一种提高9镍钢对接拼板焊缝焊接效率的方法
文献发布时间:2023-06-29 06:30:04
技术领域
本发明涉及镍钢焊接技术领域,具体涉及一种提高9%镍钢对接拼板焊缝焊接效率的方法。
背景技术
随着LNG天然气运输储存的发展需求,LNG储罐使用越来越广泛,而LNG储罐的主要材质为9%镍钢材质。因此,做好9%镍钢焊接LNG储罐的焊接工作,提高9%镍钢LNG储罐的焊接质量和焊接效率至关重要。就目前国内使用情况来看,9%镍钢LNG储罐的拼板对接缝主要采用正面焊接、反面碳刨清根后再焊接的方法。
但是提高9%镍钢对接拼板焊缝焊接效率的方法操作难度较大,对拼板装配要求较高。目前9%镍钢LNG储罐拼板对接焊缝焊接均采用正面焊接、反面碳刨清根后再焊接的焊接方法,反面焊缝由于采用碳棒进行碳刨清根,清根后需对反面焊缝进行打磨工序,这就需将碳刨清根的焊缝表面渗碳层全部打磨光亮,再进行PT无损探伤,检验无缺陷后再进行反面焊缝的焊接作业,整个焊接过程中碳刨、打磨工作量大,焊接效率低;所以说目前的焊接方法在人工工时、动能源使用及物资耗材方面成本较高,不利于9%镍钢LNG储罐建造焊接质量和焊接效率的提升。因此,以上问题亟需解决。
发明内容
本发明要解决的技术问题是提供一种提高9%镍钢对接拼板焊缝焊接效率的方法,相比传统焊接方法,其焊缝根部融合良好,减少了焊接工作量,使得焊接效率提高1倍以上,而且耗材成本减少30%,人工成本减少50%,进而降低了施工成本,提高了9%镍钢对接拼板焊缝的焊接质量和焊接效率。
为解决上述技术问题,本发明采取如下技术方案:本发明的一种提高9%镍钢对接拼板焊缝焊接效率的方法,其创新点在于包括以下步骤:
(1)将9%镍钢拼板开设X型坡口,并按照X型坡口组对尺寸要求分别完成横对接式、立对接式以及仰加平对接式组对;
(2)对9%镍钢拼板的坡口面钝边进行打磨,并对其坡口焊缝两侧进行杂质去除;
(3)采用卡马板对9%镍钢拼板反面或仰焊面进行加强固定,并确保装配间隙;再在9%镍钢拼板焊缝引熄弧端加装同板厚、同坡口角度的引熄弧板;
(4)在焊接9%镍钢拼板的X型坡口正面或平焊面时,先进行打底焊,再进行填充焊,最后进行盖面焊;
(5)在焊接9%镍钢拼板的X型坡口反面或仰焊面时,先进行打底焊,再进行填充焊,最后进行盖面焊;
(6)对焊缝正反面、仰焊面平焊面外观以及焊缝内部质量进行检验。
优选的,在上述步骤(1)中,9%镍钢拼板选用牌号为EN10028-4、厚度为30mm的9%镍钢,且X型坡口的组对尺寸要求根据组对形式进行分类:
(1.1)当采用横对接式组对时,9%镍钢拼板的接头形式为X形,且其两面坡口角度为50~60°,坡口面钝边为1~2mm,根部间隙为2~6mm;
(1.2)当采用立对接式组对时,9%镍钢拼板的接头形式为X形,且其两面坡口角度为50~60°,坡口面钝边为1~2mm,根部间隙为3~5mm;
(1.3)当采用仰加平对接式组对时,9%镍钢拼板的接头形式为X形,且9%镍钢拼板的正面即为平焊面,其反面即为仰焊面;X形坡口靠平焊面的深度为9%镍钢拼板厚度的2/3深,靠仰焊面的坡口深度为9%镍钢拼板厚度的1/3深;两面坡口角度为50~60°,坡口面钝边为1~2mm,根部间隙为3~5mm。
优选的,在上述步骤(2)中,当采用横对接式组对或立对接式组对时,杂质去除范围为9%镍钢拼板的坡口正反面焊缝两侧30mm内;当采用仰加平对接式组对时,杂质去除范围为9%镍钢拼板的坡口仰焊面平焊面焊缝两侧30mm内。
优选的,在上述步骤(3)中,当采用横对接式组对或立对接式组对时,采用卡马板对9%镍钢拼板焊缝反面进行加强固定;当采用仰加平对接式组对时,采用卡马板对9%镍钢拼板焊缝仰焊面进行加强固定。
优选的,在上述步骤(4)中,当采用横对接式组对时,采用由左向右焊接方向的焊接方法,具体为:
(4.1.1)正面焊接道数为4层8道,且正面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为110~140A,焊接电压为21~24V,焊接速度为140~190mm/min;打底焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;第一道打底层采用连续断弧的操作方法并结合上下斜锯齿焊接摆动手势进行焊接,焊条连续断弧应点在焊缝间隙熔孔位置,进而在焊接时焊缝熔池前端形成熔孔;背面焊缝高度控制在1~2mm,焊缝宽度控制在4~6mm;在打底焊焊缝接头处,将弧坑位置产生的缩孔磨出过渡斜,接头时从焊缝接头处上端起弧后快速将焊条拉到接头位置;
(4.1.2)然后将打底焊焊缝表面的焊渣清除干净,再采用多层多道的焊道布置方式进行正面填充焊;正面填充焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;填充焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°;填充焊时采用直线停顿小摆动连弧的焊接摆动手势,且从第2层开始进行上下分道焊接,焊接时焊条沿着打底焊缝边线行走;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;
