一种具有极耳辅助加热机构的热压装置
文献发布时间:2023-06-19 19:37:02
技术领域
本发明属于电池生产制造的技术领域,具体涉及一种具有极耳辅助加热机构的热压装置。
背景技术
随着新能源行业的发展,锂离子电池的应用的不断拓展,广泛应用于电动汽车,储能等领域,其中卷绕/叠片结构的方形锂电池由于其性能优越、制造效率高等特点成为主流的锂电池。由于卷绕/叠片结构的方形锂电池独特的结构优势,可以通过增加单个电池的容量,实现电池包整体质量能量密度的增加,主要方法是增加锂电池的体积(即增加裸电芯的厚度和面积);卷绕/叠片结构的方形铝壳电池制造工艺包括:搅拌、涂布、辊压、模切、分切、卷绕/叠片、热压整形、卷芯配对、卷芯与连接片焊接、连接片顶盖焊接、包聚酯薄膜(mylar)、入壳、顶盖与铝壳焊接、烘烤(Baking)、一次注液,化成,二次注液、密封钉烛接、分容、电压&内阻测试、包膜、尺寸测量等工序;卷绕/叠片后裸电芯处于蓬松状态&隔膜被拉伸,需要通过热压整形工序控制裸电芯厚度、硬度和平整度,才能保证裸电芯自动包mylar、入壳工序进行,并且降低电芯在循环过程中的变形风险;热压整形工序通过热压机对裸电芯进行加热加压,使裸电芯在高温高压下发生塑性形变,达到所需要的裸电芯厚度、硬度以及平整度,同时可以释放卷绕过程中隔膜拉伸应力,降低电芯变形。
现有的热压工艺使用热压板对裸电芯表面进行加热加压,并没有对导热效率高的裸电芯极耳进行加热,且传统热压方式裸电芯内部传热效率低,随着裸电芯厚度的增加,热压时间也会随之增加,导致热压工序产能降低,并且裸电芯内层极片温度未被加热到工艺要求时,快速加压会导致极片折痕处掉粉、甚至极片断裂。
发明内容
本发明的目的在于:针对现有技术的不足,提供一种具有极耳辅助加热机构的热压装置,可解决裸电芯加热加压内部传热效率低,容易造成极片磨损断裂的问题。
为了实现上述目的,本发明采用如下技术方案:
一种具有极耳辅助加热机构的热压装置,包括热压架,所述热压架内部设置有第一热压板和第二热压板,所述第一热压板上端设置连接杆,所述连接杆的两端设置有滑轨,所述热压架的顶部设置有电机,所述电机输出端连接所述连接杆
优选的,所述第二热压板底部设置有第一底座。
优选的,所述极耳辅助加热机构包括第二底座,所述第二底座上设置有壳体,所述壳体内部设置有支撑体,所述壳体设置有导热块。
优选的,所述极耳辅助加热机构还包括加热丝,所述加热丝环绕在所述支撑体。
优选的,所述加热丝为弹簧加热丝。
优选的,所述第一热压板和所述第二热压板厚度尺寸相同。
优选的,所述第一热压板顶部设置有伸缩杆,所述伸缩杆的一端连接所述电机,所述伸缩杆的另一端连接所述连接杆。
优选的,所述第一热压板与所述第二热压板平行设置。
优选的,所述第一热压板和所述第二热压板与所述极耳辅助加热机构之间设置有间隙。
优选的,所述连接杆的两端设置有滑块,所述滑块和所述滑轨滑动连接。
本发明的有益效果在于,本发明通过将电芯置于含极耳辅助热机构的压整形装置中,由推进电机推动滑块控制第一热压板和极耳辅助加热机构升降,对裸电芯上和极耳表面进行整体加压加热,可提高电芯内部传热效率,缩短热压时间、提升热压工序产能。
附图说明
下面将参考附图来描述本发明示例性实施方式的特征、优点和技术效果。
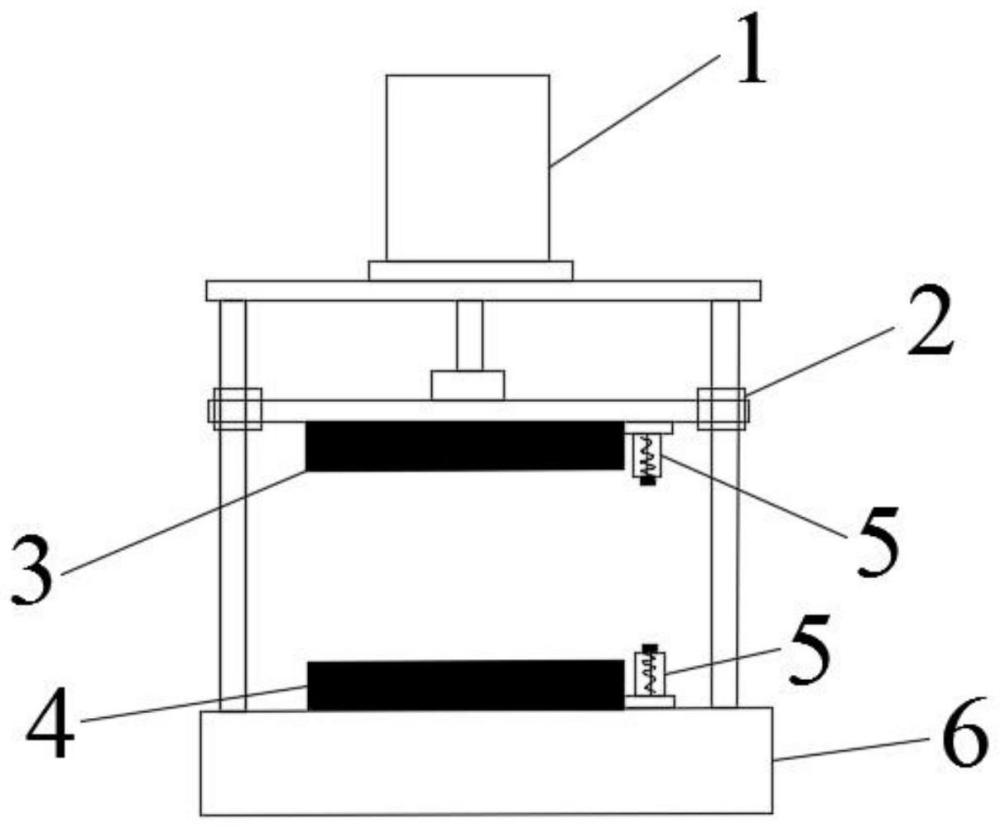
图1为本发明中一实施方式中具有极耳辅助热机构的压整形装置的结构示意图。
图2为本发明中另一实施方式中极耳辅助加热机构的结构示意图。
其中,附图标记说明如下:
1-电机;2-滑块;3-第一热压板;4-第二热压板;5-极耳辅助加热机构;6-第一底座;7-导热块;8-壳体;9-支撑体;10-加热丝;11-第二底座。
具体实施方式
