移位式雪压缩连续成型装置
文献发布时间:2024-01-17 01:17:49
技术领域
本发明属于建筑型材加工设备,主要涉及一种冰雪景区中雪建筑使用的型材加工制做装置。
背景技术
目前,冰雪景区中具有的雪建筑设施,如雪围墙围挡、雪景观建筑、雪娱乐造型、雕塑用雪坯等,其建造方法还是使用人工堆砌、压实再雕刻等诸多工序完成。建设中,首先要在建设景点打上模板围挡,做好支撑,再把人工造雪添加到围挡中,添加一层雪就要用人工或者机械踏拍压实,再经若干个循环添加踏拍压实,模板高度不足,还要接续模板高度,最后再拆除模板,这样雪坯才算完成,接下来再进行人工雕刻造型和图案。大型冰雪景区的用雪量达到几万立方米,如此规模的用雪量,单靠人工制作已不能满足需求,存在制作工序繁琐、效率低、耙工耗时、劳动强度大、造价高、产品粗糙、且不能进行规模化、标准化生产的诸多弊病。
发明内容
本发明的目的就是针对上述现有技术存在的问题,结合当前旅游景区雪建筑景观建设使用的实际需要,研发设计一种移位式雪压缩连续成型装置,达到简化制作工序、提高制作效率、降低制造成本、减轻劳动强度、保证雪建筑质量、实现规模化、工厂化和标准化生产加工、适用能力强的目的。
本发明的目的是这样实现的:在雪粉输送器出雪口下方部位处配置装置架;在所述装置架内侧前、后侧部位上相互对称且沿水平方向平行的分别固装上轨道和下轨道,在所述上轨道上可往复移动地支撑安装筒式压缩箱体,在筒式压缩箱体内隔断设置压缩仓室A和压缩仓室B,在所述下轨道上可往复移动地支撑安装底板,所述底板与筒式压缩箱体底端面配合,将筒式压缩箱体的压缩仓室A和压缩仓室B底端分别呈封闭状或开启状,在所述装置架内侧前、后侧部位上相互对称且沿水平方向平行的分别安装箱体移位液压油缸和底板移位液压油缸,两个箱体移位液压油缸分别与筒式压缩箱体前、后侧壁外壁面连接,两个底板移位液压油缸分别与底板连接;在所述装置架上端内侧部位上立向相互对称的安装压缩液压油缸A和压缩液压油缸B,成型压缩板A和成型压缩板B分别安装在压缩液压油缸A和压缩液压油缸B的油缸杆下端部上,所述成型压缩板A和成型压缩板B分别与筒式压缩箱体的压缩仓室A和压缩仓室B呈插入配合或脱离插入配合;在所述装置架上、位于底板的下方部位处设置成品输运器,在装置架上、位于筒式压缩箱体上方和压缩液压油缸A与压缩液压油缸B之间部位处安装导入筒,所述导入筒将雪粉输送器与筒式压缩箱体连通,至此构成移位式雪压缩连续成型装置。
