一种新型床垫生产机械
文献发布时间:2023-06-19 19:27:02
技术领域
本发明涉及床垫机械技术领域,具体涉及一种新型床垫生产机械。
背景技术
弹簧床垫是一种常用的家具。
现有的弹簧床垫生产机械一般是将多条弹簧条用胶粘合生产成床网的。然而首先这种带胶的床网在分解回收时,其胶水会对环境产生污染,不符合现在绿色环保的生态理念;其次,这种生产设备在生产弹簧床垫时,需要通过切割机构将长条的袋装弹簧条分割成若干条短的袋装弹簧条,然后再将这些短的袋装弹簧条进行粘合成型,这就使得在面对一整条的袋装弹簧条时,则需要额外对袋装弹簧条进行分切,使得工序复杂。
因此,提出一种通过焊接成型的无胶弹簧床垫生产机械,该生产机械能够将一条或以上的袋装弹簧条焊接成床网。
发明内容
针对现有技术的不足,本发明旨在提供一种无胶弹簧床垫。
为实现上述目的,本发明采用如下技术方案:
一种新型床垫生产机械,包括焊接定位板、焊接模和导向槽,两个以上的焊接定位板地排列设置用于对弹簧条的弹簧进行限位,所述焊接模和所述导向槽能同步或独立沿所述焊接定位板的排列方向与所述焊接定位板相对位移,一条以上的弹簧条通过所述导向槽进入相邻的两个焊接定位板之间,弹簧条经过所述导向槽后形成蛇形或一字型排列的床网,所述焊接模与所述焊接定位板配合用于将弹簧条形成的床网焊接成形。
进一步的,所有的所述焊接定位板能够同步和/或独立位移使得所述焊接定位板远离或靠近袋装弹簧。
进一步的,所述相邻的两个焊接定位板之间的间距相等。
进一步的,沿所述导向槽的位移方向的两侧,所述导向槽分别设置有至少一个焊接工位,所述焊接模在所述焊接工位上与所述焊接定位板配合焊接。
进一步的,每个所述焊接工位上分别设置有一个焊接模。
进一步的,所述导向槽的侧面设置有至少一个焊接模,所述焊接模与所述导向槽相对位移使得该焊接模能够从一个焊接工位位移到另一个焊接工位。
进一步的,所述焊接定位板的下方设置有承托机构。
进一步的,所述承托机构为输送带,所述输送带的输送方向与所述焊接定位板的排列方向垂直。
本发明具有如下有益效果:
本发明一种新型床垫生产机械通过设置焊接定位板与焊接模,整个工序无需喷胶,符合绿色生产;其次,设置两个以上用于限位的焊接定位板和可位移的导向槽,袋装弹簧通过导向槽逐个进入相邻的两个焊接定位板之间,使得本装置能够将一整条的袋装弹簧焊接成蛇形排列的床网。
附图说明
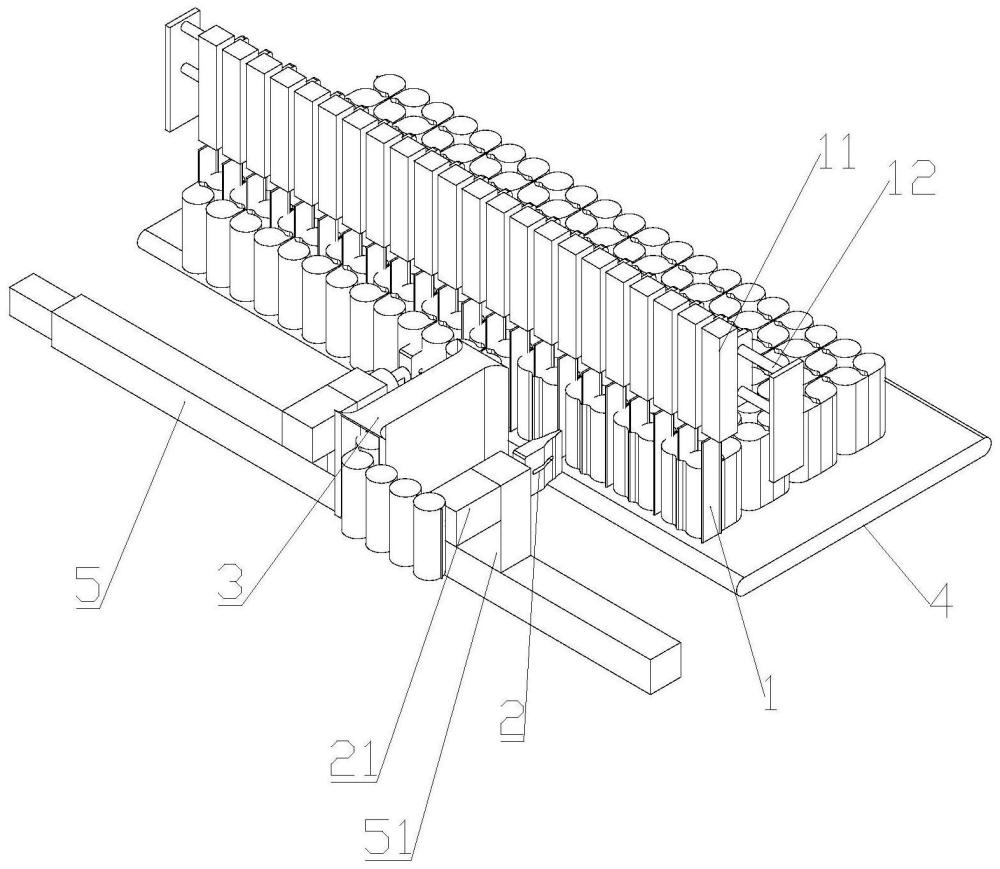
图1为本发明一种新型床垫生产机械的立体结构示意图;
图2为图1隐藏床网后的立体结构示意图;
图3为本发明一种新型床垫生产机械另一种实施例的立体结构示意图;
图4为本发明生产的蛇形排列床网的俯视图。
具体实施方式
下面结合附图及具体实施例,对本发明作进一步的描述,以便于更清楚的理解本发明要求保护的技术思想。
