制袋机的一种预放料装置
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及制袋机的一种预放料装置。
背景技术
本发明所涉及的制袋机,通过对输入的塑料膜进行封口和分切,加工成人们日常生活中普遍使用的塑料袋。制袋机的输入装置主要包括机架、导辊、至少两个送料胶辊、膜卷托架,膜卷塑料转动设置在膜卷架上,所述的膜卷托架上安装有刹车机构,以增加膜卷转动的阻尼和阻力,来控制膜卷的转速和减小转动的惯力。所述的两个送料胶辊一上一下预紧设置,在两个胶辊之间放置从塑料膜卷上释放出来的片状塑料膜,在电机的驱动下两个送料胶辊能够夹紧塑料膜并相对转动,从而将塑料膜输送到制袋机的封切装置。因为制袋机的送料是一个间歇过程,即每次送出一个塑料袋长度的塑料膜后制袋机就进行封切,在封切过程中是不可以送料的,此时送料装置是一个停歇过程,在制袋机完成封切换后又是一次送料过程,如此往复。这样一来就会对转动的塑料膜卷造成一个间歇频繁的牵拉,因为塑料膜卷转动的惯力问题会导致塑料膜忽松忽紧。为了解决上述问题,现有的制袋机上都设有预放料装置,预放料装置包括机架、多个上导辊、多个下导辊,多个上导辊前后间隔固定设置在机架的上侧,多个下导辊设置在升降架上,升降架滑动设置在机架上,升降架与挺举连杆铰接,挺举连杆上连接有挺举气缸,当挺举气缸工作时能够驱动升降架上下移动。当移动架在下移时能够使下导辊与上导辊的相对距离加大,就会牵拉塑料膜卷转动,就预先放置出一定长度的塑料膜来,这就是“预放料”一词的由来,即提前先放料的意思。
预放料装置还有一个作用是:在安装膜卷时,需要人工将塑料膜沿着多个导辊上下穿行,因放料装置的升降架处在机架内,在更换塑料膜卷的时候需要将塑料膜在上下多个导辊上来回上下穿过,在升降架上升到一定程度后这种穿模工作就越方便,但是现有技术中采用气缸来挺举升降架上升,因受气缸体积的限制,升降架升降的行程不够大,这给人工穿行塑料膜增加了一定的难度。
从理论上来说,预放出的塑料膜的长度越长,送料的效果越好,而增加预放料长度最有效的方法有两种:一种方法是增加上导辊和下导辊的导辊的数量,但是导辊的数量多了摩擦力、阻力就大,容易把塑料膜拉变形,所以这种方法是不可取的;另一种方法是加大升降架上下移动的行程,但是升降架下面与机架底部的空间较小,而挺举气缸无论是采用普通气缸或者是无杆气缸,其行程不会大于气缸的外观长度,即便是采用连杆铰接的方式也由于前后空间受限,其上下行程也不会增加太大,并且这种方式结构复杂,不易推广。
自2020年开始,国家相关部门出台了一系列关于治理白色污染的法律法规,倡导采用可降解材料来替代传统的塑料原料生产环保可降解购物袋。因为可降解材料生产出来的塑料膜非常柔软,类似于气球的那种手感,弹性大、抗拉力差,在放料过程中如果牵拉力过大就容易变形、撕裂。所以制袋机在采用可降解材料生产塑料袋时对预放料装置提出了更高的要求:不仅要求增加预放料的长度,而且还要求放料的柔和、平缓性,避免猛拉猛拽,这就要求尽量加大预放料装置的升降架上下移动的行程,最好使上下移动能够分段控制,最大限度地接近匀速平缓放料。
发明内容
本发明所要解决的技术问题是:制袋机的一种预放料装置,应用在塑料袋制袋机上,为制袋机提供一种结构简单、放料平稳、穿膜方便的一种预放料装置。
