上,多个第二冷却孔21沿第一轴端7轴径圆周方向间隔设置,所述第二冷却孔21内端设有第二冷风导流器A22,外端设有第二冷风导流器B23,所述第二冷风导流器A22和第二冷风导流器B23将所有第二冷却孔21呈S形串联连通,所述第二冷风导流器B23上设有第三排风孔24,所述第二冷却孔21或第二冷风导流器A22与第三进气支路25连接;
第一轴瓦冷却循环系统,包括轴向设置的第二循环冷却通道26,所述第二循环冷却通道26设置在第一轴瓦4与第一支撑套2之间的上半部上,所述第二循环冷却通道26一端与第四进气支路27连接,另一端与第四排风孔28或第三进气支路25连接;
第二轴端轴径冷却循环系统,包括多个轴向设置的第三冷却孔29,所述第三冷却孔29设置在第二轴端8轴径远离曲拐9的一侧上,多个第三冷却孔29沿第二轴端8轴径圆周方向间隔设置,所述第三冷却孔29内端设有第三冷风导流器A30,外端设有第三冷风导流器B31,所述第三冷风导流器A30和第三冷风导流器B31将所有第三冷却孔29呈S形串联连通,所述第三冷风导流器A30与第五进气支路32连接,所述第三冷风导流器B31上设有第五排风孔33;
第二轴瓦循环冷却系统,包括轴向设置的第三冷循环冷却通道34,所述第三循环冷却通道34设置在第二轴瓦5与第二支撑套3之间的上半部上,所述第三循环冷却通道34一端与第六进气支路35连接,另一端与第六排风孔36连接;
同步智能精准风冷控温系统,包括设置在机身1上的风冷机37,所述风冷机37与电磁阀38连接,所述电磁阀38通过管路39分别与第一进气支路16、第二进气支路19、第四进气支路27、第五进气支路32和第六进气支路36连接,所述连杆12内靠近第一循环冷却通道18一侧的连杆瓦10处设有第一温度传感器40,所述第一支撑套2内上部靠近第二循环冷却通道26一侧的第一轴瓦4处设有第二温度传感器41,第二支撑套3内上部靠近第三循环冷却通道34一侧的第二轴瓦5处设有第三温度传感器42,所述第一温度传感器40、第二温度传感器41和第三温度传感器42分别与PLC控制器连接,所述PLC控制器分别与风冷机37和电磁阀38连接。考虑到温升对传动系统配合精度的重要影响因素,基于温控基础理论应用研究,建立智能控温下的气路控温和温度检测控制集成技术系统,结合创新结构设计与PLC控制器控制集成技术,采用温度数据采集、数据分析、主动预警和提前干预方式,运用冷空气作为降温最廉价介质,工作时由机身上变频调速风冷机37、电磁阀38结合智能降温系统设置优化参数控制调整各进气口的启停、流量、流速、温度,通过冷空气输入曲轴6及其配合的支撑套、连杆12、轴瓦、连杆瓦10的冷风通道直接作用,使其完全处于接触状态,能够提供轴端轴径与其轴瓦、曲拐轴径与连杆瓦相配合的整体分别同步启停全面系统智能快速精准降温,降低高频冲压作业下高速运动的热温升,从而缩小轴径与其轴瓦温升范围,减小热温升对传动环节精度效率大幅度提升的严重制约,通过结构创新设计显著的提升轴径与轴瓦的配合精度、旋转速度。现有技术(国家标准)轴与轴瓦普遍温升为40℃,最高温度不超过70℃,通过本发明的实验和仿真预测证实创新的智能温控系统技术将高速旋转轴瓦温升范围有效控制在5-20℃内,最高温度不超过40℃,轴瓦、轴径回转运动间隙与轴径比值由现有技术的8~10/1000000优化缩小到3~4/1000000,产品精度比国家标准提高1倍以上,加快旋转速度提升效率50~70%,显著提升整机精度、效率和可靠性,延长轴瓦的使用寿命50%以上。
所有所述第一冷却孔13沿曲拐9轴径圆周方向间隔设置。实现对整个产热区域的快速降温。
所述曲拐9远离曲轴6轴心一侧两端分别设有第一安装槽43,所述第一安装槽43上设有第一冷风导流器A14或第一冷风导流器B15。实现曲拐9产热源处循环冷却气路的连通。
所述第一进气支路16包括设置在曲轴6左端的第一旋转接头1601,所述第一旋转接头1601通过第一进气管1602与电磁阀38连接,所述曲轴6中心轴向设有与第一旋转接头1601连通的第一冷却进风孔1603,所述第一轴端7上径向设有与第一冷却进风孔1603连通的第一冷却通风孔1604,所述第一冷却通风孔1604与第一冷风导流器A14连接。实现给第一冷却孔13通冷风,进而实现对曲拐9产热源处进行快速精准降温。
