自动多页叠膜机
文献发布时间:2023-06-19 11:03:41
技术领域
本发明属于净水行业的滤芯膜片加工领域,尤其涉及一种自动多页叠膜机。
背景技术
目前的多层膜袋制作均为人工操作,工人需要把几十米长的膜片反复等距折叠,反复加格网,加导流布,折叠7-10层,需要4个人,折叠一片(10层)需要1个小时。可见,人工折叠难度高,折叠品质不稳定,折叠效率低,量产成本太高。为此,有必要研发一种能实现多层膜袋制作的自动化设备。
发明内容
本发明的目的在于提供一种自动多页叠膜机,旨在解决现有技术中人工制作多层膜袋所存在的人工折叠难度高,折叠品质不稳定,折叠效率低,量产成本太高的问题。
本发明是这样实现的,一种自动多页叠膜机,包括
膜片放料装置,用于存放膜卷;
格网放料装置,用于存放格网卷;
导流布放料装置,用于存放导流布卷;
膜片定长送料及切割机构,用于输送膜片以及定长切断膜片;
格网定长送料及切割机构,用于输送格网以及定长切断格网;
导流布定长送料及切割机构,用于输送导流布以及定长切断导流布;
叠膜平台装置,用于承置以及压紧膜片、格网以及导流布;
膜片下拉机械手,用于夹紧膜片,并将膜片向下拉至所述叠膜平台装置下方位置;
膜片折叠拖动装置,用于拖动膜片,使膜片折叠形成膜袋;
压料机械手,用于顶压膜片,使膜片的折痕成型;
膜层胶线封灌机械手,用于在膜片间封灌胶线;以及,
控制系统,用于控制所述膜片定长送料及切割机构、格网定长送料及切割机构、导流布定长送料及切割机构、叠膜平台装置、膜片下拉机械手、膜片折叠拖动装置、压料机械手以及膜层胶线封灌机械手运行。
进一步的,所述叠膜平台装置包括内移台装置以及外移台装置,所述外移台装置作为封灌胶线工作平台以及膜袋叠放处;所述内移台装置包括第一工作平台、第一直线滑轨、第一直线驱动机构、第一压紧装置以及第一升降模组,所述第一直线滑轨的长度方向与膜片的输送方向相同;所述第一压紧装置包括第一压紧动力源以及第一压条,所述第一压紧动力源工作时,能驱动所述第一压条上升或下降;所述第一工作平台的边缘位置设置有若干所述第一压紧装置;所述第一升降模组与所述第一工作平台传动连接,所述第一升降模组工作时,能驱动所述第一工作平台上升或下降。
进一步的,所述外移台装置包括第二工作平台、第二直线滑轨、第二直线驱动机构以及第二压紧装置,所述第二直线滑轨的长度方向与膜片的输送方向相同;所述第二压紧装置包括第二压紧动力源以及第二压条,所述第二压紧动力源工作时,能驱动所述第二压条上升或下降;所述第二工作平台的边缘位置设置有若干所述第二压紧装置。
进一步的,所述膜片折叠拖动装置包括皮带传动组件、第二直线滑轨、用于使膜片紧贴所述叠膜平台装置输送的若干压紧装置以及用于使膜片形成折痕的横杆,所述压紧装置及横杆可滑动地安装在所述第二直线滑轨上,所述第二直线滑轨的长度方向与膜片的输送方向相同;所述夹紧装置及横杆与皮带传动组件中的皮带连接。
进一步的,所述压料机械手包括压辊、压板以及三轴移动模组,所述三轴移动模组能带动所述压辊以及压板在三维方向内移动,所述压辊用于滚动顶压材料,所述压板用于向下顶压材料。