为实现上述技术目的,本发明的技术方案是:制袋机的一种预放料装置,包括机架、送料胶辊、膜卷架、上导辊、下导辊,其特征在于:所述的下导辊设置在升降架上,升降架滑动设置在机架上,在升降架的下面还设有双向驱动机构,所述的双向驱动机构包括支架、滑动板、滑动板气缸、升降架气缸,所述的支架连接在机架上,所述的滑动板滑动设置在所述的支架上,滑动板气缸的一端连接在滑动板上,另一端连接在机架上,升降架气缸的一端连接在滑动板上,另一端连接在升降架上。
所述的双向驱动机构,能够在滑动板的向上和向下两个方向上输出动力,向上能驱动升降架相对于滑动板上下往复运动,向下能驱动滑动板相对于机架上下往复运动。
作为优选的技术方案,所述的支架上设有导轨,所述的滑动板上设有滑块,滑动板经过导轨和滑块滑动设置在所述的支架上。
作为滑动板滑动设置在支架上的又一种实施方式,在所述的滑动板上设置燕尾槽,在所述的支架上设置与滑动板上的燕尾槽相适配的轨道,滑动板通过燕尾槽滑动设置在支架上。另外还有T型槽、T型轨道等多种替代方式。
所述的滑动板气缸,是指一端连接在滑动板上另一端连接在所述机架或者支架上的气缸,因为该气缸能够驱动所述的滑动板相对于机架或者支架上下移动,所以称之为滑动板气缸。
所述的升降架气缸,是指其一端连接在滑动板上,另一端连接在升降架上的气缸,因为该气缸能够驱动升降架相对于所述的滑动板上下移动,所以称之为升降架气缸。
作为优选的技术方案,所述的滑动板气缸,其尾端连接在滑动板的上部,缸杆连接在机架或者支架上。因为所述的支架是连接在机架上的,所以将缸杆连接在机架上和连接在支架上的作用和效果都是基本等同的。
作为优选的技术方案,所述的升降架气缸,其尾端连接在滑动板的下部,缸杆连接在升降架的底部。
在本技术方案中,所述的升降架气缸的一端连接在滑动板上,另一端连接在升降架上,在与升降架上的连接中,其“连接”的含义不限于缸杆直接用螺丝固定连接在升降架上,也包括缸杆与升降架的接触,只要是缸杆接触到了升降架,就相当于缸杆与升降架发生了连接关系。因为只要缸杆接触到升降架的底部,当升降架气缸向上伸出时就会顶着升降架上移,当升降架气缸的缸杆缩回时,升降架在自重的作用下也会同时向下移动。
在本技术方案中,无论是滑动板气缸还是升降架气缸,都是可以倒置的,例如可以将滑动板气缸的缸杆连接在滑动板上,将气缸的尾部连接在机架或者支架上;同样的,也可以将升降架气缸的缸杆连接到滑动板上,将气缸的尾部与升降架的底部连接。上述连接方式在作用和效果上都是基本相同的,可以相互替代。
在本技术方案中,所述的支架连接在机架上,也可以理解为支架是所述机架的一个组成部分,例如在支架焊接在机架上的时候,这种将支架固定连接在机架上的方式就难以界定是支架还是机架的问题。为了便于理解,现将所述的支架解释为:在本发明技术方案中,所述的支架就是机架上与所述的滑动板相对滑动的部分,或者说就是设置有导轨或者轨道的部分。
本发明涉及的滑动板气缸等构件,需要连接PLC可编程控制器、电磁阀等来控制,这些控制元件在制袋机上本身都是具备的,只需叠加电磁阀的数量、增加PLC的控制程序即可,这是本领域(制袋机制造领域)技术人员无需创造性的劳动即可实施的,在此不再赘述。
本发明的有益效果是:虽然双向驱动机构包括了两条气缸,但是两条气缸所占用的上下空间只相当于一条气缸的长度,而驱动升降架上下移动的行程却是两条气缸行程相加的总和,这是其它任何型号的气缸无法实现的(气缸的行程一般都小于气缸的长度),这与现有技术的挺举连杆相比较,结构简单紧凑,不仅节省了安装空间,还在很大程度上加大了升降架的行程,满足了升降架的上升幅度,不仅可以增加预放料的长度,也给人工穿膜工作带来了极大的方便。