所述第二进气支路19包括设置在连杆12上的第一接头1901,所述第一接头1901通过第二进气管1902与电磁阀38连接,所述连杆12上设有与第一接头1901连通的第二冷却进风孔1903,所述第二冷却进风孔1903与第一冷却循环通道18连通。实现给第一冷却循环通道18通冷风。
所述第一循环冷却通道18包括多个轴向设置的第一循环冷却通道槽A1801,所述第一循环冷却通道槽A1801设置在连杆孔46内壁下半部上,多个所述第一循环冷却通道槽A1801沿连杆孔46圆周方向间隔设置,所述连杆孔46内壁下半部一侧设有将相邻两个第一循环冷却通道槽A1801连通的第一连通槽A1802,另一侧设有将相邻两个第一循环冷却通道槽A1801连通的第一连通槽B1803,所述第一连通槽A1802和第一连通槽B1803将所有第一循环冷却通道槽A1801呈S形串联连通,位于始端的第一循环冷却通道槽A1801与第二冷却进风孔1903连通,位于末端的第一循环冷却通道槽A1801与第二排风孔20连通,所述第二排风孔20设置在连杆12上,所述第一连通槽A1803、第一循环冷却通道槽A1801和第一连通槽B1803与连杆瓦10外壁配合形成封闭的第一循环冷却通道18;通过在连杆孔46内壁下半部上加工第一连通槽A1802、第一循环冷却通道槽A1801和第一连通槽B1803实现冷风的流通,对连杆瓦10产热源处进行精准快速降温。
所述第一轴端7远离曲拐9的一侧两端分别设有第二安装槽44,所述第二安装槽44上设有第二冷风导流器A22或第二冷风导流器B23。实现第一轴端7产热源处循环冷却气路的连通。
所述第四进气支路27包括设置在第一支撑套2上的第二接头2701,所述第二接头2701通过第四进风管2702与电磁阀38连接,所述第一支撑套2内设有与第二接头2701连通的第四冷却进风孔2703,所述第四冷却进风孔2703与第二循环冷却通道26连通。实现给第二循环冷却通道26通冷风。
所述第二循环冷却通道26包括多个轴向设置的第二循环冷却通道槽A2601,所述第二循环冷却通道槽A2601设置在第一支撑套2内孔壁的上半部上,多个所述第二循环冷却通道槽A2601沿第一支撑套2内孔圆周方向间隔设置,所述第一支撑套2内孔壁上半部一侧设有将相邻两个第二循环冷却通道槽A2601连通的第二连通槽A2602,另一侧设有将相邻两个第二循环冷却通道槽A2601连通的第二连通槽B2603,所述第二连通槽A2602和第二连通槽B2603将所有第二循环冷却通道槽A2601呈S形串联连通,位于始端的第二循环冷却通道槽A2601与第四冷却进风孔2701连通,位于末端的第二循环冷却通道槽A2601与第三进气支路25连通,所述第二连通槽A2602、第二循环冷却通道槽A2601、第二连通槽B2603与第一轴瓦4配合形成封闭的第二循环冷却通道26;所述第三进气支路25包括设置在第一轴瓦4上的轴瓦通气孔2501、设置在第一轴端7外壁上的圆环沟槽2502和设置在第一轴端7上的轴端通气孔2503,所述轴瓦通气孔2501将位于末端的第二循环冷却通道槽A2601与圆环沟槽2502连通,所述轴端通气孔2503将圆环沟槽2502与位于始端的第二冷却孔21连通;通过在第一支撑套2内孔壁上加工第二连通槽A2602、第二循环冷却通道槽A2601和第二连通槽B2603实现冷风的流通,对第一轴瓦4产热源处进行精准降温,同时还可以通过第三进气支路25给第二冷却孔21供冷风,进而实现对第一轴端7产热源处进行精准降温。
所述第二轴端8远离曲拐9的一侧两端分别设有第三安装槽45,所述第三安装槽45上设有第三冷风导流器A30或第三冷风导流器B31。实现第二轴端8产热源处循环冷却气路的连通。
所述第五进气支路32包括设置在曲轴6右端的第二旋转接头3201,所述第二旋转接头3201通过第五进气管3202与电磁阀38连接,所述曲轴6中心轴向设有与第二旋转接头3202连通的第五冷却进风孔3203,所述第二轴端8上径向设有与第五冷却进风孔3203连通的第五冷却通风孔3204,所述第五冷却通风孔3204与第三冷风导流器A31连通。实现给第三冷却孔29通冷风,进而实现对第二轴端8产热源处进行精准快速降温。
