一种环线开方机
文献发布时间:2024-01-17 01:27:33
技术领域
本发明涉及机械开方技术领域,尤其涉及环线超高线速加工切割圆柱形硬脆性材料的切方加工设备,具体涉及一种环线开方机。
背景技术
目前市场上的硅棒主要的开方方式是在用单金刚线往复切割的线锯加工。现有线锯加工的加工精度高,可达微米级;但加工效率低,仅零点几毫米每分钟到二三毫米每分钟,主要原因为目前线锯加工速度都很慢,普遍在30米/秒以下,加工的硅棒尺寸单一,此外,切屑由于排屑不及时常常覆盖了线锯的刃口,导致线锯切割效率降低,表面加工精度亦受到影响,大大限制了加工效率,此外目前线锯主要为单线切割,进一步限制了加工效率,目前基本采用动则几十台甚至几百台上千台的机海战术来提高生产效率,厂房空间利用率低,设备维护困难。
发明内容
针对上述现有技术中存在的不足,本发明提供了一种环线开方机,其为一种加工精度高达微米级以上、解决了切屑排屑问题、可适用于市面上多种尺寸硅棒的开方工序、加工效率高达五毫米到二十毫米每分钟以上、占地空间小、一次可完成多根硅棒开方加工的设备。
为实现上述目的,本发明提供如下技术方案:
一种环线开方机,所述开方机包括上下料机构、旋转对中工作台机构、刀头切割机构、行走系统及控制系统;所述下料机构、所述旋转对中工作台机构、所述刀头切割机构和所述行走系统与所述控制系统分别相连;
所述上下料机构设置在所述行走系统的直线导轨一侧,用于工件的上料和下料;
所述旋转对中工作台机构活动连接在所述直线导轨上,所述旋转对中工作台机构包括工作台旋转部和对中导轮,用于在所述工作台旋转部驱动待切割工件旋转的同时渐进式收缩所述对中导轮来对所述待切割工件径向对中,以及水平转动所述待切割工件调节切割位置径向对中,以及水平转动所述待切割工件调节切割位置;所述行走系统驱动所述旋转对中工作台机构沿所述直线导轨在上下料位置与切割区域之间移动;
在所述切割区域,两个所述刀头切割机构对称设置在所述直线导轨两侧,用于对称切割所述待切割工件。
进一步地,所述上下料机构包括上下料底座、上料输送平台和翻转输送平台;所述上料输送平台安装在所述上下料底座上,用于待切割工件和切割完的工件的上料、下料;所述翻转输送平台底部靠近所述直线导轨的外端与所述上下料底座活动连接,所述翻转输送平台能够向上翻转90°。
进一步地,所述上下料机构还包括油缸顶升部;所述翻转输送平台底部靠近所述直线导轨的外端与所述油缸顶升部的平移滑板铰接连接;所述平移滑板与所述上下料底座滑动连接,所述油缸顶升部中油缸通过活塞杆与所述翻转输送平台底面铰接连接,所述油缸推动所述翻转输送平台向上翻转90°。
进一步地,所述上下料机构还包括齿轮进退部,所述齿轮进退部包括直线滑轨、齿条和进退电机;所述油缸顶升部通过所述平移滑板滑动连接在所述直线滑轨上;所述齿条和所述直线滑轨分别安装在所述上下料底座上;所述进退电机安装在所述平移滑板下方,并与所述齿条啮合连接,所述进退电机通过啮合传动驱动所述油缸顶升部沿所述直线滑轨滑动。
进一步地,所述翻转输送平台在靠近所述直线导轨的端部设有叉臂,所述叉臂为U型平板,垂直于所述翻转输送平台表面,其开口朝向所述翻转输送平台的上方。
