一种超声振动辅助的电解磨削同步通孔加工装置
文献发布时间:2024-01-17 01:16:56
技术领域
本发明涉及加工设备技术领域,具体涉及一种超声振动辅助的电解磨削同步通孔加工装置。
背景技术
这里的陈述仅提供与本发明相关的背景技术,而不必然地构成现有技术。
小孔结构(0.5-3mm孔)在诸多工程领域应用广泛,如3D打印机喷头、发动机燃料喷嘴、航空发动机叶片气膜冷却孔、化纤喷丝板上的异型孔、仪器仪表上的小孔等。孔壁的表面质量决定小孔零件的质量与性能,因此对获得小孔高表面质量的需求十分迫切。
电解磨削复合加工在诸多小孔加工方法中具有高加工表面质量和加工精度的优势,但传统的复合加工需要在线对刀、换刀等步骤,既降低了加工小孔的重复精度和表面质量,也导致加工周期长、加工效率低等问题。同时,在传统的复合加工中,工作液流动性较差,各种加工方式所产生的电解产物或析出气体无法及时排出,导致加工小孔的表面质量下降。
公开号为“CN108705164A”的中国发明专利公开了一种旋转超声辅助微细电解磨削扩孔加工装置及方法,部分解决了上述问题,不过仍存在:(1)要先加工预制孔再磨削,精度差,效率低,当加工孔径较小时,磨削小孔时无法将磨头精准定位至预制孔位置,因此该专利无法实现微小孔(0.5mm-1mm)和群孔的加工;(2)超声振动施加在电主轴上,电主轴需要旋转,结构复杂笨重,导致超声振动功率大、能耗高、振幅小且加工贵的问题。(3)振幅小对工作液(即电解液)的循环作用较小,电解加工稳定性较差
传统的内喷式通孔设置在磨头底部,由于受到加工工件阻挡,在实际工作中底部出液孔中的电解液压力会增加,导致流场分布不均匀、底部腐蚀严重等问题。
发明内容
针对现有技术存在的不足,本发明的目的是提供一种超声振动辅助的电解磨削同步孔加工装置,电解和磨削同步进行,能够实现微小孔和群孔的加工,而且结构简单,电解加工的稳定性好。
为了实现上述目的,本发明是通过如下的技术方案来实现:
本发明的实施例提供了一种超声振动辅助的电解磨削同步孔加工装置,包括主轴,主轴与动力机构连接,主轴的末端固定有刀具,刀具包括与主轴连接的磨杆,磨杆的外表面设置有绝缘磨粒层,磨杆的底端同轴设有工具电极,工具电极的直径小于磨杆的直径,工具电极通过导线与电源的负极连接,电源的正极用于通过导线连接工件,刀具的下方设置有电解液槽,电解液槽内部设置有工件固定机构。
可选的,电解液槽的一侧侧壁与超声振动机构连接以实现对电解液槽内的电解液施加超声振动;
进一步的,所述超声振动机构包括超声波发生器,超声波发生器与超声波换能器连接,超声波换能器安装在电解液槽的侧壁外侧面。
可选的,所述电解液槽用于安装超声波环能器的侧壁内侧面为弧形面,沿底端、顶端至中部的方向,厚度逐渐减小,超声波换能器设置多个,多个超声波换能器贴合在电解液槽的侧壁外侧面;
进一步的,用于设置超声波换能器的侧壁的中部位置的厚度为顶端和底端位置厚度的1/20-1/40。
可选的,所述绝缘磨粒层包括涂覆在磨杆外表面的绝缘层,绝缘层采用粘结剂层,粘结剂层镶嵌有多个金刚石磨粒。
进一步的,粘结剂层采用C-SiC二元粘结剂。
可选的,刀具内部设置有电解液流道,其中电解液流道的顶端延伸至磨杆的顶端,底端延伸至工具电极内部,电解液流道的底端分叉形成多个分支通道,分支通道延伸至工具电极的外周面,或者,电解液流道的底端延伸至工具电极的底端,所述电解液流道的顶端与管道的一端连接,管道的另一端伸入电解液槽内部,管道安装有泵体。
可选的,所述本体与电解液流道的顶端之间的管道上安装有伺服阀,泵体与电解液槽之间的管道上安装有过滤元件。