(4.1.3)然后将填充焊焊缝表面的氧化层进行修磨,再采用多层多道退火焊焊接方式进行正面盖面焊;正面盖面焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;盖面焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;盖面焊时采用直线停顿的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在前道焊缝和坡口边线的位置,并在正面焊接过程中,将焊缝的层间温度控制在100~150℃。
优选的,在上述步骤(4)中,当采用立对接式组对时,采用由下向上焊接方向的焊接方法,具体为:
(4.2.1)正面焊接道数为4层7道,且正面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为100~110A,焊接电压为21~22V,焊接速度为80~100mm/min;打底焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;第一道打底层采用连续断弧的操作方法并结合左右锯齿焊接摆动手势进行焊接,焊条连续断弧应点在焊缝间隙熔孔位置,进而在焊接时焊缝熔池前端形成熔孔;背面焊缝高度控制在1~2mm,焊缝宽度控制在4~6mm;在打底焊焊缝接头处,将弧坑位置产生的缩孔磨出过渡斜,接头时从焊缝接头处上端起弧后快速将焊条拉到接头位置;
(4.2.2)然后将打底焊焊缝表面的焊渣清除干净,再进行正面填充焊;正面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;填充焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°;填充焊时采用左右锯齿连弧的焊接摆动手势,焊接左右摆动时二边稍作停顿,以确保打底焊缝两侧跟角的熔透性;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;正面填充焊第3层开始采取分道焊接布置,焊到第4层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接;
(4.2.3)然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行正面盖面焊;正面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;盖面焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;盖面焊时采用左右锯齿连弧的焊接摆动手势,焊接左右摆动时二边稍作停顿,以确保填充焊缝两侧跟角的熔透性;焊接时控制熔池的边缘盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在正面焊接过程中,将焊缝的层间温度控制在60~120℃。
优选的,在上述步骤(4)中,当采用仰加平对接式组对时,采用由前向后焊接方向的焊接方法,具体为:
(4.3.1)平焊面焊接道数为5层9道,且平焊面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为100~130A,焊接电压为22~24V,焊接速度为120~160mm/min;打底焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°,焊条的电弧长度控制在2mm以内;第一道打底层采用连续断弧的操作方法并结合左右锯齿焊接摆动手势进行焊接,焊条连续断弧应点在焊缝间隙熔孔位置,进而在焊接时焊缝熔池前端形成熔孔;背面焊缝高度控制在1~2mm,焊缝宽度控制在4~6mm;在打底焊焊缝接头处,将弧坑位置产生的缩孔磨出过渡斜,接头时从焊缝接头处上端起弧后快速将焊条拉到接头位置;
(4.3.2)然后将打底焊焊缝表面的焊渣清除干净,再进行平焊面填充焊;平焊面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;填充焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;填充焊时采用左右锯齿连弧的焊接摆动手势,焊接左右摆动时二边稍作停顿,以确保打底焊缝两侧跟角的熔透性;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;平焊面填充焊第3层开始采取分道焊接布置,焊到第5层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接;