进一步的,所述膜片下拉机械手包括用于夹紧膜片的夹爪、用于拉紧膜片折叠处的张紧轴、第三直线驱动模组以及竖向驱动模组,所述夹爪、张紧轴均与所述竖向驱动模组的动力输出端连接,所述竖向驱动模组与所述第三直线驱动模组的动力输出端连接。
进一步的,所述导流布定长送料及切割机构包括用于切断导流布的导流布切割模组、用于为导流布提供前进动力以及计算导流布长度的导流布定长输送辊以及引导导流布流向膜片上方的导流布导向板,所述导流布导向板具有供导流布滑动的弧形夹缝。
进一步的,所述自动多页叠膜机还包括支承组件,所述支承组件包括支承辊、支承辊驱动气缸、支承板以及支承板驱动气缸,所述支承辊驱动气缸工作时,顶升所述支承辊,使支承辊与上方的膜片滚动接触,所述支承板驱动气缸工作时,顶升所述支承板,使支承板与上方的膜片接触。
进一步的,所述膜片定长送料及切割机构包括膜片切割模组以及送膜组件,所述送膜组件包括用于为膜片提供前进动力、计算膜片长度的膜片定长输送辊、引导膜片流向叠膜平台装置的膜片导向板以及两组处于不同水平高度的膜片导向辊,所述膜片导向板具有供膜片滑动的竖向夹缝。
进一步的,所述自动多页叠膜机还包括人机操作平台,其用于人机互动,输入控制指令,修改参数以及报警信息显示。
本发明与现有技术相比,有益效果在于:
本发明的自动多页叠膜机,可使膜片、格网、导流布定长放料,等距叠放,膜层间密封胶线自动涂填,放膜折膜过程中不损伤膜片的RO层,实现了多工序结合和自动化生产。解决了人工制作多层膜袋所存在的操作难度高,折叠品质不稳定,折叠效率低,量产成本太高的问题。
附图说明
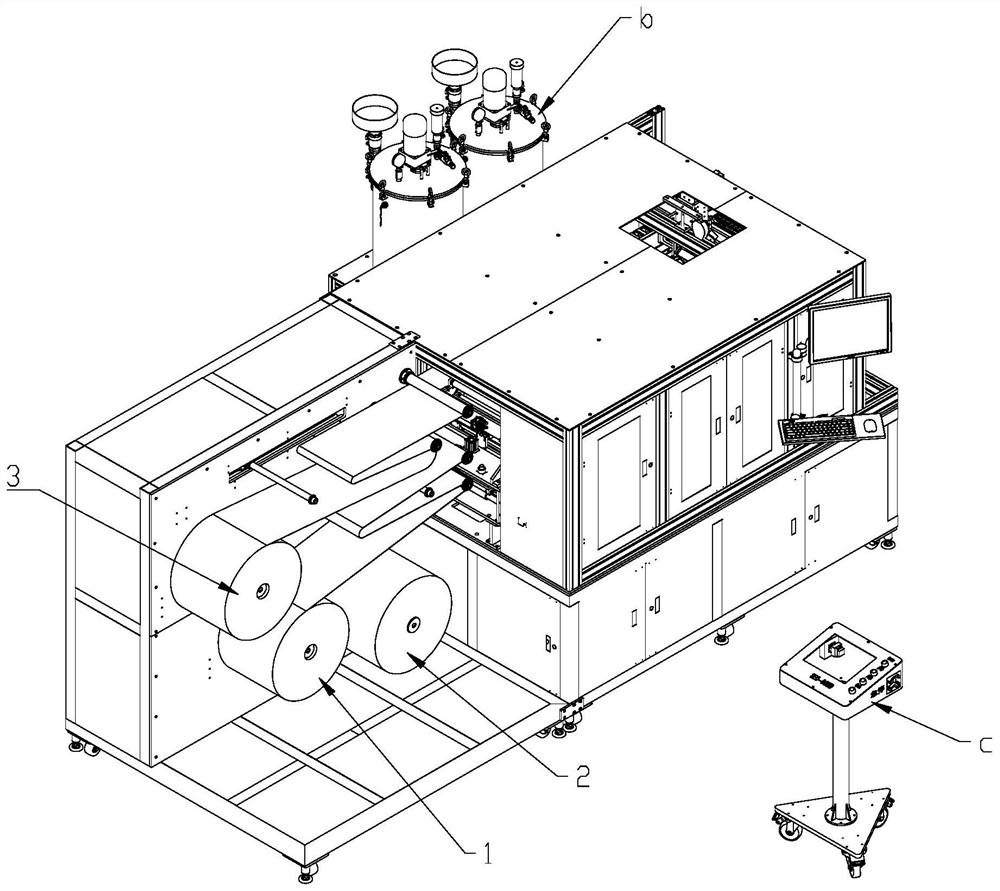
图1是本发明实施例提供的一种自动多页叠膜机的结构示意图;
图2是图1所示自动多页叠膜机的纵向剖视示意图;
图3是图1所示自动多页叠膜机中的内移台装置的结构示意图;
图4是图1所示自动多页叠膜机中的外移台装置的结构示意图;
图5是图1所示自动多页叠膜机中的膜片折叠拖动装置的结构示意图;
图6是图1所示自动多页叠膜机中的压料机械手的结构示意图;
图7是图1所示自动多页叠膜机中的膜片下拉机械手的结构示意图;
图8是图1所示自动多页叠膜机中的导流布定长送料及切割机构的结构示意图;
图9是图1所示自动多页叠膜机中的导流布定长送料及切割机构另一角度的结构示意图;
图10是图1所示自动多页叠膜机中的膜片定长送料及切割机构的结构示意图;
图11是图1所示自动多页叠膜机中的格网定长送料及切割机构的结构示意图;
图12是图1所示自动多页叠膜机中的格网定长送料及切割机构另一角度的结构示意图;
图13是图1所示自动多页叠膜机中的膜层胶线封灌机械手的结构示意图;
图14是图1所示自动多页叠膜机中的支承组件的结构示意图。
具体实施方式
为了使本发明的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制;术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性;此外,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个部件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
