一种新型超细孔激光打孔系统及工艺
文献发布时间:2023-06-19 11:24:21
技术领域
本发明涉及激光打孔设备领域,具体涉及一种新型超细孔激光打孔系统及工艺。
背景技术
随着生物医药、MEMS系统、以及介入医疗器械的发展,越来越多的产品需要加工超细小孔,孔的直径从几十微米到几微米,甚至更小,比如在介入金属器械表面打超细孔,可实现在不影响器械性能的前提下内置药物,以加快病变组织的恢复;在微型气体传感器表面均布超细孔,用于在测量样品时使得气体进入到传感器内部,增加传感器的灵敏度。
常见的超细小孔采用机械钻孔或激光打孔工艺,机械钻孔为接触式钻孔,钻孔直径取决于钻头的直径,因钻头很细,受力时容易折断,很难无限减小钻头直径,最小钻孔直径一般在几百微米以上;常规激光打孔工艺是非接触式钻孔,钻孔直径取决于激光束聚焦后的光腰直径和焦深,以及材料对激光的吸收效率,最小钻孔直径可做到几十微米左右,激光加工小于十几微米以下的超细孔难度较大,对材料和孔的尺寸都有限定,不能稳定加工超细孔。
采用纳秒激光打孔时,激光束与材料的作用机理有多种,如热蒸发、等离子体膨胀喷发、以及材料直接气化等,激光照射时多种机理相互作用,导致在去除孔内材料时孔的内壁成型不规整并有材料二次堆积的现象,最终影响孔的几何形状。而超快激光(皮秒激光和飞秒激光)的脉冲宽度窄,激光与材料相互作用时间非常短,去除材料的主要机理是材料直接气化,因此成型孔壁比较光滑且无材料二次堆积的现象,孔的形状较佳,特别有利于在孔径一定的情况时加大孔深值。
采用凸透镜聚焦高斯激光时,在光腰处直径最小,所有能量均通过光腰处,但高斯光束的焦深较浅,因此钻孔时去除材料的能力强,但成型的孔径较大,一般在几十微米左右,孔径进一步减小的难度较大。采用锥透镜聚焦高斯激光光束时形成贝塞尔-高斯光束,这种光束可以随着距离增加而保持直径定值,在短距离内光束直径几乎没有变化,但是只有部分能量通过中心位置,通过能量约占总能量的20~30%,具体比例与光学系统参数和打孔孔径有关,因此采用贝塞尔-高斯光束打孔时,中心位置处的激光束能量较小,焦深很深,打孔时去除材料的能力较小,但是可以获得较大的焦深,有利于获得较大的深径比。
而超细孔的加工需要优化两个参数:
1)深径比,在孔径较小的情况下,如何实现较大的孔深;
2)2)最小孔径,在保持孔的几何形状时如何尽可能加工更小直径的孔,孔径越小,可用的加工手段越少,难度越大。
发明内容
本发明的一目的是提供一种新型超细孔激光打孔系统,其具有使用该系统自动化程度较高,可以打出超细孔径,打孔精度较高的优点。
本发明的上述技术目的是通过以下技术方案得以实现的:
一种新型超细孔激光打孔系统,包括设备平台,其特征在于:所述设备平台四周设有支柱,所述支柱上设有光学平台,所述设备平台上设有X轴直线滑移装置,所述X轴直线滑移装置上设有Y轴直线滑移装置,所述Y轴直线滑移装置上连接有工作台,所述支柱上还设有用于控制X轴直线滑移装置及Y轴直线滑移装置控制台,所述光学平台上还设有两个Z轴直线滑移装置,所述光学平台上还设有朝向两个Z轴直线滑移装置的超快激光器,所述两个Z轴直线滑移装置包括Z轴直线滑移装置A与Z轴直线滑移装置B。