进一步地,所述旋转对中工作台机构还包括气缸升降对中部;所述工作台旋转部活动连接在所述直线导轨上,用于带动所述工件水平转动,调节切割位置,并配合所述气缸升降对中部对所述待切割工件进行径向对中;所述气缸升降对中部安装在所述工作台旋转部上,包括所述对中导轮,所述气缸升降对中部通过驱动所述对中导轮渐进式收缩对所述待切割工件径向对中。
进一步地,所述工作台旋转部包括工作台、工作台座和旋转装置;所述旋转装置安装在所述工作台座下方,所述旋转装置的旋转轴穿过所述工作台座与所述工作台相连,所述旋转装置带动所述工作台转动,所述工作台用于承载所述工件;所述工作台座活动连接在所述直线导轨上,所述行走系统驱动所述工作台座沿所述直线导轨移动。
进一步地,所述气缸升降对中部还包括对中座、对中夹紧气缸、升降气缸、导轮板、对中座滑板和直线滑轨;所述对中座位于所述工作台与所述工作台座之间,两个所述对中夹紧气缸及两个所述直线滑轨分别对称设置在所述对中座上表面的两侧,所述直线滑轨上对称设有两个滑块,所述对中座滑板的两端分别安装在两个所述直线滑轨同侧的所述滑块上;所述对中夹紧气缸两侧的活动夹片与两个所述对中座滑板的同侧分别连接,所述对中夹紧气缸驱动两个所述对中座滑板反向移动;在所述滑块上方所述对中座滑板通过所述导轮板与所述对中导轮相连;两个所述升降气缸对称设置在所述对中座两侧并安装在所述工作台座上,用于驱动所述对中座升降。
进一步地,所述刀头切割机构包括滑动座、刀头平移装置、刀头进给装置、切割辊轮、绕线辊轮、环形线和刀头座;
一个或两个所述切割辊轮与一个或多个所述绕线辊轮分别安装在所述刀头座上,所述环形线依次缠绕于所述切割辊轮和所述绕线辊轮形成闭环环线,组成切割轮系;
所述刀头座通过所述刀头进给装置与所述滑动座活动连接,所述刀头进给装置用于带动所述刀头座和所述切割轮系升降进给和退刀;
所述滑动座与所述刀头平移装置滑动连接,所述刀头平移装置带动所述滑动座平移滑动。
进一步地,所述开方机还包括压料机构和夹边料机构;所述压料机构、所述夹边料机构与所述控制系统分别相连;所述压料机构设置在所述直线导轨端部,用于压紧所述待切割工件;两个所述夹边料机构对称设置在所述直线导轨两侧,且位于所述刀头切割机构与所述直线导轨之间,用于移出切割下的边角废料。
本发明的有益效果:
本发明的数控精密高速环线开方机,加工精度高达微米级以上、解决了切屑排屑问题、可适用于市面上多种尺寸硅棒的开方工序、加工效率高达五毫米到二十毫米每分钟以上、占地空间小、一次可完成多根硅棒的开方加工。
本发明利用环形线形成的闭环环线,实现单根环形线对工件无换向的持续加工,通过张紧装置减少了环形线的机械抖动,使工件的整个加工过程都在同一个规格的环形线下进行切割,避免了工件加工上下公差不一的现象,此外各切割轮系的环形线间互不干涉,使加工的每块工件尺寸一致,达到每块工件的尺寸和公差的高度一致性,实现高精度切割,精度达到微米级,实现以锯代磨的加工工艺。
本发明通过线速度达50米每秒以上的高速化设计,甚至达100米每秒以上的线速度,利用环形线的无限循环性质,使每根环形线无需换向就可对工件进行高速高精密持续切割,即无往返的加速、减速、停顿、换向、再加速的循环过程,大大提高了参与切割的有效时间,进而实现了高效切割,加工效率是现有加工工艺的两倍以上。