请参阅图1及图2,示出了本发明实施例提供的一种自动多页叠膜机,包括:
膜片放料装置1,用于存放膜卷;
格网放料装置2,用于存放格网卷;
导流布放料装置3,用于存放导流布卷;
膜片定长送料及切割机构4,用于输送膜片以及定长切断膜片;
格网定长送料及切割机构5,用于输送格网以及定长切断格网;
导流布定长送料及切割机构6,用于输送导流布以及定长切断导流布;
叠膜平台装置7,用于承置以及压紧膜片、格网以及导流布;
膜片下拉机械手8,用于夹紧膜片,并将膜片向下拉至所述叠膜平台装置7下方位置;
膜片折叠拖动装置9,用于拖动膜片,使膜片折叠形成膜袋;
压料机械手10,用于顶压膜片,使膜片的折痕成型;
膜层胶线封灌机械手a,用于在膜片间封灌胶线;
供胶系统b,用于为膜层胶线封灌机械手a供应胶水;
控制系统,用于控制所述膜片定长送料及切割机构4、格网定长送料及切割机构5、导流布定长送料及切割机构6、叠膜平台装置7、膜片下拉机械手8、膜片折叠拖动装置9、压料机械手10以及膜层胶线封灌机械手a运行;以及,
人机操作平台c,用于人机互动,输入控制指令,修改参数以及报警信息显示。
具体的,上述膜片放料装置1、格网放料装置2以及导流布放料装置3在放卷过程中采用扭力电机配重,保证放料均匀。
本实施例的叠膜平台装置7包括内移台装置71以及外移台装置72,请参阅图3,内移台装置71包括第一工作平台711、第一直线滑轨712、第一直线驱动机构713、第一压紧装置714以及第一升降模组715。第一直线滑轨712的长度方向与膜片的输送方向相同;第一工作平台的边缘位置设置有若干第一压紧装置。第一压紧装置包括第一压紧动力源以及第一压条,第一压紧动力源工作时,能驱动第一压条上升或下降,从而压紧或松开材料。第一升降模组与第一工作平台传动连接,第一升降模组工作时,能驱动第一工作平台上升或下降。
请参阅图4,外移台装置72作为封灌胶线工作平台以及膜袋叠放处,其包括第二工作平台721、第二直线滑轨722、第二直线驱动机构723以及第二压紧装置724。第二直线滑轨722的长度方向与膜片的输送方向相同,第二工作平台721的边缘位置设置有若干第二压紧装置724。第二压紧装置724包括第二压紧动力源以及第二压条,第二压紧动力源工作时,能驱动第二压条上升或下降,从而压紧或松开材料。
请参阅图5,膜片折叠拖动装置9包括皮带传动组件、第二直线滑轨91、用于使膜片紧贴叠膜平台装置7输送的若干压紧装置92以及用于使膜片形成折痕的横杆。压紧装置92及横杆可滑动地安装在第二直线滑轨91上,第二直线滑轨91的长度方向与膜片100的输送方向相同;夹紧装置92及横杆与皮带传动组件中的皮带连接。在横杆拖动膜片100时,压紧装置91能压紧膜片,避免膜片100隆起。
请参阅图6,压料机械手10包括压辊101、压板102以及第一三轴移动模组103,第一三轴移动模组103能带动压辊101以及压板102在三维方向内移动,压辊101用于滚动顶压材料,压板102用于向下顶压材料,使膜片折叠定型。