可选的,所述电解液流道的内侧面涂覆有绝缘材料。
可选的,所述工具电极的直径小于磨杆的直径,工具电极和磨杆之间设有倒角过渡段,倒角过渡段外表面涂覆有绝缘层。
可选的,所述动力机构与三轴联动机构连接以带动动力机构和刀具按照设定的加工轨迹运动,三轴联动机构安装在机床本体上。
可选的,所述电解液槽安装在升降平台上,升降平台固定在机床本体上。
本发明的有益效果如下:
1.本发明的孔加工装置,刀具包括磨杆和工具电极,磨杆外表面设置有绝缘磨粒层,刀具随主轴转动并对工件进行加工时,能够利用工具电极进行电解加工,同时通过磨杆的绝缘磨粒层进行磨削加工,电解加工和磨削加工同步进行,实现对工件的电化学加工/磨削的一体化成型加工,能够快速地去除工件材料,同时保证获得良好的重复加工精度和加工表面质量,无需磨头精准定位至孔的工序,适用于微小孔和群孔的加工。
2.本发明的孔加工装置,电解液箱的一侧箱壁与超声振动机构连接,加工时对电解液施加超声振动,提升电解液循环效果,结构简单,解决了工具电极超声振动所带来的结构复杂、超声振动功率大、能耗高、振幅小且加工成本高等问题。
3.本发明的孔加工装置,电解液槽安装超声波换能器的侧壁采用沿顶端、底端至中部位置厚度逐渐减小的结构,使得超声振动能够在中部厚度较薄的位置处汇集,可以使作用在加工区域的超声场的稳定性和均匀以及强度都得到提高,保证了超声振动的效果。
4.本发明的孔加工装置,刀具中,电解液流道通过分叉通道延伸至工具电极的外周面,外周面开孔能够减小压力使加工区域流场分布均匀稳定,同时保证加工间隙的电解液充足,加工热量及电解产物及时排除。
5.本发明的孔加工装置,粘结剂层采用C-SiC二元粘结剂,既能起到镶嵌金刚石磨粒,又能起到对工具电极侧壁上端绝缘的目的,降低工具电极侧壁对电解磨削已加工面的二次电解,同时磨杆外侧面的绝缘磨粒层可以更好的控制底面加工区域的电流密度均匀分布,保证流场电场的稳定均匀。
6.本发明的孔加工装置,工具电极和磨杆之间设置有倒角过渡段,倒角过渡段外表面设有绝缘层,能够有效防止二次电解。
附图说明
构成本发明的一部分的说明书附图用来提供对本发明的进一步理解,本发明的示意性实施例及其说明用于解释本发明,并不构成对本发明的不当限定。
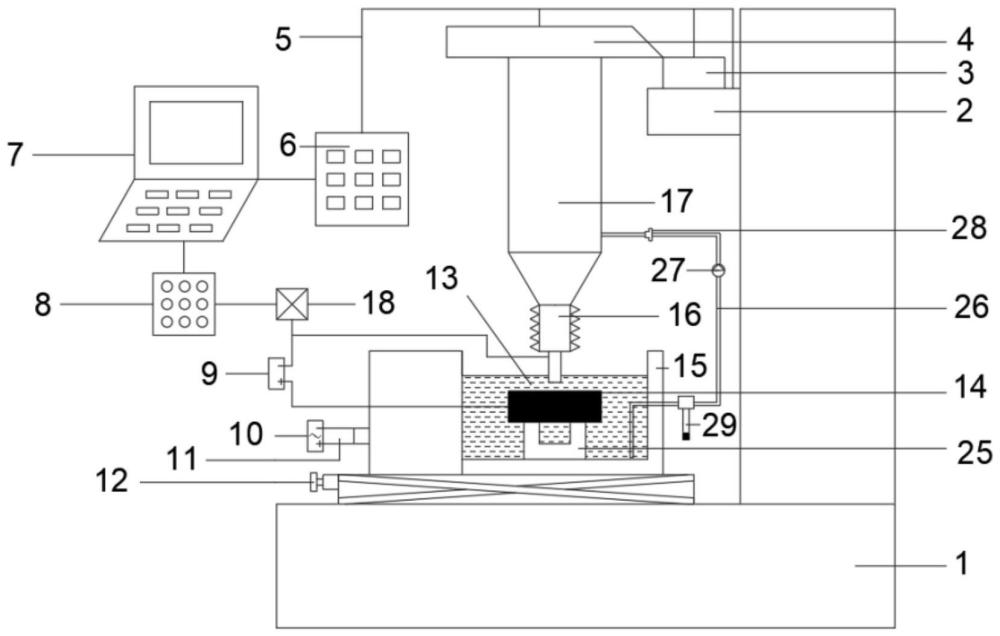
图1是本发明实施例1整体结构示意图;
图2是本发明实施例1中A型刀具结构示意图;
图3是本发明实施例1中B型刀具结构示意图;
图4是本发明实施例1中C型刀具结构示意图;
图5是本发明实施例1电解液槽与超声振动机构装配示意图;
图6是本发明实施例1加工原理示意图;
其中,1.车床本体,2.X向移动机构,3.Y向移动机构,4.Z向移动机构,5.信号线,6.运动信息采集卡,7.工控机,8.电流采集卡,9.脉冲交流电源,10.超声波电源,11.超声波发生器,12.升降平台,13.电解液,14.工件,15.电解液槽,16.磨杆,17.主轴,18.电流传感器,19.粘结剂层,20.金刚石磨粒,21.分叉通道,22.电解液流道,23.超声波换能器,24.超声波,25.工件夹具,26.管道,27.泵体,28.伺服阀,29.过滤器。
具体实施方式
为了方便叙述,本发明中如果出现“上”、“下”字样,仅表示与附图本身的上、下方向一致,并不对结构起限定作用,仅仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位,以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例1