本发明通过控制系统控制上下料机构、旋转对中工作台机构、刀头切割机构、压料机构、夹边料机构及行走系统的动作,从上料后到下料前,无需人工干预,可全程自动化实现工件的开方加工,如配合自动化上下料设备和废料收集设备,可实现整个工序的无人化智能制造。
本发明通过翻转输送平台改变工件的姿态,便于加工,且通过叉臂以及上料输送平台和翻转输送平台上滚筒和无动力滚轮的设置可保证工件翻转过程中的稳定性。
本发明通过旋转对中工作台机构对工件进行径向对中,可避免工件的圆周误差,大大提高了切割精度;通过工作台旋转部带动工件转动,可实现多面的开方切割,可方便实现多边形柱体结构的开方加工。
附图说明
图1为本发明环线开方机的整机结构立体示意图,其中一单工位开方机隐藏外壳,便于识图;
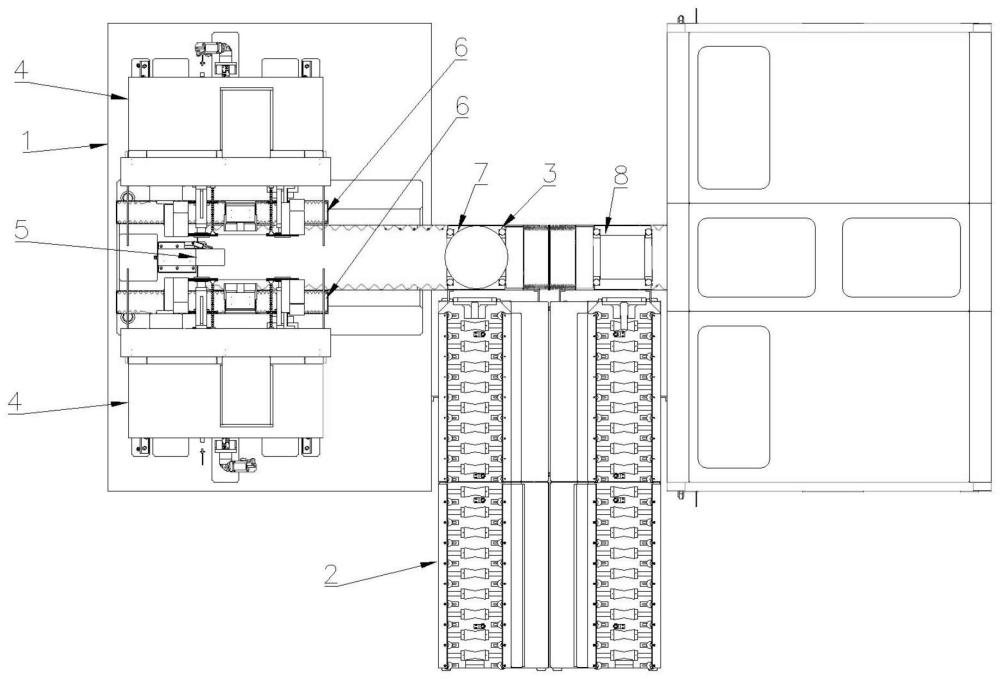
图2为本发明环线开方机的俯视示意图;
图3为本发明中上下料机构正面示意图;
图4为本发明中上下料机构立体示意图,图中状态为正在翻转送料;
图5为本发明中旋转对中工作台机构立体示意图;
图6为本发明中刀头切割机构正面立体示意图,其中滑动座透明虚线表示,便于识图;
图7为本发明中刀头切割机构背面立体示意图;
图8为本发明中压料机构立体示意图;
图9为本发明中夹边料机构立体示意图。
其中:1-机架、2-上下料机构、2.1-上下料底座、2.2-上料输送平台、2.3-翻转输送平台、2.4-油缸顶升部、2.5-齿轮进退部、3-旋转对中工作台机构、3.1-工作台旋转部、3.2-气缸升降对中部、4-刀头切割机构、4.1-滑动座、4.2-刀头平移装置、4.3-刀头进给装置、4.4-切割辊轮、4.5-绕线辊轮、4.6-切削液供应系统、4.7-环形线、4.8-挡水板、4.9-张紧装置、4.10-刀头座、5-压料机构、5.1-压料座、5.2-压料传动组件、5.3-接触感应器、5.4-滑动压料组件、6-夹边料机构、6.1-运料底座、6.2-运料传动组件、6.3-运料滑动组件、6.4-夹料座组件、6.5-夹边料传动组件、6.6-夹边料滑动板组件、7-待切割工件、8-切割完的工件、9-齿轮齿条行走部。
具体实施方式
下面结合说明书附图和实施例,对本发明的具体实施方式作进一步详细描述。以下实施例仅用于说明本发明,但不用来限制本发明的范围。
本申请文件中的上、下、左、右、内、外、前端、后端、头部、尾部等方位或位置关系用语是基于附图所示的方位或位置关系而建立的。附图不同,则相应的位置关系也有可能随之发生变化,故不能以此理解为对保护范围的限定。
本发明中,术语“安装”、“相连”、“相接”、“连接”、“固定”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,也可以是一体地连接,也可以是机械连接,也可以是电连接或可以相互通信,也可以是直接连接,也可以是通过中间媒介间接连接,可以是两个元器件内部的联通,也可以是两个元器件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