(4.3.3)然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行平焊面盖面焊;平焊面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;盖面焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;盖面焊时采用左右锯齿摆动的焊接摆动手势,焊接时控制熔池的边缘盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在平焊面焊接过程中,将焊缝的层间温度控制在60~120℃。
优选的,在上述步骤(5)中,当采用横对接式组对时,具体为:
(5.1.1)反面打底填充盖面焊接道数为4层7道进行焊接,且反面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为110~140A,焊接电压为21~24V,焊接速度为140~190mm/min;打底焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;打底焊采用上下两道进行焊接,焊接摆动为直线停顿的焊接手势,焊接时焊条沿着反面打底背面焊缝下边线和上边线行走;
(5.1.2)然后将打底焊焊缝表面的焊渣清除干净,再采用多层多道的焊道布置方式进行反面填充焊;反面填充焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;填充焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°;填充焊时采用直线停顿小摆动连弧的焊接摆动手势,全部选择上下分道焊接,焊接时焊条沿着打底焊缝边线行走;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;
(5.1.3)然后将填充焊焊缝表面的氧化层进行修磨,再采用多层多道退火焊焊接方式进行反面盖面焊;反面盖面焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;盖面焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;盖面焊时采用直线停顿的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在前道焊缝和坡口边线的位置,并在反面焊接过程中,将焊缝的层间温度控制在100~150℃。
优选的,在上述步骤(5)中,当采用立对接式组对时,具体为:
(5.2.1)反面打底填充盖面焊接道数为4层7道进行焊接,且反面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为90~110A,焊接电压为21~23V,焊接速度为100~150mm/min;打底焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;反面打底焊采用连弧左右锯齿焊接摆动手势,焊条走在熔池前端,焊接左右摆动时熔池两侧稍作停留中间快速摆动,进而确保反面打底焊缝两则的熔透性和焊缝的平整度;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;
(5.2.2)然后将打底焊焊缝表面的焊渣清除干净,再进行反面填充焊;反面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;填充焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;反面填充焊在第3层开始采取分道焊接布置,焊到第4层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;
(5.2.3)然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行反面盖面焊;反面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;盖面焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;盖面焊时采用左右锯齿摆动的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在反面焊接过程中,将焊缝的层间温度控制在60~120℃。
优选的,在上述步骤(5)中,当采用仰加平对接式组对时,具体为:
(5.3.1)仰焊面打底填充盖面焊接道数为3层6道进行焊接,且仰焊面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~140A,焊接电压为23~25V,焊接速度为100~150mm/min;打底焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°,焊条的电弧长度控制在1mm以内;仰焊面打底焊采用连弧左右锯齿焊接摆动手势,焊条走在熔池前端,焊接左右摆动时熔池两侧稍作停留中间快速摆动,进而确保仰焊面打底焊缝两则的熔透性和焊缝的平整度;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;
(5.3.2)然后将打底焊焊缝表面的焊渣清除干净,再进行仰焊面填充焊;仰焊面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;填充焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;仰焊面填充焊在第2层开始采取分道焊接布置,焊到第3层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;
(5.3.3)然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行仰焊面盖面焊;仰焊面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;盖面焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;盖面焊时采用左右锯齿摆动的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在仰焊面焊接过程中,将焊缝的层间温度控制在60~120℃。
本发明的有益效果:
(1)本发明相比传统焊接方法,其焊缝根部融合良好,减少了焊接工作量,使得焊接效率提高1倍以上,而且耗材成本减少30%,人工成本减少50%,进而降低了施工成本,提高了9%镍钢对接拼板焊缝的焊接质量和焊接效率;
(2)本发明无需对反面进行碳刨清根打磨,从而大大提高了9%镍钢对接拼板焊缝的焊接效率;
(3)本发明有效控制了焊接过程的焊接热输入,保证了焊缝的熔合比,严格控制焊缝层间温度,焊缝正反面成型较好,且拉伸及弯曲等力学性能良好,满足-196℃低温冲击要求;
(4)本发明采用无需碳刨清根的焊接方法,能够有效防止碳刨对焊缝内产出渗碳问题,从而提高了9%镍钢对接拼板焊缝的内部质量。
附图说明
为了更清晰地说明本发明实施例中的技术方案,下面将对实施例中所需要使用的附图简单地介绍,显而易见地,下面描述中的附图仅仅是本发明中记载的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
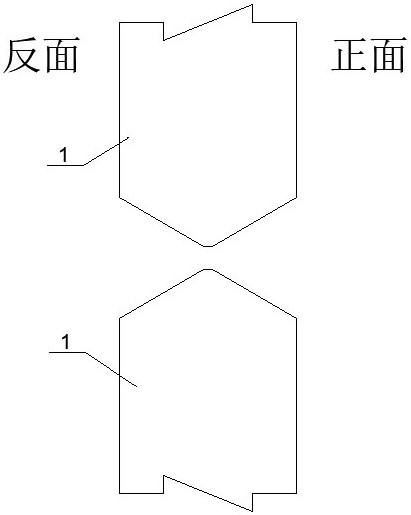
图1为本发明横对接拼板的组对示意图。
图2为本发明在横对接状态下装配卡马板的示意图。
图3为本发明在横对接状态下装配引熄弧板的示意图。
图4为本发明在横对接状态下焊缝的焊道布置图。
图5为本发明立对接拼板的组对示意图。
图6为本发明在立对接状态下装配卡马板的示意图。
图7为本发明在立对接状态下装配引熄弧板的示意图。
图8为本发明在立对接状态下焊缝的焊道布置图。
图9为本发明仰加平对接拼板的组对示意图。
图10为本发明在仰加平对接状态下装配卡马板的示意图。
图11为本发明在仰加平对接状态下装配引熄弧板的示意图。
图12为本发明在仰加平对接状态下焊缝的焊道布置图。
其中,1-9%镍钢拼板;2-卡马板;3-引熄弧板。
具体实施方式
下面将通过具体实施方式对本发明的技术方案进行清楚、完整地描述。
本发明的一种提高9%镍钢对接拼板焊缝焊接效率的方法,9%镍钢拼板1选用牌号为EN10028-4、厚度为30mm的9%镍钢;该材料具有非常好的机械性能,特别是在极端低温下的机械性能,比如在-196℃时的冲击性能大于41J,但该材料在焊接过程中对焊接线能量的控制要求较高,焊接工艺比较复杂,焊接过程中应严格控制道间温度。
本发明所选用的焊条,其线膨胀系数接近于9%镍钢,无需焊前预热,低温韧性高,抗裂性能好;另外,焊材需放置恒温房间,放置焊材受潮,避免焊接时产生焊接缺陷。
实施例一
当采用横对接式组对时,本发明的一种提高9%镍钢对接拼板焊缝焊接效率的方法,如图1~4所示,包括以下步骤:
(1)将9%镍钢拼板1开设X型坡口,并按照X型坡口组对尺寸要求完成横对接式组对;
在上述步骤中,9%镍钢拼板1的接头形式为X形,且其两面坡口角度为50~60°,坡口面钝边为1~2mm,根部间隙为2~6mm。
(2)对9%镍钢拼板1的坡口面钝边进行打磨,并对其坡口正反面焊缝两侧进行底漆、铁锈等杂质去除;
在上述步骤中,杂质去除范围为9%镍钢拼板1的坡口正反面焊缝两侧30mm内。