本发明实现了对各种形状和图案的雪胚、雪砖等雪建筑型材的工厂化、标准化、规模化生产加工制做,克服和解决了上述现有技术存在的诸多问题,具有结构新颖、合理、制作工序简单、制做效率高、制造成本低、劳动强度小、产品质量好、适用能力强、使用可靠、故障少的特点,为雪建筑的建设提供了技术支持。
附图说明
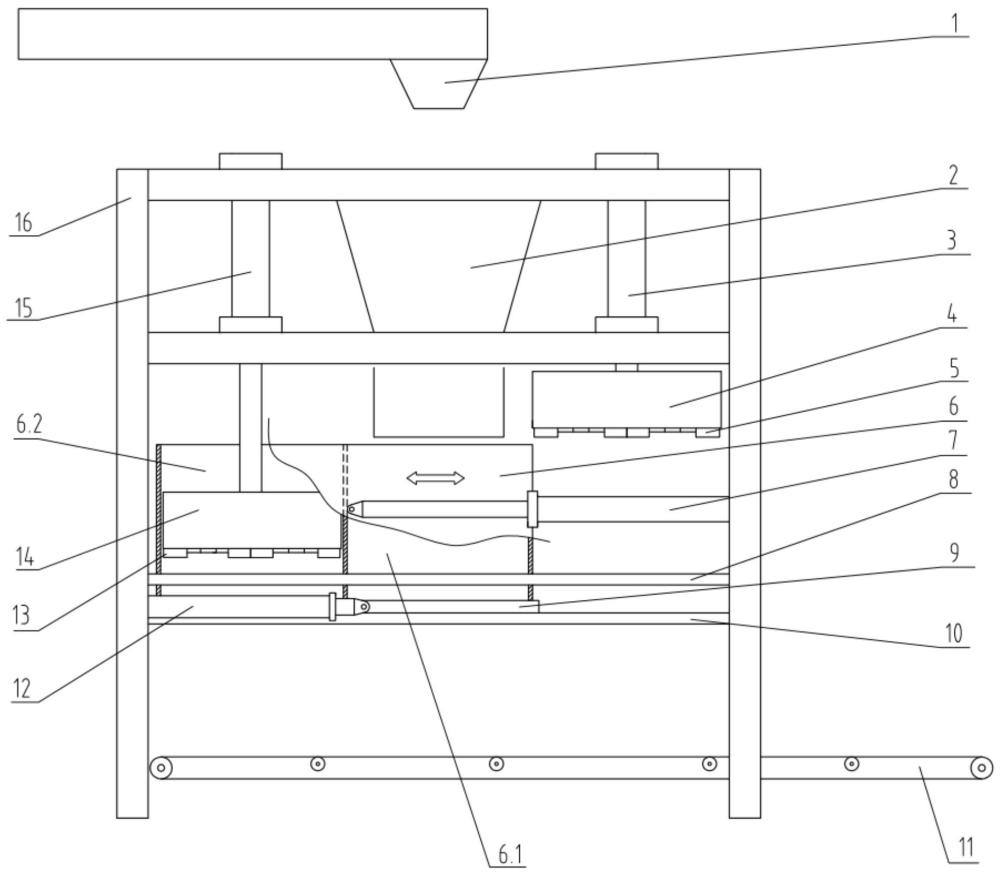
图1是移位式雪压缩连续成型装置总体结构示意图;
图2是图1的右向视图。
图中件号说明:
1、雪粉输送器、2、导入筒、3、压缩液压油缸A、4、成型压缩板A、5、花纹图案板A、6、筒式压缩箱体、6.1、压缩仓室A、6.2压缩仓室B、7、箱体移位液压油缸、8、上轨道、9、底板、10、下轨道、11、成品输运器、12、底板移位液压油缸、13、花纹图案板B、14、成型压缩板B、15、压缩液压油缸B、16、装置架。
实施方式
下面结合附图对本发明实施方案进行详细描述。一种移位式雪压缩连续成型装置,包括雪粉输送器1和成品输运器11,在所述雪粉输送器1出雪口下方部位处配置装置架16;在所述装置架16内侧前、后侧部位上相互对称且沿水平方向平行的分别固装上轨道8和下轨道10,在所述上轨道8上可往复移动地支撑安装筒式压缩箱体6,在筒式压缩箱体6内隔断设置压缩仓室A6.1和压缩仓室B6.2,在所述下轨道10上可往复移动地支撑安装底板9,所述底板9与筒式压缩箱体6底端面配合,将筒式压缩箱体6的压缩仓室A6.1和压缩仓室B6.2底端分别呈封闭状或开启状,在所述装置架16内侧前、后侧部位上相互对称且沿水平方向平行的分别安装箱体移位液压油缸7和底板移位液压油缸12,两个箱体移位液压油缸7分别与筒式压缩箱体6前、后侧壁外壁面连接,两个底板移位液压油缸12分别与底板9连接;在所述装置架16上端内侧部位上立向相互对称的安装压缩液压油缸A3和压缩液压油缸B15,成型压缩板A4和成型压缩板B14分别安装在压缩液压油缸A3和压缩液压油缸B15的油缸杆下端部上,所述成型压缩板A4和成型压缩板B14分别与筒式压缩箱体6的压缩仓室A6.1和压缩仓室B6.2呈插入配合或脱离插入配合;在所述装置架16上、位于底板9的下方部位处设置成品输运器11,在装置架16上、位于筒式压缩箱体6上方和压缩液压油缸A3与压缩液压油缸B15之间部位处安装导入筒2,所述导入筒2将雪粉输送器1与筒式压缩箱体6连通。在所述成型压缩板A4和成型压缩板B14的底端面上分别安装花纹图案板A5和花纹图案板B13。