如图1所示,本实施例提供了一种超声振动辅助的一种超声振动辅助的电解磨削同步通孔加工装置,包括车床本体1,车床本体1的一侧设置有三轴联动机构,三轴联动机构与动力机构连接,动力机构与主轴17连接,主轴17的轴线竖向设置,动力机构能够带动主轴17绕自动轴线转动,上述结构采用现有的电解加工车床用结构即可,其具体结构在此不进行详细叙述。
所述三轴联动机构采用现有的三轴联动机构即可,包括能够驱动动力机构在水平面内运动的X向移动机构2,X向移动机构2与Y向移动机构3连接,Y向移动机构3与Z向移动机构4连接,Z向移动机构4与动力机构连接,能够驱动动力机构沿竖直方向做升降运动。
本实施例中,为了保证运动精度,所述X向移动机构2、Y向移动机构3和Z向移动机构4均采用丝杠传动机构,重复定位精度为±0.005μm,其具体结构在此不进行详细叙述。
所述三轴联动机构通过信号线5、运动信息采集卡6与工控机7连接,工控机7能够控制三轴联动机构的工作。
所述主轴17底端通过弹簧夹头与刀具的顶端连接,弹簧夹头采用现有设备即可,其具体结构在此不进行详细叙述。所述刀具用于加工直径为1.2mm的通孔。
如图2所示,所述刀具包括磨杆16,磨杆16顶端与弹簧夹头固定,磨杆16的底端同轴设置有工具电极,工具电极的顶端与磨杆16的底端固定。
磨杆16的直径大于工具电极的直径,工具电极能够进行电解加工,磨杆16能够进行磨削加工。
所述磨杆16的外周面设置有绝缘磨粒层,所述绝缘磨粒层包括采用绝缘材料制成的粘结剂层19,粘结剂层19上嵌入有多个金刚石磨粒20,嵌入的金刚石磨粒为800-1200目。
所述粘结剂层19采用C-SiC二元粘结剂,既能起到镶嵌金刚石磨粒20,又能起到对工具电极侧壁上端绝缘的目的,降低工具电极侧壁对电解磨削已加工面的二次电解,同时磨杆外侧面的绝缘磨粒层可以更好的控制底面加工区域的电流密度均匀分布,保证流场电场的稳定均匀。
C-SiC二元粘结剂采用现有材料即可,例如文献“基于新型二元粘结剂的Cf/C-SiC复合材料制备及性能研究”中所记载的二元粘结剂材料。
可以理解的是,本领域技术人员也可选用其他满足要求的粘结剂材料。
所述工具电极和磨杆16之间设置有倒角过渡段,本实施例中,采用45°倒角过渡段,倒角过渡段外表面涂覆有绝缘涂层,进一步防止二次电解,绝缘涂层采用现有的钒合金和氧化铒(V-alloy/Er
可以理解的是,本领域技术人员也可选用其他绝缘材料形成绝缘涂层,在此不进行详细叙述。
所述工具电极采用现有的电解加工设备用工具电极结构即可,在此不进行详细叙述。
本实施例中,所述磨杆16和工具电极采用相同材料一体式成型即可。
刀具采用磨杆16和工具电极的设置方式,刀具随主轴17转动并对工件进行加工时,能够利用工具电极进行电解加工,同时通过磨杆16的绝缘磨粒层进行磨削加工,电解加工和磨削加工同步进行,实现对工件的电化学加工/磨削的一体化成型加工,能够快速地去除工件材料,同时保证获得良好的重复加工精度和加工表面质量,无需磨头精准定位至孔的工序,适用于微小孔和群孔的加工。
所述刀具的下方设置有电解液槽15,电解液槽15用于盛放电解液。
电解液槽15与升降平台12的升降部分连接,能够在升降平台12的作用下做升降运动,所述升降平台12安装在车床本体1上,本实施例中,所述升降平台12采用现有设备即可,例如丝杠升降机构等,本领域技术人员可根据实际需要进行设置。
所述电解液槽15内设置有工件固定机构,工件固定机构采用现有的工件夹具25即可,其具体结构在此不进行详细叙述。