(3)采用卡马板2对9%镍钢拼板1焊缝反面进行加强固定,并确保装配间隙;再在9%镍钢拼板1焊缝引熄弧端加装同板厚、同坡口角度的引熄弧板3,进而确保9%镍钢拼板1焊缝起收弧焊缝的焊接质量。
(4)采用由左向右焊接方向的焊接方法,且在焊接9%镍钢拼板1的X型坡口正面时,先进行正面打底焊;然后将打底焊焊缝表面的焊渣清除干净,再采用多层多道的焊道布置方式进行正面填充焊;然后将填充焊焊缝表面的氧化层进行修磨,再采用多层多道退火焊焊接方式进行正面盖面焊;
在上述步骤中,正面焊接道数为4层8道,且正面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为110~140A,焊接电压为21~24V,焊接速度为140~190mm/min;打底焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;第一道打底层采用连续断弧的操作方法并结合上下斜锯齿焊接摆动手势进行焊接,焊条连续断弧应点在焊缝间隙熔孔位置,进而在焊接时焊缝熔池前端形成熔孔,才能使焊缝背面达到单面焊双面成形的效果;背面焊缝高度控制在1~2mm,焊缝宽度控制在4~6mm;在打底焊焊缝接头处,将弧坑位置产生的缩孔磨出过渡斜,接头时从焊缝接头处上端起弧后快速将焊条拉到接头位置,进而确保打底焊缝的焊缝成型和接头质量。
在上述步骤中,正面填充焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;填充焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°;填充焊时采用直线停顿小摆动连弧的焊接摆动手势,如图4所示,且从第2层开始进行上下分道焊接,焊接时焊条沿着打底焊缝边线行走,确保焊缝熔合线的熔透性;同时应注意控制焊接速度,单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内,在保证焊缝熔透性的同时,提高焊接速度,减小焊接线能量。
在上述步骤中,正面盖面焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;盖面焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;如图4所示,盖面焊时采用直线停顿的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在前道焊缝和坡口边线的位置,确保焊缝叠加成形和焊缝的平整度,并在正面焊接过程中,将焊缝的层间温度控制在100~150℃。
(5)在焊接9%镍钢拼板1的X型坡口反面时,先进行反面打底焊;然后将打底焊焊缝表面的焊渣清除干净,再采用多层多道的焊道布置方式进行反面填充焊;然后将填充焊焊缝表面的氧化层进行修磨,再采用多层多道退火焊焊接方式进行反面盖面焊;
在上述步骤中,正面焊接完成后,反面无需碳刨清根,直接进行封底焊接;反面打底填充盖面焊接道数为4层7道进行焊接,且反面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为110~140A,焊接电压为21~24V,焊接速度为140~190mm/min;打底焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;如图4所示,打底焊采用上下两道进行焊接,焊接摆动为直线停顿的焊接手势,焊接时焊条沿着反面打底背面焊缝下边线和上边线行走,确保反面打底焊焊缝两则的熔透性和焊缝的平整度。
在上述步骤中,反面填充焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;填充焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°;填充焊时采用直线停顿小摆动连弧的焊接摆动手势,如图4所示,全部选择上下分道焊接,焊接时焊条沿着打底焊缝边线行走,确保焊缝熔合线的熔透性;同时应注意控制焊接速度,单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内,在保证焊缝熔透性的同时,提高焊接速度,减小焊接线能量。
在上述步骤中,反面盖面焊选用牌号为ENiGrMo-6、规格为φ4.0的焊条,焊接电流为140~170A,焊接电压为24~27V,焊接速度为180~260mm/min;盖面焊时焊条的上下角度为80~90°,焊条的左右角度为60~80°,焊条的电弧长度控制在2mm以内;如图4所示,盖面焊时采用直线停顿的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在前道焊缝和坡口边线的位置,确保焊缝叠加成形和焊缝的平整度,并在反面焊接过程中,将焊缝的层间温度控制在100~150℃。