如图1~3所示本发明一种新型床垫生产机械,包括焊接定位板1、焊接模2和导向槽3,两个以上的焊接定位板1间距可调地排列设置用于对弹簧条的弹簧进行限位,所述焊接模2和所述导向槽3能同步沿所述焊接定位板1的排列方向与所述焊接定位板1相对位移,一条以上的弹簧条通过所述导向槽3进入相邻的两个焊接定位板2之间,弹簧条经过所述导向槽3后形成蛇形或一字型排列的床网,所述焊接模2与所述焊接定位板1配合用于将弹簧条形成的床网焊接成形。
本发明在使用时:弹簧条从所属导向槽3入料,所述导向槽3沿所述焊接定位板1的排列方向位移使得袋装弹簧逐个依次进入相邻的两个焊接定位板1之间,在此过程中,当需要对袋装弹簧进行焊接时,所述导向槽3停止运动同时弹簧条停止入料,然后所述焊接模2向所述焊接定位板1方向位移使得焊接模2和焊接定位板1夹紧需要焊接的焊接部进行焊接,完成焊接后所述焊接模2与所述焊接定位板1分离,然后所述导向槽3继续运动同时所述弹簧条继续入料,如此重复,当床网的一行袋装弹簧完成焊接后所述导向槽3反向运动,如此形成蛇形或一字型排列的床网。
本发明的优点为:1、设置焊接定位板与焊接模,整个工序无需喷胶,符合绿色生产;2、设置两个以上用于限位的焊接定位板1和可位移的导向槽3,袋装弹簧通过导向槽3逐个进入相邻的两个焊接定位板1之间,使得本装置能够将一整条的袋装弹簧焊接成蛇形排列的床网。
需要说明的是,本发明还包括安装架51和位移机构5,所述焊接模2和导向槽3均通过安装架51安装在位移机构5上,所述位移机构5用于驱动所述焊接模2和导向槽3同步位移。
如图1~2所示的实施例中,所示位移机构5驱动所示焊接模2和导向槽3同步位移,从而保证所示焊接模2能够跟随所示导向槽3位移。
更具体的,所述位移机构5选用滚珠丝杆机构。
如图1~3所示,滚珠丝杆机构具有驱动位置准确、驱动稳定的优点,利于所示导向槽3和焊接模2快速定位。
需要说明的是,所述焊接模2和导向槽3的间距可调,从而使得所述焊接模2和导向槽3能够根据不同的床网进行等距调节。
需要说明的是,当所述焊接模2和导向槽3能够独立相对所述焊接定位板1进行位移时,则所述焊接模2与所述导向槽3位移时,能够根据不同的需要进行位移,利于生产不同弹簧组合的床网。
进一步的,所述焊接定位板1能够同步和/或独立位移使得所述焊接定位板1远离或靠近袋装弹簧。
更具体的,所述焊接定位板1能够同步远离/靠近所述袋装弹簧,则利于在需要进行下一行袋装弹簧的焊接时候,可以让焊接定位板1整体远离袋装弹簧,然后床网向前位移一行的位置,然后所述焊接定位板1再靠近所述袋装弹簧,从而避免所述焊接定位板1影响工序的连续进行。
更具体的,所述焊接定位板1能够独立远离/靠近所述袋装弹簧,则利于在需要进行下一行袋装弹簧的焊接时候,可以让对下一行袋装弹簧有影响的焊接定位板1独立远离袋装弹簧,然后床网向前位移一行的位置,然后这些焊接定位板1再靠近所述袋装弹簧,从而避免所述焊接定位板1影响工序的连续进行。