本实施例记载了一种环线开方机,其加工精度高达微米级以上、解决了切屑排屑问题、可适用于市面上多种尺寸硅棒的开方工序、加工效率高达五毫米到二十毫米每分钟以上、占地空间小。本实施例的开方机可通过左右对称放置组成双工位开方机,保证一次可以同时加工两根硅棒。
如图1和图2所示,开方机包括机架1、上下料机构2、旋转对中工作台机构3、刀头切割机构4、压料机构5、夹边料机构6、行走系统及控制系统,其中控制系统用于控制上下料机构2、旋转对中工作台机构3、刀头切割机构4、压料机构5、夹边料机构6和行走系统等各部件的动作。上下料机构2安装在机架1上,用于工件的上下料。旋转对中工作台机构3与机架1上行走系统中的直线导轨活动连接,旋转对中工作台机构3能在行走系统驱动下沿直线导轨移动。两个刀头切割机构4对称设置在直线导轨左右两侧并与机架1活动连接,压料机构5通过压料座安装在机架1上位于直线导轨的端部,两个夹边料机构6在直线导轨左右两侧分别通过运料底座对称固定安装在机架1上,位于刀头切割机构4与直线导轨之间,用于运输刀头切割机构4切割后产生的边角废料。本实施例中的工件包含但不限于硅棒,按切割状态分为待切割工件7和切割完的工件8。
机架1用于安装连接各机构,并具有一定的强度,以支撑各机构的自重载荷和切割载荷。在机架1底部均布多个减震垫铁,通过减震垫铁可调整机架1的高度和整机水平度,以保证各机构运动的精度和稳定性,有效消除震动对切割精度的不良影响。另外,在机架1上设有与上下料机构2、旋转对中工作台机构3以及刀头切割机构4工作位置相应的引水槽,用以收集切削液,利于实现切削液的回收利用。
上下料机构2安装在行走系统的直线导轨一侧,用于工件的上下料以及姿态调整,以便后续的工序。如图3和图4所示,上下料机构2包括上下料底座2.1、上料输送平台2.2、翻转输送平台2.3、油缸顶升部2.4、齿轮进退部2.5。
上料输送平台2.2安装在上下料底座2.1上,为待切割工件7上料和切割完成的工件8下料位置。翻转输送平台2.3底部靠近直线导轨的外端铰接安装在油缸顶升部2.4的平移滑板上,油缸顶升部2.4通过平移滑板滑动连接在齿轮进退部2.5的直线滑轨上,直线滑轨安装在上下料底座2.1上,齿轮进退部2.5的驱动电机安装在平移滑板下方,并与置于上下料底座2.1上的齿条啮合连接,在齿轮进退部2.5驱动下油缸顶升部2.4可沿直线滑轨滑动。油缸顶升部2.4的油缸本体与平移滑板铰接连接,活塞杆穿过平移滑板中部与翻转输送平台2.3底部铰接连接,在油缸顶升部2.4的油缸作用下活塞杆推动翻转输送平台2.3翻转90°。齿轮进退部2.5的齿条安装在上下料底座2.1上,齿轮进退部2.5的进退电机安装在平移滑板下方,与齿条啮合连接,进退电机利用齿轮啮合传动带动油缸顶升部2.4和翻转输送平台2.3沿直线滑轨移动。本实施例的上料输送平台2.2和翻转输送平台2.3在水平状态下同轴且表面平齐,便于工件的传送。上料输送平台2.2和翻转输送平台2.3的上表面均呈U型,在上表面上均匀分布多个平行设置的滚筒,形成滚筒输送轨道,在滚筒两侧对称设有向内侧倾斜的无动力滚轮,无动力滚轮通过滚轮座安装在上料输送平台2.2和翻转输送平台2.3的上表面上,滚筒在输送电机的驱动下传送工件。本实施例的翻转输送平台2.3在靠近直线导轨的端部设有定位工件用的叉臂,叉臂可为U型平板,垂直于翻转输送平台2.3表面设置,其开口朝向翻转输送平台2.3的上方。当工件与叉臂接触后,油缸顶升部2.4控制翻转输送平台2.3翻转90°至接触安装在机架1上的缓冲器,在翻转工件时叉臂可承载工件重量,阻挡工件倾斜滑出翻转输送平台2.3的输送轨道,在上料时便于工件翻转至垂直姿态并落入旋转对中工作台机构3的工作台上。