(6)对焊缝正反面外观以及焊缝内部质量进行检验。
通过本发明进行焊接,焊缝正反面外观检验目视成型较好,无常规的咬边、气孔、未熔合、裂纹等缺陷,通过无损探伤RT检测,焊缝内部质量也较好并无任何缺陷;另外,根据ASME规范第V卷标准,对9%镍钢横对接拼板焊缝取样进行拉伸、冲击、弯曲、宏观、微观、疲劳试验等力学性能试验,试验结果表明均符合9%镍钢的焊接工艺要求。
实施例二
当采用立对接式组对时,本发明的一种提高9%镍钢对接拼板焊缝焊接效率的方法,如图5~8所示,包括以下步骤:
(1)将9%镍钢拼板1开设X型坡口,并按照X型坡口组对尺寸要求完成立对接式组对;
在上述步骤中,9%镍钢拼板1选用牌号为EN10028-4、厚度为30mm的9%镍钢;该材料具有非常好的机械性能,特别是在极端低温下的机械性能,比如在-196℃时的冲击性能大于41J,但该材料在焊接过程中对焊接线能量的控制要求较高,焊接工艺比较复杂,焊接过程中应严格控制道间温度。
本发明中9%镍钢拼板1的接头形式为X形,且其两面坡口角度为50~60°,坡口面钝边为1~2mm,根部间隙为3~5mm。
(2)对9%镍钢拼板1的坡口面钝边进行打磨,并对其坡口正反面焊缝两侧进行底漆、铁锈等杂质去除;
在上述步骤中,杂质去除范围为9%镍钢拼板1的坡口正反面焊缝两侧30mm内。
(3)采用卡马板2对9%镍钢拼板1焊缝反面进行加强固定,并确保装配间隙;再在9%镍钢拼板1焊缝引熄弧端加装同板厚、同坡口角度的引熄弧板3,进而确保9%镍钢拼板1焊缝起收弧焊缝的焊接质量。
(4)采用由下向上焊接方向的焊接方法,且在焊接9%镍钢拼板1的X型坡口正面时,先进行正面打底焊;然后将打底焊焊缝表面的焊渣清除干净,再进行正面填充焊;然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行正面盖面焊;
在上述步骤中,正面焊接道数为4层7道,且正面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为100~110A,焊接电压为21~22V,焊接速度为80~100mm/min;打底焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;第一道打底层采用连续断弧的操作方法并结合左右锯齿焊接摆动手势进行焊接,焊条连续断弧应点在焊缝间隙熔孔位置,进而在焊接时焊缝熔池前端形成熔孔,才能使焊缝背面达到单面焊双面成形的效果;背面焊缝高度控制在1~2mm,焊缝宽度控制在4~6mm;在打底焊焊缝接头处,将弧坑位置产生的缩孔磨出过渡斜,接头时从焊缝接头处上端起弧后快速将焊条拉到接头位置,进而确保打底焊缝的焊缝成型和接头质量。
在上述步骤中,正面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;填充焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°;填充焊时采用左右锯齿连弧的焊接摆动手势,焊接左右摆动时二边稍作停顿,以确保打底焊缝两侧跟角的熔透性;同时应注意控制焊接速度,单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;正面填充焊第3层开始采取分道焊接布置,焊到第4层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接。
在上述步骤中,正面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;盖面焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;盖面焊时采用左右锯齿连弧的焊接摆动手势,焊接左右摆动时二边稍作停顿,以确保填充焊缝两侧跟角的熔透性;焊接时控制熔池的边缘盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在正面焊接过程中,将焊缝的层间温度控制在60~120℃。
本发明所选用的焊条,其线膨胀系数接近于9%镍钢,无需焊前预热,低温韧性高,抗裂性能好;另外,焊材需放置恒温房间,放置焊材受潮,避免焊接时产生焊接缺陷。
(5)在焊接9%镍钢拼板1的X型坡口反面时,先进行反面打底焊;然后将打底焊焊缝表面的焊渣清除干净,再进行反面填充焊;然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行反面盖面焊;