与整体同步位移相比,独立位移具有利于更换零件的优点。
进一步的,所述相邻的两个焊接定位板1之间的间距相等。
更具体的,相邻的两个焊接定位板1之间的间距相等,则所述袋装弹簧进入相邻的两个1之间后的间距相等,从而使得每次焊接的间距想到,利于所述焊接模2和导向槽3位移后的焊接,从而保证床网焊接成型后的品质。
进一步的,相邻的两个焊接定位板1之间的间距可调。
更具体的,相邻的两个焊接定位板1之间的间距可调,从而利于所述焊接定位板2能够适应不同尺寸的弹簧,利于本发明的应用范围。
进一步的,沿所述导向槽3的位移方向的两侧,所述导向槽3至少在其中一侧设置有至少一个焊接模1。
更具体的,在所述导向槽3位移时,需要用到所述导向槽3位移方向相反一侧的焊接模2进行焊接。如此保证所述导向槽3正反向均存在焊接模2对床网进行焊接。
进一步的,所述导向槽3的两侧均设置有至少一个焊接模2。
更具体的,每个工位上设置一个焊接模2能够保证所述导向槽3正反向均能对床网进行焊接,利于连续生产。
如图1~3为本发明的其中一种实施例实施例,在本实施例中,所述导向槽3两侧均设置有一个焊接模2,从而所述导向槽3与焊接模2同步正反位移后需要焊接时,均有一个焊接模2能够对床网进行焊接。
进一步的,所述导向槽的一侧设置有至少一个焊接模,所述焊接模与所述导向槽相对位移使得该焊接模能够从导向槽的一侧位移到另一侧。
更具体的,设置可位移的焊接模2,能够在单个焊接模2的前提下实现两侧焊接,从而降低机器的成本。
如图4为本发明的另一种实施例实施例,在本实施例中,所述导向槽3一侧设置有一个焊接模2,所述焊接模2还包括升降机构22和焊接位移机构23,所述升降机构22用于驱动所述焊接模2升降以避开所述导向槽3,所述焊接位移机构23用于驱动所述焊接模2从所述导向槽3的一侧位移到所述导向槽3另一侧,从而使得单个焊接模2能够服务所述导向槽3的正反向焊接需求,降低机器成本。
进一步的,所述焊接定位板的下方设置有承托机构4。
更具体的,通过设置承托机构4,使得床网能够承托在承托机构4上。
进一步的,所述承托机构4为输送带,所述输送带的输送方向与所述焊接定位板1的排列方向垂直。
更具体的,所述承托机构4采用输送带,则所述承托机构4能够驱动床网位移,利于工序的连续进行。
为了让人进一步理解本发明的具体优点,如图4所示为本发明所生产出来的蛇形床网6,所述床网6的焊接部位61如图所示,所述焊接定位板2和焊接模2配合焊接出焊接部位61。
对于本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及变形,而所有的这些改变以及变形都应该属于本发明权利要求的保护范围之内。