其二,国家正在推广使用生物可降解材料来生产可降解购物袋,可降解塑料膜的特点是弹性大、抗拉力差,现有技术的升降架的升降会对可降解塑料膜构成强拉硬拽、猛拉猛拽的现象。这不仅容易使可降解塑料膜断裂,也容易造成可降解购物袋的变形,也容易降低购物袋的承载力。本发明的双向驱动机构还可以分段驱动,也可以选用两个行程不一样的气缸来组合,即根据需要控制其中的一个气缸打开或释放,这样就可以获得不同的行程需求;在制作比较长的塑料袋时可以将两个气缸同时打开或释放,这样就可以增加预放料的长度;也可以先打开一个气缸,然后再打开另一个气缸,这样一来就可以放缓升降架上下移动的速度,使得升降架在上下移动起到了一个缓冲作用,使放料工作变得柔和,平缓、张弛有度。这种预放料装置能够有效地减小对可降解塑料膜产生的伤害,提供了产品的合格率,为环保、为生物可降解购物袋的推广提供了设备支持和技术支持。
附图说明
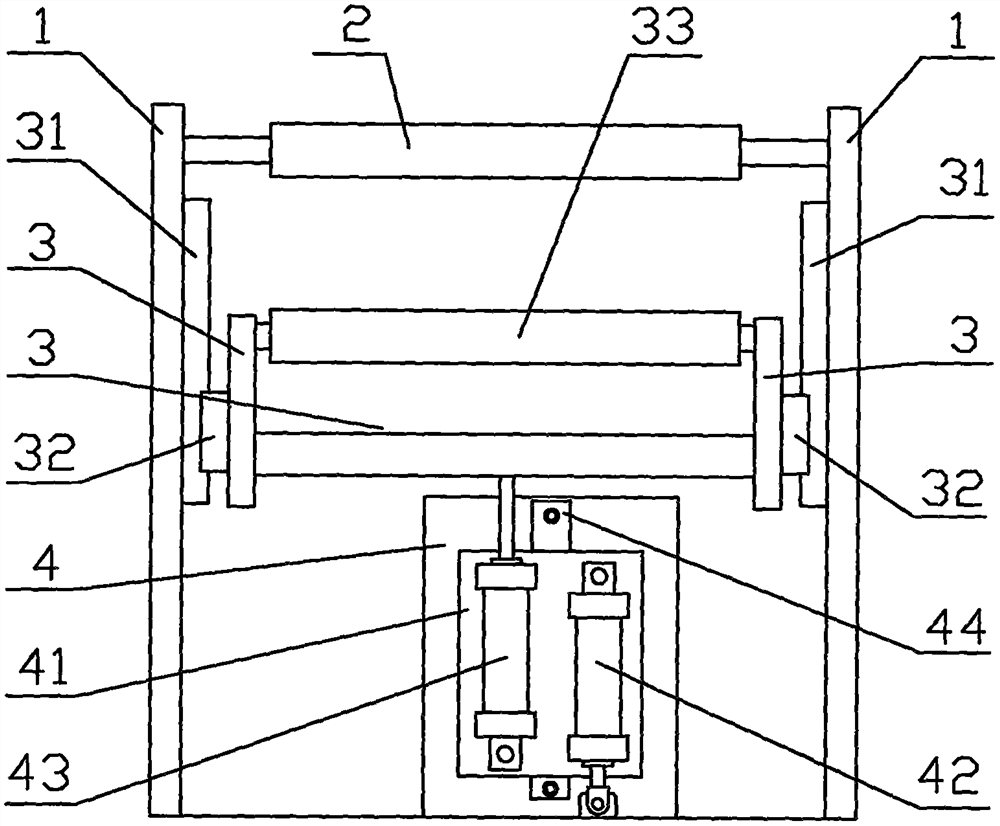
图1是本发明实施例的结构原理示意图;
图2是本发明实施例的结构原理侧视示意图;
图3是本发明的工作原理侧视示意图。
图中:1--机架;11--膜卷架;12--送料胶辊;2--上导辊;3--升降架;31--导轨;32--滑块;33--下导辊;4--支架;41--滑动板;42--滑动板气缸;43--升降架气缸;44--导轨;45--滑块;5--塑料膜;51--膜卷。
具体实施方式
为了全面的公开本发明的技术方案,下面结合附图通过实施例来对技术方案进行具体描述。
实施例:如图1、图2、图3所示,在机架1的上侧中段位置间隔平行安装多个上导辊2,在上导辊2向下对应的位置上设置一个升降架3,在升降架3的两侧分别安装一个滑块32,在滑块32对应的机架1的两侧位置上分别上下安装一条导轨31,使升降架3通过滑块32滑动安装在两条导轨31上,在升降架3上平行安装多个下导辊33,并且使每个下导辊33与上方的上导辊2之间的空隙上下对应;在升降架3的下面安装双向驱动机构,双向驱动机构包括支架4、导轨44、滑块45、滑动板41、滑动板气缸42、升降架气缸43;在机架1的底部安装支架4,在支架4上上下方向安装一条导轨44,在导轨44上上下安装两个滑块45,在两个滑块45上安装滑动板41,在滑动板41的左侧下端位置安装升降架气缸43的尾端,将升降架气缸43的缸杆连接到升降架3的底部,在滑动板41的右侧上端安装滑动板气缸的尾部,将滑动板气缸42的缸杆连接到机架1的底部。机架1的前端安装送料胶辊12,在机架1的后端安装膜卷架11,送料胶辊12和膜卷架11属于现有技术,在此无需详述。
具体工作过程如下:制袋机在开机前,首先需要在膜卷架11上安装膜卷51,需要将塑料膜5在多个上导辊2和多个下导辊33之间上下和前后交叉穿行,然后塞入到两个送料胶辊12之间,穿插成如图3所示的状态。此时滑动板气缸42和升降架气缸43都处于释放状态,两个气缸的缸杆是缩回的,多个导辊33也随升降架3下移到下止点的位置,下移后的多个下导辊33隐藏在机架1的里面,人工较难伸手进行穿行,即便是能勉强穿行,因为上导辊2与下导辊33之间的上下距离较大,那么穿行时上下穿行的幅度就必然会大,这也会给人工穿行增加难度。