如在说明书及权利要求当中使用了某些词汇来指称特定组件。本领域技术人员应可理解,硬件制造商可能会用不同名词来称呼同一个组件。本说明书及权利要求并不以名称的差异来作为区分组件的方式,而是以组件在功能上的差异来作为区分的准则。如在通篇说明书及权利要求当中所提及的“包含”为一开放式用语,故应解释成“包含但不限定于”。“大致”是指在可接受的误差范围内,本领域技术人员能够在一定误差范围内解决技术问题,基本达到技术效果。
此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性。
在发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
以下结合附图1-2对本发明作进一步详细说明,但不作为对本发明的限定。
实施方式一
下面结合附图1描述实施方式一
具有极耳辅助加热机构的热压装置,包括热压架,热压架内部设置有第一热压板3和第二热压板4,裸电芯热压整形时,第一热压板3作用于裸电芯表面,对裸电芯表面进行加热加压;第一热压板3上端设置连接杆,连接杆的两端设置有滑块2,滑块2连接滑轨固定在所述热压架上,热压架的顶部设置有电机1,电机1推动第一热压板3在滑轨表面上下移动,并且为裸电芯热压提供压力,电机1输出端连接连接杆
优选的,第二热压板4底部设置有第一底座6,为热压整形设备提供稳定的支撑,热压装置启动时,热压板和辅助加热机构温度达到工艺设定温度,第一热压板3压紧裸电芯表面,同时辅助加热机构5压紧裸电芯极耳,待热压达到工艺时间后,完成热压工序,热压时间根据裸电芯厚度和材料来定,一般为10~2000s之间,例如可以为10s、500s、1000s、1500s、2000s。
实施方式二
与实施方式一不同的是:本实施方式的极耳辅助加热机构5包括第二底座11,第二底座11为极耳辅助加热机构5提供稳定的支撑,第二底座11上设置有壳体8,壳体8内部设置有支撑体9,支撑体9用于安装和固定加热丝10;而壳体8则起到保护加热丝10的作用,壳体8设置有导热块7,导热块7用于压紧极耳,并将加热丝10的热量传递到极耳表面。
优选的,极耳辅助加热机构5还包括加热丝10,加热丝10环绕在支撑体9,提供热量和压力。
优选的,加热丝10为弹簧加热丝,缠绕固定在支撑体9上,极耳可全面接收来自加热丝10提供的压力和热源。
其他结构与实施方式一相同,这里不再赘述。
实施方式三
与实施方式一不同的是:本实施方式的第一热压板3和第二热压板4厚度尺寸相同,当第一热压板3与第二热压4板将电芯热压时,两个加热块侧边分别设置的两个极耳辅助加热机构5的导热块7紧贴极耳进行加热加热,裸电芯与极耳同时加压加热效率快,热压时间有效缩短。
优选的,第一热压板3顶部设置有伸缩杆,伸缩杆采用金属带材或塑料片材卷制而成的可伸缩空心圆柱体杆,因为金属带材或塑料片材预先定型为具有记忆功能的小于杆体外径的弹力卷曲层,从而具有自紧功能,使卷曲层始终具有对伸缩杆施加压力的弹性势能
优选的,第一热压板3与第二热压板4平行设置,对裸电芯施加均匀的压力,避免出现电芯受力不均匀导致的电芯破裂磨损,减少损失。
优选的,第一热压板3和第二热压板4与极耳辅助加热机构5之间设置有间隙,正极耳为铝金属材质,负极耳为铜金属材质,导热效率明显优于隔膜、极片;通过极耳加热可以显著缩短内层极片温度达到工艺要求的时间,达到缩短热压时间、提升热压工序产能,而极耳与裸电芯对导热块7的受热度不同,设置间隙是为避免出现电芯受热过高出现变形损坏的问题。
优选的,滑块2和滑轨滑动连接,滑块2滑动摩擦滑轨,进行垂直升降运动,滑轨为表面热压板上下移动提供支持,省时省力,提高热压效率。
其他结构与实施方式一相同,这里不再赘述。
根据上述说明书的揭示和教导,本发明所属领域的技术人员还能够对上述实施方式进行变更和修改。因此,本发明并不局限于上述的具体实施方式,凡是本领域技术人员在本发明的基础上所作出的任何显而易见的改进、替换或变型均属于本发明的保护范围。此外,尽管本说明书中使用了一些特定的术语,但这些术语只是为了方便说明,并不对本发明构成任何限制。