请参阅图7,膜片下拉机械手8包括用于夹紧膜片的夹爪81、用于拉紧膜片折叠处的张紧轴82、第三直线驱动模组83以及竖向驱动模组84,夹爪81、张紧轴82均与竖向驱动模组84的动力输出端连接,竖向驱动模组84与第三直线驱动模组83的动力输出端连接。夹爪81夹紧膜片后,竖向驱动模组84工作,驱动夹爪81下降,进而拉下膜片至叠膜平台装置7下方位置,以供膜片折叠拖动装置9的横杆折叠膜片,当膜片被折叠后,张紧轴82阻挡膜片,起到限位以及张紧膜片的作用。
请参阅图8及图9,导流布定长送料及切割机构6包括用于切断导流布的导流布切割模组61、用于为导流布提供前进动力以及计算导流布长度的导流布定长输送辊62以及引导导流布流向膜片上方的导流布导向板63,导流布导向板63具有供导流布滑动的弧形夹缝,导流布经过弧形夹缝后,输出的方向与膜片的输送方向平行。
请参阅图10,膜片定长送料及切割机构4包括膜片切割模组以及送膜组件,送膜组件包括用于为膜片100提供前进动力、计算膜片长度的膜片定长输送辊41、引导膜片流向叠膜平台装置7的膜片导向板42以及两组处于不同水平高度的膜片导向辊43,膜片导向板42具有供膜片滑动的竖向夹缝,膜片下拉机械手8下拉膜片100时,竖向夹缝可起到限位以及导向作用。
请参阅图11及图12,格网定长送料及切割机构5包括格网切割模组以及送格网组件,送格网组件包括用于为格网200提供前进动力、计算格网200长度的格网定长输送辊51。
请参阅图13,膜层胶线封灌机械手a包括涂胶装置a-1以及第二三轴移动模组a-2,涂胶装置a-1安装在所述第二三轴移动模组a-2的动力输出端上,第二三轴移动模组a-2工作时,能带动涂胶装置a-1在三维方向内移动,于膜层间封灌胶线。
进一步的,请参阅图14,本实施例的自动多页叠膜机还包括支承组件d,支承组件d包括支承辊d-1、支承辊驱动气缸d-2、支承板d-3以及支承板驱动气缸d-4,支承辊驱动气缸工作时,顶升支承辊,使支承辊与上方的膜片滚动接触,支承板驱动气缸工作时,顶升支承板,使支承板与上方的膜片接触。
本实施例的自动多页叠膜机的工作过程:
送膜组件输出膜片,膜片下拉机械手8下拉膜片至叠膜平台装置7下方位置,并夹紧膜片。膜片折叠拖动装置9工作,膜片被折叠,随后被膜片下拉机械手8的张紧轴82拉紧。
格网定长送料及切割机构5工作,往膜层间插入一片格网,同时,导流布定长送料及切割机构6往膜片上方叠放一片导流布。压料机械手10工作,使膜片折叠成型,膜片下拉机械手8将材料拖至第二工作平台721,膜层胶线封灌机械手a工作,于膜层间封灌胶线。重复多次上述的切料、折叠、定型以及封灌胶线操作,直至完成多页膜袋的制作。
本实施例的自动多页叠膜机,可使膜片、格网、导流布定长放料,等距叠放,膜层间密封胶线自动涂填,放膜折膜过程中不损伤膜片的RO层,实现了多工序结合和自动化生产。解决了人工制作多层膜袋所存在的操作难度高,折叠品质不稳定,折叠效率低,量产成本太高的问题。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 自动多页叠膜机
- 自动裁膜叠膜一体机