行车将待切割工件7以水平状态放入上料输送平台2.2后,通过滚筒输送轨道运输至翻转输送平台2.3,当待切割工件7输送至翻转输送平台2.3上的翻转位置后,油缸顶升部2.4推动翻转输送平台2.3翻转90°,待切割工件7由水平姿态调整为竖直姿态,使叉臂进入旋转对中工作台机构3内,将待切割工件7转运至旋转对中工作台机构3的平台面上。齿轮进退部2.5驱动油缸顶升部2.4和翻转输送平台2.3整体往后退回,使叉臂退出旋转对中工作台机构3,避让旋转对中工作台机构3动作,旋转对中工作台机构3在行走系统带动下移动至切割位置,进行开方。当待切割工件7开方成切割完的工件8后,旋转对中工作台机构3沿行走系统中的直线导轨退回至上下料位置,齿轮进退部2.5控制油缸顶升部2.4和翻转输送平台2.3整体往前运动,将叉臂伸入旋转对中工作台机构3内,位于切割完的工件8下方,此时,翻转输送平台2.3以竖直状态接触切割完的工件8,油缸顶升部2.4将翻转输送平台2.3往回翻转90°(即由竖直姿态回转至水平姿态),将切割完的工件8转运至翻转输送平台2.3,同时使切割完的工件8由竖直姿态调整为水平姿态,此时,翻转输送平台2.3两侧面的无动力滚轮顶边与切割完的工件8侧面接触,与滚筒三面包围定位切割完的工件8,保证翻转的稳定性。然后通过上料输送平台2.2和翻转输送平台2.3的滚筒输送线将切割完的工件8输送至上料输送平台2.2,再由人工控制行车将切割完的工件8取走。
本实施例的行走系统为齿轮齿条行走部9(见图5),包括齿轮齿条驱动组件和直线导轨,齿轮齿条驱动组件安装在旋转对中工作台机构3上,直线导轨安装在机架1上,齿轮齿条驱动组件带动旋转对中工作台机构3沿直线导轨移动。
旋转对中工作台机构3用于将工件进行径向对中,调整待切割工件7的切割角度。如图5所示,旋转对中工作台机构3包括工作台旋转部3.1、气缸升降对中部3.2。
工作台旋转部3.1用于带动待切割工件7水平转动预定角度,以调整待切割工件7的切割位置,并配合气缸升降对中部3.2对待切割工件7进行径向对中。工作台旋转部3.1包括工作台、工作台座和旋转装置。工作台位于工作台座上方,用于承载工件。工作台安装在旋转装置的旋转轴顶端,旋转装置带动工作台及其上的待切割工件7旋转,调节待切割工件7的切割位置。旋转装置安装在工作台座下方,旋转轴穿过工作台座,并与工作台座活动连接,工作台座活动连接在齿轮齿条行走部9的直线导轨上,并与齿轮齿条行走部9的齿轮齿条驱动组件相连,齿轮齿条驱动组件通过工作台座带动工作台旋转部3.1沿直线导轨移动。