进一步设置:所述两个Z轴直线滑移装置一侧还设有CCD图像识别装置。
进一步设置: 所述超快激光器上连接有光电开关及光阑,所述光阑上连接有扩束准直镜,所述扩束准直镜上设有反射镜A和反射镜B,所述Z轴直线滑移装置A底部设有与反射镜A对应的朝向工作台的锥透镜,所述Z轴直线滑移装置B底部设有与反射镜B对应的朝向工作台的凸透镜。
通过采用上述技术方案,整体为龙门式结构,龙门底部为固定在XY运动模组上的工作平台,用于在加工时固定工件,并带动工件运动到指定位置。龙门上方为光学平台,激光器和两套光学系统均固定在光学平台上,超快激光器发出的光经光电开关、光阑、扩束准直镜,经过光路切换反射镜后进入两套光学系统中,通过反射镜进行光路切换,确保在任意时刻只有一套光学系统在工作,凸透镜聚焦系统和锥透镜聚焦系统分别固定在垂直于工作台的两套Z轴上,控制系统可根据工艺需求控制两套Z轴的升降,来满足打样需求,两套Z轴上各自固定有CCD镜头,用于识别定位钻孔位置。
本发明的另一目的是提供一种新型超细孔激光打孔工艺,其具有采用采用分层打孔工艺来实现超细孔的加工方法,使得整体精度更高,自动化程度更高的优点。
本发明的上述技术目的是通过以下技术方案得以实现的:
一种新型超细孔激光打孔工艺,包括如下步骤:
D1、先将零件固定在工作台上,在控制器中设定加工参数后,开始加工;
D2、控制器控制固定凸透镜的Z轴直线滑移装置B的CCD图像识别装置识别定位零件打孔位置,然后将Z轴直线滑移装置B调整到加工位置,控制反射镜偏离光路,控制超快激光器输出激光束,然后打开光电开关,激光束经过光阑、扩束准直镜和反射镜,再经过凸透镜,在工件表面钻孔;
D3、打孔结束后,关闭光电开关,控制器控制工作台运动到锥透镜下方,通过CCD图像识别装置获取已打孔位置,并精确定位固定锥透镜的Z轴直线滑移装置A到打孔位置,调整Z轴直线滑移装置A垂直距离,打开光电开关,激光束经光阑,扩束准直镜和反射镜进入锥透镜,在零件上钻出超细孔,直到完成整个孔的加工;
D4、打孔结束后,关闭超快激光器和光电开关,工作台运动到设定位置,打孔结束。
综上所述,本发明具有以下有益效果:采用高斯激光经凸透镜聚焦后,所有能量均通过光腰位置,去除材料的能力强,高斯激光经锥透镜聚焦后形成贝塞尔高斯光束,贝塞尔高斯光束的焦深较深,但只有部分能量通过中心位置,因此去除材料的能量弱,采用经凸透镜聚焦的超快激光打孔,形成基孔,然后利用经过锥透镜聚焦的超快激光打孔,形成超细孔。
附图说明
下面结合附图对本发明进一步说明。
图1是超细孔激光打孔原理图
图2是聚焦高斯光束及能量分布
图3 是聚焦贝塞尔高斯光束及能量分布
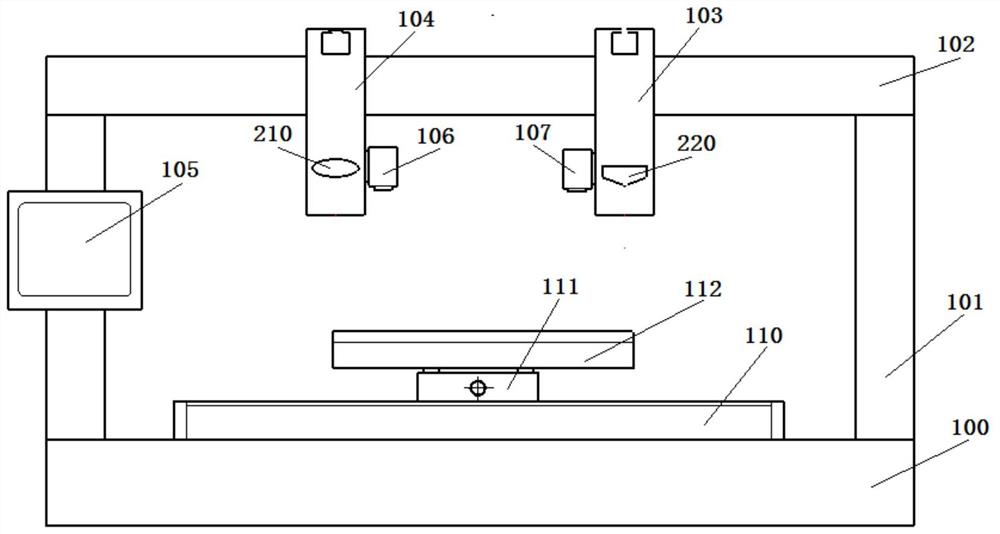
图4是超细孔激光打孔系统
图5是光路图。