在上述步骤中,正面焊接完成后,反面无需碳刨清根,直接进行封底焊接;反面打底填充盖面焊接道数为4层7道进行焊接,且反面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为90~110A,焊接电压为21~23V,焊接速度为100~150mm/min;打底焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;反面打底焊采用连弧左右锯齿焊接摆动手势,焊条走在熔池前端,焊接左右摆动时熔池两侧稍作停留中间快速摆动,进而确保反面打底焊缝两则的熔透性和焊缝的平整度;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内。
在上述步骤中,反面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;填充焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;反面填充焊在第3层开始采取分道焊接布置,焊到第4层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内。
在上述步骤中,反面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~130A,焊接电压为22~24V,焊接速度为100~150mm/min;盖面焊时焊条的上下角度为85~95°,焊条的左右角度为85~95°,焊条的电弧长度控制在2mm以内;盖面焊时采用左右锯齿摆动的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在反面焊接过程中,将焊缝的层间温度控制在60~120℃。
(6)对焊缝正反面外观以及焊缝内部质量进行检验。
通过本发明进行焊接,焊缝正反面外观检验目视成型较好,无常规的咬边、气孔、未熔合、裂纹等缺陷,通过无损探伤RT检测,焊缝内部质量也较好并无任何缺陷;另外,根据ASME规范第V卷标准,对9%镍钢立对接拼板焊缝取样进行拉伸、冲击、弯曲、宏观、微观、疲劳试验等力学性能试验,试验结果表明均符合9%镍钢的焊接工艺要求。
实施例三
当采用仰加平对接式组对时,本发明的一种提高9%镍钢对接拼板焊缝焊接效率的方法,如图9~12所示,包括以下步骤:
(1)将9%镍钢拼板1开设X型坡口,并按照X型坡口组对尺寸要求完成仰加平对接式组对;
在上述步骤中,9%镍钢拼板1选用牌号为EN10028-4、厚度为30mm的9%镍钢;该材料具有非常好的机械性能,特别是在极端低温下的机械性能,比如在-196℃时的冲击性能大于41J,但该材料在焊接过程中对焊接线能量的控制要求较高,焊接工艺比较复杂,焊接过程中应严格控制道间温度。
本发明中9%镍钢拼板1的接头形式为X形,且X形坡口靠平焊面的深度为9%镍钢拼板厚度的2/3深,靠仰焊面的坡口深度为9%镍钢拼板厚度的1/3深;两面坡口角度为50~60°,坡口面钝边为1~2mm,根部间隙为3~5mm。
(2)对9%镍钢拼板1的坡口面钝边进行打磨,并对其坡口仰焊面平焊面焊缝两侧进行底漆、铁锈等杂质去除;
在上述步骤中,杂质去除范围为9%镍钢拼板1的坡口仰焊面平焊面焊缝两侧30mm内。
(3)采用卡马板2对9%镍钢拼板1焊缝仰焊面进行加强固定,并确保装配间隙;再在9%镍钢拼板1焊缝引熄弧端加装同板厚、同坡口角度的引熄弧板3,进而确保9%镍钢拼板11焊缝起收弧焊缝的焊接质量。
(4)采用由前向后焊接方向的焊接方法,且在焊接9%镍钢拼板1的X型坡口平焊面时,先进行平焊面打底焊;然后将打底焊焊缝表面的焊渣清除干净,再进行平焊面填充焊;然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行平焊面盖面焊;
在上述步骤中,平焊面焊接道数为5层9道,且平焊面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为100~130A,焊接电压为22~24V,焊接速度为120~160mm/min;打底焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°,焊条的电弧长度控制在2mm以内;第一道打底层采用连续断弧的操作方法并结合左右锯齿焊接摆动手势进行焊接,焊条连续断弧应点在焊缝间隙熔孔位置,进而在焊接时焊缝熔池前端形成熔孔,才能使焊缝背面达到单面焊双面成形的效果;背面焊缝高度控制在1~2mm,焊缝宽度控制在4~6mm;在打底焊焊缝接头处,将弧坑位置产生的缩孔磨出过渡斜,接头时从焊缝接头处上端起弧后快速将焊条拉到接头位置,进而确保打底焊缝的焊缝成型和接头质量。
在上述步骤中,平焊面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;填充焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;填充焊时采用左右锯齿连弧的焊接摆动手势,焊接左右摆动时二边稍作停顿,以确保打底焊缝两侧跟角的熔透性;同时应注意控制焊接速度,单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内;平焊面填充焊第3层开始采取分道焊接布置,焊到第5层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接。