为了及时将加工热量及电解产物进行排除,所述刀具内设置有电解液流道22,所述电解液流道22与刀具同轴设置,电解液流道22的顶端延伸至磨杆16的顶端,电解液流道22的底端延伸至工具电极内部并在底端进行分叉形成多个分叉通道21,分叉通道21的末端延伸至工具电极的外周面,分叉通道的轴线与工具电极的轴线夹角为30°。
本本实施例中,设置四个分叉通道21,相邻分叉通道沿环向间隔90°设置。
所述电解液流道22的顶端与管道26的出液端连接,管道26的进液端穿过电解液槽15的侧壁后伸入电解液槽15内部,管道26与电解液槽固定,电解液流道22顶端与管道26的连接方式采用现有电解加工设备的连接方式即可,在此不进行详细叙述,本实施例中,对于电解液流道22的改进仅为底端设置分叉通道21,采用此种设置方式,电解液13从工具电极的侧部射出,采用此种设置方式,电解液13不会从工具电极的底部射出,因为电解加工的腐蚀现象,会使工件与工具电极之间产生缝隙,相比较底部出液,侧部出液所受到的压力会小很多,能够减小压力使加工区域流场分布均匀稳定,避免了的工具电极底部腐蚀严重的问题。
本实施例中,上述刀具定义为A型刀具,适用于加工直径不小于0.8mm的孔。
所述管道上安装有泵体27,泵体27用于驱动电解液槽15内的电解液13流入电解液流道22,所述泵体27与刀具的电解液流道22之间的管道26上安装有伺服阀28,用于控制注入电解液流道的电解液的流量和压力,所述泵体27与电解液槽15之间的管道26上安装有过滤元件,过滤元件采用现有的过滤器29,用于对进入电解液流道22的电解液13进行过滤。
所述电解液流道22及分叉通道21内侧面涂覆有耐腐蚀的绝缘材料,优选的,电解液流道的内侧面涂覆有现有的钒合金和氧化铒(V-alloy/Er
可以理解的是,本领域技术人员也可选用其他绝缘材料涂覆在电解液流道和分叉通道内表面。
如图3-图4所示,本实施例的主轴还能够通过弹簧夹头安装B型刀具和C型刀具,其中B型刀具的电解液流道顶端延伸至磨杆顶端,底端延伸至工具电极底端,适用于加工电解液压力不大于0.5MPa的孔的加工,C型刀具不设置电解液流道,适用于加工直径小于0.8mm的孔的加工,设置三种类型的刀具,能够适应不同的工况环境,增加了该加工装置及方法的适用广度,同时提升在不同工况下的工作效率。
所述工具电极与电源的负极通过导线连接,电源正极所连接的导线用于连接工件。电源通过导线与工具电极和工件连接的方式采用现有电解加工设备的技术即可,在此不进行详细叙述。
本实施例中,所述电源采用脉冲交流电源9,交流电压为20V,频率10kHz,占空比为50%。所述脉冲交流电源通过电流传感器18与电流采集卡8连接,电流采集卡8与工控机7连接,电流传感器18能够采集脉冲交流电源9输出的电流大小,并通过电流采集卡8传递给工控机7,进而通过工控机7控制脉冲交流电源9输出电流大小。
电解液槽15内盛放的电解液13采用质量分数为10wt.%的NaNO
如图5所示,所述电解液槽15的一个侧壁外侧面与超声振动机构连接,超声振动机构能够对电解液槽内的电解液施加超声振动,从而达到对加工区域施加超声振动的目的。
所述超声振动机构包括超声波发生器11,超声波发生器11与多个超声波换能器23连接,多个超声波换能器23在正方形区域内按照阵列分布,相邻超声波换能器23之间的距离相等,相邻超声波换能器23之间的距离为5cm-10cm。
该正方形区域位于电解液槽15侧壁的外侧面,多个超声波换能器23与电解液槽的侧壁外侧面固定,且多个超声波换能器23位于一个壳体的内部空腔内,该壳体与电解液槽15的侧壁外侧面固定。