所述第六进气支路35包括设置在第二支撑套3上的第三接头3501,所述第三接头3501通过第六进风管3502与电磁阀38连接,所述第二支撑套3内设有与第三接头3501连通的第六冷却进风孔3503,所述第六冷却进风孔3503与第三循环冷却通道34连通。实现给第三循环冷却通道34供冷风。
所述第三循环冷却通道34包括多个轴向设置的第三循环冷却通道槽A3401,所述第三循环冷却通道槽A3401设置在第二支撑套3内孔壁上半部上,多个所述第三循环冷却通道槽A3401沿第二支撑套3内孔圆周方向间隔设置,所述第二支撑套3内孔壁上半部一侧设有将相邻两个第三循环冷却通道槽A3401连通的第三连通槽A3402,另一侧设有将相邻两个第三循环冷却通道槽A3401连通的第三连通槽B3403,所述第三连通槽A3402和第三连通槽B3403将所有第三循环冷却通道槽A3401呈S形串联连通,位于始端的第三循环冷却通道槽A3401与第六冷却进风孔3501连通,位于末端的第三循环冷却通道槽A3401与第六排风孔36连通,所述第六排风孔36设置在第二支撑套3上,所述第三连通槽A3402、第三循环冷却通道槽A3401和第三连通槽B3403与第二轴瓦5外壁配合形成封闭的第三循环冷却通道34;通过在第二支撑套3内孔壁上加工第三连通槽A3402、第三循环冷却通道槽A3401和第三连通槽B3403实现冷风的连通,实现对第二轴瓦5产热源处进行精准快速降温。
基于智能测控的精密冲床自动化生产线,包括如上所述的基于智能测控的精密冲床。
实施例2
本实施例与实施例1的区别在于:
如图8-9所示,所述第一循环冷却通道18包括多个轴向设置的第一循环冷却通道槽B1804,所述第一循环冷却通道槽B1804设置在连杆瓦10外壁下半部上,多个所述第一循环冷却通道槽B1804沿连杆瓦10圆周方向间隔设置,所述连杆瓦外壁下半部一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽C1805,另一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽D1806,所述第一连通槽C1805和第一连通槽D1806将所有第一循环冷却通道槽B1804呈S形串联连通,所述第一连通槽C1805与第二冷却进风孔1903连通,所述第一连通槽D1806与第二排风孔20连通,所述第二排风孔20设置在连杆瓦10上,所述第一连通槽C1805、第一循环冷却通道槽B1804和第一连通槽D1806与连杆孔46配合形成封闭的第一循环冷却通道18。通过在连杆瓦10外壁下半部上加工第一连通槽C、第一循环冷却通道槽B和第一连通槽D实现冷风的流通,对连杆瓦10发热源处进行精准快速降温。
实施例3
本实施例与上述实施例的区别在于:
如图10-11所示,所述第二循环冷却通道26包括多个轴向设置的第二循环冷却通道槽B2604,所述第二循环冷却通道槽B2604设置在第一轴瓦4外壁上半部上,多个所述第二循环冷却通道槽B2604沿第一轴瓦4圆周方向间隔设置,所述第一轴瓦4外壁上半部一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽C2605,另一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽D2606,所述第二连通槽C2605和第二连通槽D2606将所有第二循环冷却通道槽B2604呈S形串联连通,位于始端第二循环冷却通道槽B2604与第四冷却进风孔2701连通,位于末端的第二循环冷却通道槽B2604与第四排风孔28连通,所述第四排风孔28设置在第一轴瓦4上,所述第二连通槽C2605、第二循环冷却通道槽B2604、第二连通槽D2606与第一支撑套2配合形成封闭的第二循环冷却通道26;所述第三进气支路25包括径向设置在第一轴端7上的第三冷却通风孔2504,所述第三冷却通风孔2504一端与第一冷却进风孔1603连通,另一端与第二冷风导流器A22连通。通过在第一轴瓦4外壁上加工第二连通槽C2605、第二循环冷却通道槽B2604和第二连通槽D2606实现冷风的连通,对第一轴瓦进行精准快速降温,同时第一冷却进风孔1603直接通过第三冷却通风孔2504给第二冷风导流器A22供冷风,进而实现对第一轴端7产热源处进行精准快速降温。