在上述步骤中,平焊面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;盖面焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;盖面焊时采用左右锯齿摆动的焊接摆动手势,焊接时控制熔池的边缘盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在平焊面焊接过程中,将焊缝的层间温度控制在60~120℃。
本发明所选用的焊条,其线膨胀系数接近于9%镍钢,无需焊前预热,低温韧性高,抗裂性能好;另外,焊材需放置恒温房间,放置焊材受潮,避免焊接时产生焊接缺陷。
(5)在焊接9%镍钢拼板1的X型坡口仰焊面时,先进行仰焊面打底焊;然后将打底焊焊缝表面的焊渣清除干净,再进行仰焊面填充焊;然后将填充焊焊缝表面的焊渣进行清除,再采用多层多道退火焊焊接方式进行仰焊面盖面焊;
在上述步骤中,平焊面焊接完成后,仰焊面无需碳刨清根,直接进行封底焊接;仰焊面打底填充盖面焊接道数为3层6道进行焊接,且仰焊面打底焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为120~140A,焊接电压为23~25V,焊接速度为100~150mm/min;打底焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°,焊条的电弧长度控制在1mm以内;仰焊面打底焊采用连弧左右锯齿焊接摆动手势,焊条走在熔池前端,焊接左右摆动时熔池两侧稍作停留中间快速摆动,进而确保仰焊面打底焊缝两则的熔透性和焊缝的平整度;同时应注意控制焊缝厚度,单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内。
在上述步骤中,仰焊面填充焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;填充焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;仰焊面填充焊在第2层开始采取分道焊接布置,焊到第3层盖面时采用退火焊道布置,并对每道焊缝表面的焊渣清除后再进行下一道焊接;单道焊缝宽度不大于焊条直径的3.5倍,且单道焊缝的厚度控制在4mm以内。
在上述步骤中,仰焊面盖面焊选用牌号为ENiGrMo-6、规格为φ3.2的焊条,焊接电流为150~170A,焊接电压为24~27V,焊接速度为200~250mm/min;盖面焊时焊条的左右角度为85~95°,焊条的前后角度为50~70°;盖面焊时采用左右锯齿摆动的焊接摆动手势,且盖面焊每道焊缝焊接时需控制熔池边线盖在坡口边线和前道焊缝的位置,确保盖面焊缝的叠加成型,并在仰焊面焊接过程中,将焊缝的层间温度控制在60~120℃。
(6)对焊缝仰焊面平焊面外观以及焊缝内部质量进行检验。
通过本发明进行焊接,焊缝仰焊面平焊面外观检验目视成型较好,无常规的咬边、气孔、未熔合、裂纹等缺陷,通过无损探伤RT检测,焊缝内部质量也较好并无任何缺陷;另外,根据ASME规范第V卷标准,对9%镍钢仰加平对接拼板焊缝取样进行拉伸、冲击、弯曲、宏观、微观、疲劳试验等力学性能试验,试验结果表明均符合9%镍钢的焊接工艺要求。
本发明的有益效果:
(1)本发明相比传统焊接方法,其焊缝根部融合良好,减少了焊接工作量,使得焊接效率提高1倍以上,而且耗材成本减少30%,人工成本减少50%,进而降低了施工成本,提高了9%镍钢对接拼板焊缝的焊接质量和焊接效率;
(2)本发明无需对反面进行碳刨清根打磨,从而大大提高了9%镍钢对接拼板焊缝的焊接效率;
(3)本发明有效控制了焊接过程的焊接热输入,保证了焊缝的熔合比,严格控制焊缝层间温度,焊缝正反面成型较好,且拉伸及弯曲等力学性能良好,满足-196℃低温冲击要求;
(4)本发明采用无需碳刨清根的焊接方法,能够有效防止碳刨对焊缝内产出渗碳问题,从而提高了9%镍钢对接拼板焊缝的内部质量。
上面所述的实施例仅仅是本发明的优选实施方式进行描述,并非对本发明的构思和范围进行限定,在不脱离本发明设计构思的前提下,本领域中普通工程技术人员对本发明的技术方案作出的各种变型和改进均应落入本发明的保护范围,本发明的请求保护的技术内容,已经全部记载在技术要求书中。
- 一种钛合金T型对接深J型焊缝的焊接方法
- 一种提高COB板焊接效率及成品质量的方法
- 一种焊缝重构方法、智能机器人焊接方法及系统
- 一种提高厚板立对接焊焊接效率的方法
- 提高换热管对接焊缝成型质量的夹持工装及其焊接工艺