以附图1位置为例,压制作业使用时,雪粉原料通过雪粉输送器1经导入筒2下落充填到筒式压缩箱体6的压缩仓室A6.1内,此时底板9整体位于筒式压缩箱体6下端部处,将压缩仓室A6.1和压缩仓室B6.2底端口封闭,同时利用压缩液压油缸B15回缩把成型压缩板B14从压缩仓室B6.2内拔出,当雪粉原料充满压缩仓室A6.1内后,利用箱体移位液压油缸7和底板移位液压油缸12同时分别驱动筒式压缩箱体6和底板9在上轨道8和下轨道10上做同步右向横向移动,将筒式压缩箱体6内的压缩仓室A6.1和压缩仓室B6.2分别同轴心的置于成型压缩板A4和导入筒2下方部位处,启动压缩液压油缸A3伸长,将成型压缩板A4插入到压缩仓室A6.1内,并在底板9配合下对雪粉进行压缩成型加工,与此同时,雪粉输送器1经导入筒2向压缩仓室B6.2充填雪粉,当压缩仓室A6.1内雪粉压缩成型后,利用底板移位液压油缸12将底板9在下轨道10上向左向横移,开启压缩仓室A6.1底端开口,利用成型压缩板A4的继续下行运动,将成型雪产品排落到成品输运器11上送出装置外,尔后,将成型压缩板A4从压缩仓室A6.1内上升拔出,利用箱体移位液压油缸7在上轨道8向左向横移筒式压缩箱体6,使筒式压缩箱体6内的压缩仓室B6.2和压缩仓室A6.1分别同轴心的置于成型压缩板B14和导入筒2下方部位处,启动压缩液压油缸B15伸长,将成型压缩板B14插入到压缩仓室B6.2内,并在底板9配合下完成对位于压缩仓室B6.2内雪粉的压缩成型加工,与此同时,雪粉输送器1经导入筒2向压缩仓室A6.1内充填雪粉,当压缩仓室B6.2内雪粉压缩成型后,利用底板移位液压油缸12将底板9在下轨道10上向右向移动,开启压缩仓室B6.2底端开口,利用成型压缩板B14的继续下行运动,将成型雪产品排落在成品输运器11上送出机外;继尔,再利用箱体移动液压油缸7驱动筒式压缩箱体6在上轨道8上做右向横向移动,将压缩仓室A6.1和压缩室B6.2再次分别同轴心置于成型压缩板A4和导入筒2下方部位处,连续循环重复上述运动。在成型压缩板A、B4、14下端面上更换安装不同图形的花纹图案板A、B5、13,可在雪产品表面上压制出不同花纹图案。更换安装结构形状、尺寸不同的成型压缩板A、B4、14及与其结构形状、尺寸相匹配的筒式压缩箱体6,可压制成多种形状各异、尺寸不同的雪胚、雪块等产品,满足雪景观建筑使用需要。