实施例4
本实施例与上述实施例的区别在于:
如图12-13所示,所述第三循环冷却通道34包括多个轴向设置的第三循环冷却通道槽B3404,所述第三循环冷却通道槽B3404设置在第二轴瓦5外壁上半部上,多个所述第三循环冷却通道槽B3404沿第二轴瓦5圆周方向间隔设置,所述第二轴瓦5外壁上半部一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽C3405,另一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽D3406,所述第三连通槽C3405和第三连通槽D3406将所有第三循环冷却通道槽B3404呈S形串联连通,位于始端的第三循环冷却通道槽B3404与第六冷却进风孔3501连通,位于末端的第三循环冷却通道槽B3404与第六排风孔36连通,所述第六排风孔36设置在第二轴瓦5和第二支撑套3上,所述第三连通槽C3405、第三循环冷却通道槽B3404和第三连通槽D3406与第二支撑套3内孔壁配合形成封闭的第三循环冷却通道34。通过在第二轴瓦5外壁上半部上加工第三连通槽C2605、第三循环冷却通道槽B2604和第三连通槽D2606实现循环冷风的连通,实现对第二轴瓦5进行精准快速降温。
实施例5
本实施例与上述实施例的区别在于:
如图14所示,所述第一循环冷却通道18包括多个轴向设置的第一循环冷却通道槽B1804,所述第一循环冷却通道槽B1804设置在连杆瓦10外壁下半部上,多个所述第一循环冷却通道槽B1804沿连杆瓦10圆周方向间隔设置,所述连杆瓦外壁下半部一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽C1805,另一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽D1806,所述第一连通槽C1805和第一连通槽D1806将所有第一循环冷却通道槽B1804呈S形串联连通,位于始端第一循环冷却通道槽B1804与第二冷却进风孔1903连通,位于末端的第一循环冷却通道槽B1804与第二排风孔20连通,所述第二排风孔20设置在连杆瓦10上,所述第一连通槽C1805、第一循环冷却通道槽B1804和第一连通槽D1806与连杆孔46配合形成封闭的第一循环冷却通道18。通过在连杆瓦10外壁下半部上加工第一连通槽C1805、第一循环冷却通道槽B1804和第一连通槽D1806实现冷风的流通,对连杆瓦10产热源处进行精准快速降温。
所述第二循环冷却通道26包括多个轴向设置的第二循环冷却通道槽B2604,所述第二循环冷却通道槽B2604设置在第一轴瓦4外壁上半部上,多个所述第二循环冷却通道槽B2604沿第一轴瓦4圆周方向间隔设置,所述第一轴瓦4外壁上半部一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽C2605,另一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽D2606,位于始端的第二循环冷却通道槽B2604与第四冷却进风孔2701连通,位于末端的第二循环冷却通道槽B2604与第四排风孔28连通,所述第四排风孔28设置在第一轴瓦4上,所述第二连通槽C2605、第二循环冷却通道槽B2604、第二连通槽D2606与第一支撑套2配合形成封闭的第二循环冷却通道26;所述第三进气支路25包括径向设置在第一轴端7上的第三冷却通风孔2504,所述第三冷却通风孔2504一端与第一冷却进风孔1603连通,另一端与位于始端的第二冷风导流器A22连通。通过在第一轴瓦4外壁上加工第二连通槽C2605、第二循环冷却通道槽B2604和第二连通槽D2606实现冷风的连通,对第一轴瓦进行精准快速降温,同时第一冷却进风孔1603直接通过第三冷却通风孔2504给第二冷风导流器A22供冷风,进而实现对第一轴端7产热源处进行精准快速降温。