气缸升降对中部3.2包括对中座、对中夹紧气缸、升降气缸、对中导轮、导轮板、对中座滑板和直线滑轨。对中座位于工作台与工作台座之间,两个对中夹紧气缸及两个直线滑轨分别对称设置在对中座上表面的两侧,直线滑轨上对称设有两个滑块,对中座滑板的两端分别安装在两个直线滑轨同侧的滑块上。对中夹紧气缸两侧的活动夹片与两个对中座滑板的同侧分别连接,在对中夹紧气缸驱动下两个对中座滑板反向移动。在滑块上方对中座滑板通过导轮板与对中导轮相连。在两个对中夹紧气缸中间两个升降气缸对称设置在对中座两侧并安装在工作台座上,用于驱动对中座升降。
当工作台从上下料机构2接到待切割工件7后,齿轮齿条行走部9带动旋转对中工作台机构3整体移动至切割位置,升降气缸升高带动对中夹紧气缸和与之相连的对中导轮上升至超过待切割工件7下表面,然后对中夹紧气缸对中夹紧(对中夹紧气缸此前一直处于张开状态),使对中导轮往中心逐渐收拢夹紧待切割工件7,同时工作台旋转部3.1控制工作台和待切割工件7旋转,转动过程中如待切割工件7中心偏离旋转轴中心,则相应的对中导轮通过对中夹紧气缸提供的夹紧力推动待切割工件7向中心移动,此时待切割工件7在自身的旋转惯性力作用下,边旋转边逐渐向旋转装置的旋转轴中心移动,并保持同心,同时压料机构5的接触感应器5.3测量待切割工件7的圆周误差,当压料机构5压紧待切割工件7后,对中夹紧气缸张开,驱动两侧的对中导轮远离待切割工件7中心张开,升降气缸驱动对中座以及对中导轮下降至低于工作台平面,此时对中导轮已避让出切割位置。夹边料机构6移动至工作位置,夹住待切割工件7需要切除的部分,工作台两侧的刀头切割机构4一起往下进给切割待切割工件7,一次切割完成后,两侧的刀头切割机构4向上退回切割原点,夹边料机构6将边料移出,转移至回收设备上。工作台旋转部3.1驱动工作台旋转预设角度,待切割工件7两侧的夹边料机构6移动至工作位置,夹住待切割工件7需切除的部分,刀头切割机构4重复切割动作,依次重复上述退刀至重复切割的动作,直至开方加工工序完成,齿轮齿条行走部9反向动作,带动旋转对中工作台机构3与切割完的工件8一起移动至上下料位置,通过上下料机构2完成下料工序后,待下一个待切割工件7进入,自动进行下一个切割动作。
如图6和图7所示,刀头切割机构4包括滑动座4.1、刀头平移装置4.2、刀头进给装置4.3、切割辊轮4.4、绕线辊轮4.5、切削液供应系统4.6、环形线4.7、挡水板4.8、张紧装置4.9、刀头座4.10。
一个或两个切割辊轮4.4与一个或多个绕线辊轮4.5分别安装在刀头座4.10正表面上。切割辊轮4.4为主动轮,由刀头座4.10背表面的旋转驱动装置通过轴直连驱动,安装两个切割辊轮4.4时,第二个切割辊轮4.4可根据需要决定是否启动旋转驱动装置。绕线辊轮4.5为从动轮,在切割辊轮4.4带动下转动。如图7所示本实施例采用1个切割辊轮4.4和5个绕线辊轮4.5,环形线4.7依次缠绕于切割辊轮4.4和5个绕线辊轮4.5形成闭环环线,组成六轮系切割轮系。切割实施过程中,环形线4.7朝一个方向进行无限循环高速旋转。由于整个过程中环形线4.7只有一次加减速过程,无切割时停顿返向的停顿现象,使得待切割工件7从上到下一直在同一速度同一方向下进行切割,进一步控制了待切割工件7整板中单片从上到下的加工精度,从而实现微米级甚至更高的加工精度。