所述电解液槽15侧壁的内侧面为弧形面,沿顶端、底端至中部的方向,侧壁的厚度逐渐减小,呈X^2的幂律分布,中间厚度应为边缘厚度的1/20-1/40,采用此种设置方式,使得超声振动能够在中部厚度较薄的位置处汇集,可以使作用在加工区域的超声场的稳定性和均匀以及强度都得到提高,保证了超声振动的效果。
所述超声波发生器11与超声波电源10连接,通过设置超声波换能器23的振动振幅和频率,能够通过发出的超声波24使得电解液槽15内的电解液13发生扰动,提升电解液13循环效果,结构简单,解决了工具电极超声振动所带来的结构复杂、超声振动功率大、能耗高、振幅小且加工成本高等问题。
通过对电解液13施加超声振动,使电解液13在超声振动的空化作用和强化传质效果下充分流动,可使电解产物30或析出气体及时排除,同时能够对间隙流场和间隙电场进行优化。
本实施例的一种加工实施方式中:
如图6所示,加工直径为1.2mm的孔,先将A型刀具的磨杆16顶端通过弹簧夹头与主轴17固定,再将工件14水平放置于电解液槽15内并利用工件固定机构进行固定,调节升降平台12,使得电解液槽15处于要求的高度,向电解液槽15中添加电解液13,电解液13选用质量分数为10wt.%的NaNO
通过工控机7控制三轴联动机构工作,使得工具电极缓慢接近待加工工件14上表面,实现对刀操作,在将工具电极利用Z向移动机构4向上回退设定距离以留出加工间隙。
设置脉冲交流电源9的电源参数,控制主轴17旋转,打开超声波电源10,通过超声波发生器11使超声波换能器23发出超声波24对加工区域施加超声场,频率20kHz。同时打开泵体27,泵体27带动电解液槽15内的电解液13进入电解液流道22,并经过分叉通道21射出
工控机7控制Z向移动机构4带动刀具向下进给,首先利用工具电极对孔进行电解加工,然后利用磨杆16的金刚石磨粒20对电解加工出的孔进行磨削加工,直至磨杆16对工具电极加工出的孔面完全进行磨削,从而实现了所要加工通孔的电解磨削一体化加工。
加工过程中,产生的电解产物由分支通道21射出的电解液13排出。
一体化加工完成后,降低主轴17转速,利用Z向移动机构4控制主轴17向上做进给运动,留出初始加工间隙。
然后根据预先编译好的数控程序,使得刀具利用X向移动机构2和Y向移动机构3在水平面内运动,达到下一个加工位置,采用相同的方法进行下一个通孔的加工,以实现群孔的加工。
将所有孔都加工完成后,控制Z向移动机构4向上运动,到达初始位置,使得刀具退出加工区域,关闭超声波发生器11和超声波电源10,控制主轴17停止转动,完成加工操作。
本实施例的另一个加工实施方式中,加工直径小于0.8mm的孔,因为加工的孔直径较小,因此选用C型刀具,泵体不工作。加工方法与上述第一种加工实施方式步骤相同,在此不进行详细叙述。
采用本实施例的加工装置,实现电解和磨孔的一体化加工,同时通过对电解液13施加超声振动进行辅助加工,最终可实现小孔(0.5-3mm孔)加工精度达到±0.02mm,表面粗糙度优于Ra 0.5μm。
以上所述仅为本申请的优选实施例而已,并不用于限制本申请,对于本领域的技术人员来说,本申请可以有各种更改和变化。凡在本申请的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本申请的保护范围之内。
- 一种型面约束超声振动辅助旋转磨料流光整加工装置
- 一种轴向超声振动透镜辅助激光加工装置
- 超声振动辅助切点追踪随动电解磨削复合加工装置及方法
- 超声振动辅助切点追踪随动电解磨削复合加工装置及方法