实施例6
本实施例与上述实施例的区别在于:
如图15所示,所述第一循环冷却通道18包括多个轴向设置的第一循环冷却通道槽B1804,所述第一循环冷却通道槽B1804设置在连杆瓦10外壁下半部上,多个所述第一循环冷却通道槽B1804沿连杆瓦10圆周方向间隔设置,所述连杆瓦外壁下半部一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽C1805,另一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽D1806,所述第一连通槽C1805和第一连通槽D1806将所有第一循环冷却通道槽B1804呈S形串联连通,位于始端的第一循环冷却通道槽B1804与第二冷却进风孔1903连通,位于末端的第一循环冷却通道槽B1804与第二排风孔20连通,所述第二排风孔20设置在连杆瓦10上,所述第一连通槽C1805、第一循环冷却通道槽B1804和第一连通槽D1806与连杆孔46配合形成封闭的第一循环冷却通道18。通过在连杆瓦10外壁下半部上加工第一连通槽C、第一循环冷却通道槽B和第一连通槽D实现冷风的流通,对连杆瓦10产热源处进行精准快速降温。
所述第三循环冷却通道34包括多个轴向设置的第三循环冷却通道槽B3404,所述第三循环冷却通道槽B3404设置在第二轴瓦5外壁上半部上,多个所述第三循环冷却通道槽B3404沿第二轴瓦5圆周方向间隔设置,所述第二轴瓦5外壁上半部一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽C3405,另一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽D3406,所述第三连通槽C3405和第三连通槽D3406将所有第三循环冷却通道槽B3404呈S形串联连通,位于始端第三循环冷却通道槽B3404与第六冷却进风孔3501连通,位于末端的第三循环冷却通道槽B3404与第六排风孔36连通,所述第六排风孔36设置在第二轴瓦5和第二支撑套3上,所述第三连通槽C3405、第三循环冷却通道槽B3404和第三连通槽D3406与第二支撑套3内孔壁配合形成封闭的第三循环冷却通道34。通过在第二轴瓦5外壁上半部上加工第三连通槽C2605、第三循环冷却通道槽B2604和第三连通槽D2606实现循环冷风的连通,实现对第二轴瓦5进行精准快速降温。
实施例7
本实施例与上述实施例的区别在于:
如图16所示,所述第二循环冷却通道26包括多个轴向设置的第二循环冷却通道槽B2604,所述第二循环冷却通道槽B2604设置在第一轴瓦4外壁上半部上,多个所述第二循环冷却通道槽B2604沿第一轴瓦4圆周方向间隔设置,所述第一轴瓦4外壁上半部一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽C2605,另一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽D2606,所述第二连通槽C2605和第二连通槽D2606将所有第二循环冷却通道槽B2604呈S形串联连通,位于始端的第二循环冷却通道槽B2604与第四冷却进风孔2701连通,位于末端的第二循环冷却通道槽B2604与第四排风孔28连通,所述第四排风孔28设置在第一轴瓦4上,所述第二连通槽C2605、第二循环冷却通道槽B2604、第二连通槽D2606与第一支撑套2配合形成封闭的第二循环冷却通道26;所述第三进气支路25包括径向设置在第一轴端7上的第三冷却通风孔2504,所述第三冷却通风孔2504一端与第一冷却进风孔1603连通,另一端与位于始端的第二冷风导流器A22连通。通过在第一轴瓦4外壁上加工第二连通槽C2605、第二循环冷却通道槽B2604和第二连通槽D2606实现冷风的连通,对第一轴瓦进行精准快速降温,同时第一冷却进风孔1603直接通过第三冷却通风孔2504给第二冷风导流器A22供冷风,进而实现对第一轴端7产热源处进行精准快速降温。