切割辊轮4.4和绕线辊轮4.5的辊轮中心平面分别设有一个形状大小相同的环形V槽,用于装载环形线4.7,形成单线切割。本实施例的环形线4.7为一种一定长度、一定线径上镀有所需规格大小的金刚石微粉颗粒的头尾连接在一起的环形线。
张紧装置4.9与一个绕线辊轮4.5相连,用于实现环形线4.7的张力调节,以便实现环形线4.7的高速旋转。张紧装置4.9中电机丝杆组件控制张紧滑动板上下移动,张紧滑动板上固接导轮座,导轮座通过张力传感器与绕线辊轮4.5相连。环形线4.7的张力通过张力传感器实时反馈给控制系统,控制系统通过电机丝杆组件实时控制环形线4.7的张力值使其符合设定值。
切削液供应系统4.6中的多个切削液喷头分别安装在刀头座4.10上,位于切割位置上方,随刀头座4.10的进给一直持续供应切削液,对切割区域起到润滑、清洗切屑和控制并降低切割区域温度的作用。在刀头座4.10两侧分别安装挡水板4.8,用以阻止切削液飞溅。
刀头座4.10通过刀头进给装置4.3与滑动座4.1活动连接,本实施例的刀头进给装置4.3可采用丝杆驱动系统带动刀头座4.10及其上的切割轮系等部件一起在竖直方向上升降进给和退刀。滑动座4.1通过刀头平移装置4.2滑动连接在机架1上,刀头平移装置4.2可通过一套丝杆驱动系统带动滑动座4.1及其上零部件在水平方向上平移滑动,调节切割位置,以确保设备可用于切割不同尺寸的待切割工件7。
压料机构5用于压紧待切割工件7,防止在切割时因机床抖动待切割工件7发生位移造成的精度损失。如图8所示,压料机构5包括压料座5.1、压料传动组件5.2、接触感应器5.3以及滑动压料组件5.4。压料座5.1固定在机架1上的切割区域内,滑动压料组件5.4通过压料传动组件5.2与压料座5.1活动连接,压料传动组件5.2可带动滑动压料组件5.4上下移动,以适应不同高度工件的压紧。本实施例的压料传动组件5.2可为丝杆驱动。接触感应器5.3安装在压料座5.1上,用于配合旋转对中工作台机构3中的工作台旋转部3.1,在工作台旋转的过程中,测量待切割工件7的径向跳动,以便实现待切割工件7切割角度位置的测定,从而及时调整,以减小待切割工件7的圆周误差,实现精准切割。
夹边料机构6与刀头切割机构4配合使用,用于切割待切割工件7时固定并回收边角废料,防止在切割完成时边角废料乱飞或堆积影响机床下一步的切割,切割完成时夹边料机构6会将边角废料自动传输至指定位置,由专门的边角废料回收设备进行回收。
如图9所示,夹边料机构6包括运料底座6.1、运料传动组件6.2、运料滑动组件6.3、夹料座组件6.4、夹边料传动组件6.5和夹边料滑动板组件6.6。运料传动组件6.2通过运料底座6.1固定在机架1上,运料滑动组件6.3套接在运料传动组件6.2的引导轴上,在运料传动组件6.2驱动下运料滑动组件6.3可沿引导轴水平移动。夹料座组件6.4固定安装在运料滑动组件6.3上,可与运料滑动组件6.3一起水平移动,夹边料滑动板组件6.6通过夹边料传动组件6.5活动连接在运料滑动组件6.3上,夹边料传动组件6.5可带动夹边料滑动板组件6.6升降移动。在切割之前,夹边料传动组件6.5驱动夹边料滑动板组件6.6向下移动,带动夹边料滑动板组件6.6中的夹料顶板向下移动,直到压住待切割工件7所需切除部分的上方。此时夹料座组件6.4位于待切割工件7所需切除部分的下方,在切割完成后,夹料座组件6.4配合夹料顶板夹住与待切割工件7主体脱离的边角废料,运料传动组件6.2驱动运料滑动组件6.3水平移动,将边角废料运输转移,直至退出切割区域,待边角废料移除后,运料滑动组件6.3重新回到切割区域。