图中,100、设备平台;101、支柱;102、光学平台;103、Z轴直线滑移装置B;104、Z轴直线滑移装置A;105、控制台;106、CCD图像识别装置;110、X轴直线滑移装置;111、Y轴直线滑移装置;112、工作台;200、超快激光器;201、光电开关;202、光阑;203、扩束准直镜;210、凸透镜;211、高斯光束的焦深;212、高斯光束的能量;220、锥透镜;221、贝塞尔高斯光束的焦深;222、贝塞尔高斯光束的能量;204、反射镜A;205、反射镜B。
具体实施方式
下面结合附图对本发明的具体实施方式做进一步说明。
本发明所采用的技术方案是:
一种新型超细孔激光打孔系统及工艺,包括设备平台100,设备平台100四周设有支柱101,支柱101上设有光学平台102,设备平台100上设有X轴直线滑移装置110,X轴直线滑移装置110上设有Y轴直线滑移装置111,Y轴直线滑移装置111上连接有工作台112,支柱101上还设有用于控制X轴直线滑移装置110及Y轴直线滑移装置111控制台105,光学平台102上还设有两个Z轴直线滑移装置,光学平台102上还设有朝向两个Z轴直线滑移装置的超快激光器200,其超快激光器200与Z轴直线滑移装置均与控制台105电连接,同时两个Z轴直线滑移装置一侧还设有CCD图像识别装置106,超快激光器200上连接有光电开关201及光阑202,而光阑202上连接有扩束准直镜203,扩束准直镜203上设有反射镜,两个Z轴直线滑移装置底部分别设有与反射镜对应的朝向工作台112的凸透镜210和锥透镜220。
其打孔工艺,包括如下步骤:
D1、先将零件固定在工作台112上,在控制器中设定加工参数后,开始加工;
D2、控制器控制固定凸透镜210的Z轴直线滑移装置B103的CCD图像识别装置106识别定位零件打孔位置,然后将Z轴直线滑移装置B103调整到加工位置,控制反射镜偏离光路,控制超快激光器200输出激光束,然后打开光电开关201,激光束经过光阑202、扩束准直镜203和反射镜,再经过凸透镜210,在工件表面钻孔;
D3、打孔结束后,关闭光电开关201,控制器控制工作台112运动到锥透镜220下方,通过CCD图像识别装置获取已打孔位置,并精确定位固定锥透镜220的Z轴直线滑移装置A104到打孔位置,调整Z轴直线滑移装置A104垂直距离,打开光电开关201,激光束经光阑202,扩束准直镜203和反射镜进入锥透镜220,在零件上钻出超细孔,直到完成整个孔的加工;
D4、打孔结束后,关闭超快激光器200和光电开关201,工作台112运动到设定位置,打孔结束。
其主要工作原理如下:本系统及操作工艺采用分层打孔工艺来实现超细孔的加工,高斯激光经凸透镜210聚焦后,如图1所示,高斯光束的焦深211较浅,但是所有能量212均通过光腰位置,去除材料的能力强,高斯激光经锥透镜220聚焦后形成贝塞尔高斯光束,如图2所示,贝塞尔高斯光束的焦深221较深,但只有部分能量222通过中心位置,因此去除材料的能量弱,采用分层打孔的工艺原理加工超细孔,如图3所示,在材料上钻孔时,首先采用经凸透镜210聚焦的超快激光器200打孔,形成基孔,然后利用经过锥透镜220聚焦的超快激光打孔,形成超细孔。