所述第三循环冷却通道34包括多个轴向设置的第三循环冷却通道槽B3404,所述第三循环冷却通道槽B3404设置在第二轴瓦5外壁上半部上,多个所述第三循环冷却通道槽B3404沿第二轴瓦5圆周方向间隔设置,所述第二轴瓦5外壁上半部一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽C3405,另一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽D3406,所述第三连通槽C3405和第三连通槽D3406将所有第三循环冷却通道槽B3404呈S形串联连通,位于始端的第三循环冷却通道槽B3404与第六冷却进风孔3501连通,位于末端的第三循环冷却通道槽B3404与第六排风孔36连通,所述第六排风孔36设置在第二轴瓦5和第二支撑套3上,所述第三连通槽C3405、第三循环冷却通道槽B3404和第三连通槽D3406与第二支撑套3内孔壁配合形成封闭的第三循环冷却通道34。通过在第二轴瓦5外壁上半部上加工第三连通槽C2605、第三循环冷却通道槽B2604和第三连通槽D2606实现循环冷风的连通,实现对第二轴瓦5进行精准快速降温。
实施例8
本实施例与上述实施例的区别在于:
如图17所示,所述第一循环冷却通道18包括多个轴向设置的第一循环冷却通道槽B1804,所述第一循环冷却通道槽B1804设置在连杆瓦10外壁下半部上,多个所述第一循环冷却通道槽B1804沿连杆瓦10圆周方向间隔设置,所述连杆瓦外壁下半部一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽C1805,另一侧设有将相邻两个第一循环冷却通道槽B1804连通的第一连通槽D1806,所述第一连通槽C1805和第一连通槽D1806将所有第一循环冷却通道槽B1804呈S形串联连通,位于始端的第一循环冷却通道槽B1804与第二冷却进风孔1903连通,位于末端的第一循环冷却通道槽B1804与第二排风孔20连通,所述第二排风孔20设置在连杆瓦10上,所述第一连通槽C1805、第一循环冷却通道槽B1804和第一连通槽D1806与连杆孔46配合形成封闭的第一循环冷却通道18。通过在连杆瓦10外壁下半部上加工第一连通槽C1805、第一循环冷却通道槽B1804和第一连通槽D1806实现冷风的流通,对连杆瓦10产热源处进行精准快速降温。
所述第二循环冷却通道26包括多个轴向设置的第二循环冷却通道槽B2604,所述第二循环冷却通道槽B2604设置在第一轴瓦4外壁上半部上,多个所述第二循环冷却通道槽B2604沿第一轴瓦4圆周方向间隔设置,所述第一轴瓦4外壁上半部一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽C2605,另一侧设有将相邻两个第二循环冷却通道槽B2604连通的第二连通槽D2606,所述第二连通槽C2605和第二连通槽D2606将所有第二循环冷却通道槽B2604呈S形串联连通,位于始端的第二循环冷却通道槽B2604与第四冷却进风孔2701连通,位于末端的第二循环冷却通道槽B2604与第四排风孔28连通,所述第四排风孔28设置在第一轴瓦4上,所述第二连通槽C2605、第二循环冷却通道槽B2604、第二连通槽D2606与第一支撑套2配合形成封闭的第二循环冷却通道26;所述第三进气支路25包括径向设置在第一轴端7上的第三冷却通风孔2504,所述第三冷却通风孔2504一端与第一冷却进风孔1603连通,另一端与位于始端的第二冷风导流器A22连通。通过在第一轴瓦4外壁上加工第二连通槽C2605、第二循环冷却通道槽B2604和第二连通槽D2606实现冷风的连通,对第一轴瓦进行精准快速降温,同时第一冷却进风孔1603直接通过第三冷却通风孔2504给第二冷风导流器A22供冷风,进而实现对第一轴端7产热源处进行精准快速降温。