利用本实施例的开方机进行开方的过程如下:
1、人工或自动化设备操控待切割工件7水平放入上下料机构2的上料输送平台2.2,上料输送平台2.2将待切割工件7运输至翻转输送平台2.3;
2、油缸顶升部2.4将翻转输送平台2.3顶升翻转90°,使待切割工件7处于竖直状态;待切割工件7落在上下料位置处的工作台旋转部3.1的工作台上;
3、齿轮进退部2.5控制翻转输送平台2.3和油缸顶升部2.4退回,避让旋转对中工作台机构3的行走动作,然后进入待机状态;
4、旋转对中工作台机构3通过齿轮齿条行走部9运作从上下料位置行走至切割位置;气缸升降对中部3.2对待切割工件7夹紧对中,同时工作台旋转部3.1带动待切割工件7旋转,待切割工件7在对中夹紧气缸的夹紧力和自身的旋转惯性力作用下,实现待切割工件7与工作台旋转部3.1的工作台同轴精度控制,旋转的同时压料机构5中的接触感应器5.3对待切割工件7的径向跳动进行测量,以便实现如单晶硅棒筋线的角度位置测定,实现精准切割;
5、待切割工件7对中完成后,气缸升降对中部3.2退开,压料机构5中的滑动压料组件5.4向下运动压紧待切割工件7,夹边料机构6中的运料滑动组件6.3、夹料座组件6.4、夹边料传动组件6.5、夹边料滑动板组件6.6进入切割位置,夹边料滑动板组件6.6向下运动,夹紧待切割工件7的切除部分;
6、刀头切割机构4中由刀头平移装置4.2驱动至设定的切割尺寸,切割辊轮4.4开始旋转,切削液供应系统4.6开始供应切削液,切割辊轮4.4转速达到预设值,张紧装置4.9确认环形线4.7张力达标后,刀头进给装置4.3开始带动刀头座4.10和在其上的切割轮系等向下进给,直至切割至待切割工件7下方,刀头进给装置4.3退刀至上方原点,夹边料机构6将边角废料运出,压料机构5向上松开待切割工件7;
7、工作台旋转部3.1带动待切割工件7旋转预定角度,压料机构5再次向下压紧待切割工件7,夹边料机构6重新夹紧待切割工件7的切除部分;刀头切割机构4重复切割进给和退刀动作,夹边料机构6再次将边角废料运出,压料机构5再次向上松开待切割工件7,重复此步骤,直至待切割工件7加工完成,形成切割完的工件8;
8、旋转对中工作台机构3将切割完的工件8送至上下料区域,处于待机状态的上下料机构2中齿轮进退部2.5控制翻转输送平台2.3和油缸顶升部2.4进入至取料位置,油缸顶升部2.4将翻转输送平台2.3缩回翻转-90°,翻转输送平台2.3将切割完的工件8运输至上料输送平台2.2,等待人工或自动化设备取走,至此,等待下一个待切割工件7进入。
虽然上面结合本发明的优选实施例对本发明的原理进行了详细的描述,本领域技术人员应该理解,上述实施例仅仅是对本发明的示意性实现方式的解释,并非对本发明包含范围的限定。实施例中的细节并不构成对本发明范围的限制,在不背离本发明的精神和范围的情况下,任何基于本发明技术方案的等效变换、简单替换等显而易见的改变,均落在本发明保护范围之内。