超细孔激光打孔系统如图4所示,该系统由设备平台100,超快激光器200,两套光学系统:凸透镜210聚焦系统和锥透镜220聚焦系统,控制台105和CCD图像识别装置106组成。设备整体结构为龙门式,设备平台100上固定有支柱101,四个支柱101上固定有光学平台102,所有光学部件和Z轴直线滑移装置A、Z轴直线滑移装置B都固定在光学平台102上,设备平台100的平面上固定有X轴直线滑移装置110和Y轴直直线滑移装置111,工作台112固定在Y轴直线滑移装置111上,加工过程中,将工件固定在工作台112上,控制台105控制X轴直线滑移装置110和Y轴直线滑移装置111带动工作台112做水平运动。用于驱动凸透镜210聚焦系统做垂直运动的Z轴直线滑移装置A104和驱动锥透镜220系统做垂直运动的Z轴直线滑移装置B103分别固定在光学平台102的侧面,两个Z轴直线滑移装置的侧面分别固定着CCD图像识别装置106,加工过程中,根据钻孔工件的加工位置,控制台105可控制Z轴直线滑移装置B103和Z轴直线滑移装置A104做垂直运动,使得聚焦后的激光束满足工艺需求,光路系统固定在光学平台102上表面,如图5所示,超快激光器200发出的激光束,经过光电开关201和光阑202进入扩束准直镜203中,激光束被扩束准直后,然后分别经过反射镜A204和反射镜B205进入凸透镜210和锥透镜220,当加工过程中需要打基孔时,移开反射镜204,当加工过程中需要打超细孔时,将反射镜204复位。
加工时,先将零件固定在工作台112上,在控制台105中设定加工参数后,开始加工,首先,控制台105控制固定凸透镜210聚焦系统的Z轴直线滑移装置A104上的CCD图像识别装置106识别定位零件打孔位置,然后将Z轴直线滑移装置A104调整到加工位置,控制台105控制反射镜A204偏离光路,控制超快激光器200输出激光束,然后打开光电开关201,激光束经过光阑202、扩束准直镜203和反射镜B205,再经过凸透镜210,在工件表面钻孔,打孔结束后,关闭光电开关201,然后控制台105控制工作台112运动到锥透镜220聚焦系统下方,获取已打孔位置,并精确定位固定锥透镜220聚焦系统的Z轴直线滑移装置B103到打孔位置,调整Z轴直线滑移装置B103垂直距离,打开光电开关201,激光束经光阑202,扩束准直镜203和反射镜A204进入锥透镜20聚焦系统,在材料的基内钻出超细孔,直到完成整个孔的加工。打孔结束后,关闭超快激光器200和光电开关201,工作台102运动到设定位置,打孔结束。
这里需要说明的是,根据本发明超细孔激光打孔系统可以通过控制台105来实现自动控制,如控制工作台112运动,控制超快激光器200,这对于本领域技术人员来说,是可以理解的。
以上是本发明的较佳实施例而已,并非对本发明作任何形式上的限制,凡是依据本发明的技术实质对以上实施例所做的任何简单修改、等同变化与修饰,均属于发明技术方案的范围内。
- 一种新型超细孔激光打孔系统及工艺
- 一种基于LCX新型高效超细分级机的粉磨工艺系统