所以在穿行塑料膜之前先打开电磁阀,使滑动板气缸42和升降架气缸43都打开,之后滑动板气缸42的缸杆伸出驱动滑动板41沿着导轨44向上移动,滑动板41的向上移动也使升降架33升高了滑动板气缸42的行程;与此同时,升降架气缸43的缸杆也伸出,驱动升降架1又向上移动了一个升降架气缸的行程,假如说滑动板气缸42与升降架气缸43的行程都相同的情况下,两条气缸只占用了一个气缸的上下空间,却实现了两条气缸的行程,从而在有限的空间内最大限度地提高了升降架3的升降幅度,使得多个下导辊33最大限度地向上接近上导辊2,这样就减小了下导辊33与上导辊2的上下穿行距离,并且升降架3的上移也使多个下导辊33向上接近机架1的上侧,方便对塑料膜5的穿行。塑料膜5的穿行过程是:先从膜卷11上牵扯着塑料膜5的一端,先绕过最右侧的上导辊2,再向下绕过最右侧的下导辊33的底侧,然后再绕到第二个上导辊2的上侧,如此往复,在将塑料膜5绕过多个上导辊2和多个下导辊33后再将塑料膜5的一端塞入到上下两个送料胶辊12之间,在经过电机(略)带动其中的一个送料胶辊12转动一定角度后,塑料膜5被对辊转动输出,然后关闭电磁阀使滑动板气缸42和升降架气缸43都释放,升降架3连同多个下导辊33一起也随之向下移动,在升降架3向下移动的过程中下导辊33会牵拉塑料膜5使膜卷5转动,从而释放出一段较长的塑料膜5来,形成如图3所示的状态,塑料膜5的穿行工作完成。制袋机的工作包括两个过程,一是送料过程,二是加热封切过程,当需要向制袋机的封切装置输送塑料膜5的时候,一次需要快速的输送出一个塑料袋长度的塑料膜5来,为了使膜卷51不至于转速太快,设置在膜卷架11上的刹车机构(一般采用磁粉电机)会给膜卷51的转动增加一定的阻尼和阻力,在这种情况下膜卷51供料不足的部分就由预放料装置来补给,此时升降架3和多个下导辊33会像滑轮组一样向上移动,从而会在送料胶辊12的一侧释放输送出一段相当于一个塑料袋长度的塑料膜5来;当制袋机的封切装置在进行封切工作时无需送料,此时两个送料胶辊12停止转动,塑料膜5不会回退,此时滑动板气缸42或升降架气缸43释放,升降架3缓缓下移,在下移的过程中会牵拉出一段较长的塑料膜5来,以备再一次送料时使用。如此一来,在制袋机需要送料的时候膜卷51也在转动,但是转动的速度要低一些,因为膜卷51的转速低不能完全供料的情况下由预放料装置来补给不足的部分;当制袋机进入封切状态时是暂且不需要供料的,在这种情况下膜卷51并不需要停止转动,而是继续转动,此时膜卷51转动过程中释放出来的塑料膜5被储藏到上导辊2和多个下导辊33上,这就是所谓的“预放料”,即提前把塑料膜5放下一段储存在上多个导辊2和多个下导辊33上。如此一来,虽然制袋机的供料是间歇地,但是膜卷51的转动确是持续的,从而保证了供料的平稳性。本发明的预放料装置就相当于一个储水的水库,水库的出水量越大,那么其下游的水流就越平稳。本发明中,上导辊2和下导辊33的相对移动的距离决定了预放料的长度和储藏量,也影响着膜卷51的转速和放料的平稳性。而本发明的双向驱动机构只占用了一条气缸的上下空间,却实现了两条气缸的行程相加之和,从而加大了塑料膜的预放料长度,提高了预放料的平稳性,也方便了人工穿行塑料膜的穿行。在双向驱动机构驱动升降架3向上或向下移动时,根据需要,可以将滑动板气缸42和升降架气缸43同时打开或释放;也可以只打开或释放其中的一个气缸;也可以先打开或释放滑动板气缸42,然后再打开或释放升降板气缸43,这样一来,可以根据待加工塑料袋的长度、膜卷的直径大小、制袋机的速度等诸多情况来控制升降架3的上下行程、速度,并且与膜卷架11上的刹车机构相互配合,可以最大限度的避免了送料过程的猛拉猛拽,使得膜卷51的转动更接近匀速,特别是在采用可降解塑料膜来制做可降解塑料袋时,避免了可降解塑料膜被拉伸、变形、撕裂等现象。