所述第三循环冷却通道34包括多个轴向设置的第三循环冷却通道槽B3404,所述第三循环冷却通道槽B3404设置在第二轴瓦5外壁上半部上,多个所述第三循环冷却通道槽B3404沿第二轴瓦5圆周方向间隔设置,所述第二轴瓦5外壁上半部一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽C3405,另一侧设有将相邻两个第三循环冷却通道槽B3404连通的第三连通槽D3406,位于始端的第三循环冷却通道槽B3404与第六冷却进风孔3501连通,位于末端的第三循环冷却通道槽B3404与第六排风孔36连通,所述第六排风孔36设置在第二轴瓦5和第二支撑套3上,所述第三连通槽C3405、第三循环冷却通道槽B3404和第三连通槽D3406与第二支撑套3内孔壁配合形成封闭的第三循环冷却通道34。通过在第二轴瓦5外壁上半部上加工第三连通槽C2605、第三循环冷却通道槽B2604和第三连通槽D2606实现循环冷风的连通,实现对第二轴瓦5进行精准快速降温。
本申请的基于智能测控的精密冲床的智能控温过程:
当第一温度传感器40测得温度达到设定数值时,PLC控制器控制风冷机37、电磁阀38启动工作向连杆瓦10及曲拐9轴径同时输送冷风,所述冷风的温度、流量、流速可根据系统设定参数智能调控,曲拐9轴径循环冷却系统中的冷风通过第一进风管1602依次进入第一旋转接头1601、第一冷却进风孔1603、第一冷却通风孔1604、第一冷风导流器A14、第一冷却孔13和第一冷风导流器B15,最后通过第一排风孔17排出;连杆瓦10循环冷却系统中的冷风通过第二进风管1902依次进入第一接头1901、第二冷却进风孔1903和第一循环冷却通道18,最后从第二排风孔20排出,冷风直接作用于精密冲压状态主要受力部位曲拐9轴径与连杆瓦10(发热源)达到快速智能控温,当第一温度传感器40测得温度恢复到正常设定数值范围内,PLC控制器控制风冷机37、电磁阀38停止工作,达到曲拐9轴径与连杆瓦10相对应配合的整体同步启停智能快速精准风冷控温效果。
当第二温度传感器41测得温度达到设定数值时,PLC控制器控制风冷机37、电磁阀38启动工作向其指定第一轴瓦4及第一轴端7轴径输送冷风,所述冷风的温度、流量、流速可根据系统设定参数智能调控,第一轴端7轴径循环冷却系统中的冷风通过第一冷却进风孔1603、第三冷却通风孔2504、第二冷风导流器A22、第二冷却孔21和第二冷却分流器B23,最后通过第三排风孔24排出,或者冷风通过第四冷却进风孔2701依次进入第二循环冷却通道26、轴瓦通气孔2501、圆环沟槽2502和轴端通气孔2503进入第二冷却孔21,最后从第三排风孔24排出;第一轴瓦循环冷却系统中的冷风从第四进气管2702进入,然后依次进入第二接头2701、第四冷却进气孔2703和第二循环冷却通道26,最后通过第四排风孔28或第三排风孔24排出,冷风直接作用于精密模锻状态主要受力第一轴端7轴径及第一轴瓦4指定部位(发热源)达到快速智能控温,当第二温度传感器41测得温度恢复到正常设定数值范围内,PLC控制器控制风冷机37和电磁阀38停止工作,达到第一轴端7轴径与第一轴瓦4相对应配合的整体同步启停智能快速精准风冷控温效果。
第三温度传感器42测得温度达到设定数值时,PLC控制器控制风冷机37、电磁阀38启动工作向其指定第二轴瓦5及第二轴端8轴径指定部位同时输送冷风,所述冷风的温度、流量、流速可根据系统设定参数智能调控,第二轴端8轴径循环冷却系统中的冷风通过第五进气管3202进入第二旋转接头3201,然后依次进入第五冷却进风孔3203、第五冷却通风孔3204、第三冷风导流器A30、第三冷却孔29和第三冷风导流器B31,最后通过第五排风孔33排出;第二轴瓦5循环冷却系统中的冷风通过第六进气管3502进入,依然进入第三接头3501、第六冷却进风孔3503和第三循环冷却通道34,最后通过第六排风孔36排出,冷风直接作用于精密冲压状态主要受力的第二轴瓦5及第二轴端8轴径上部(发热源)达到快速智能控温,当温度恢复到正常设定数值范围内,PLC控制器控制风冷机37、电磁阀38停止工作,达到第二轴端8轴径与第二轴瓦5对应配合的整体同步启停智能快速精准风冷控温效果。
上述具体实施方式不能作为对本发明保护范围的限制,对于本技术领域的技术人员来说,对本发明实施方式所做出的任何替代改进或变换均落在本发明的保护范围内。
本发明未详述之处,均为本技术领域技术人员的公知技术。