一种瓦楞纸箱加工工艺
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及瓦楞纸箱加工领域,更具体的说是一种瓦楞纸箱加工工艺。
背景技术
瓦楞纸板经过模切、压痕、钉箱或粘箱制成瓦楞纸箱。瓦楞纸箱是一种应用最广的包装制品,用量一直是各种包装制品之首。包括钙塑瓦楞纸箱。半个多世纪以来,瓦楞纸箱以其优越的使用性能和良好的加工性能逐渐取代了木箱等运输包装容器,成为运输包装的主力军。它除了保护商品、便于仓储、运输之外,还起到美化商品,宣传商品的作用。瓦楞纸箱属于绿色环保产品,它利于环保,利于装卸运输,而现有的瓦楞纸箱分格是依靠多个瓦楞纸板嵌插将商品分隔开,并没有将瓦楞纸箱分隔成不同的区域。
发明内容
本发明的目的是提供一种瓦楞纸箱加工工艺,具有将瓦楞纸箱分隔成不同的区域的优点。
本发明的目的通过以下技术方案来实现:
一种瓦楞纸箱加工工艺,该工艺包括以下步骤:
步骤一:预备瓦楞纸箱、胶水和瓦楞纸板;
步骤二:在将瓦楞纸板运输到瓦楞纸箱处的过程中将瓦楞纸的两个棱边刷胶;
步骤三:将瓦楞纸箱和瓦楞纸板粘在一起。
瓦楞纸箱加工工艺还涉及一种瓦楞纸箱加工装置,该装置包括驱动部、运输部和夹紧部,驱动部上转动有运输部,运输部上滑动有两个夹紧部。
所述驱动部包括支架、驱动气缸和齿条,支架上固接有驱动气缸,驱动气缸的气缸杆上固接有齿条,齿条和运输部啮合传动。
附图说明
下面结合附图和具体实施方法对本发明做进一步详细的说明。
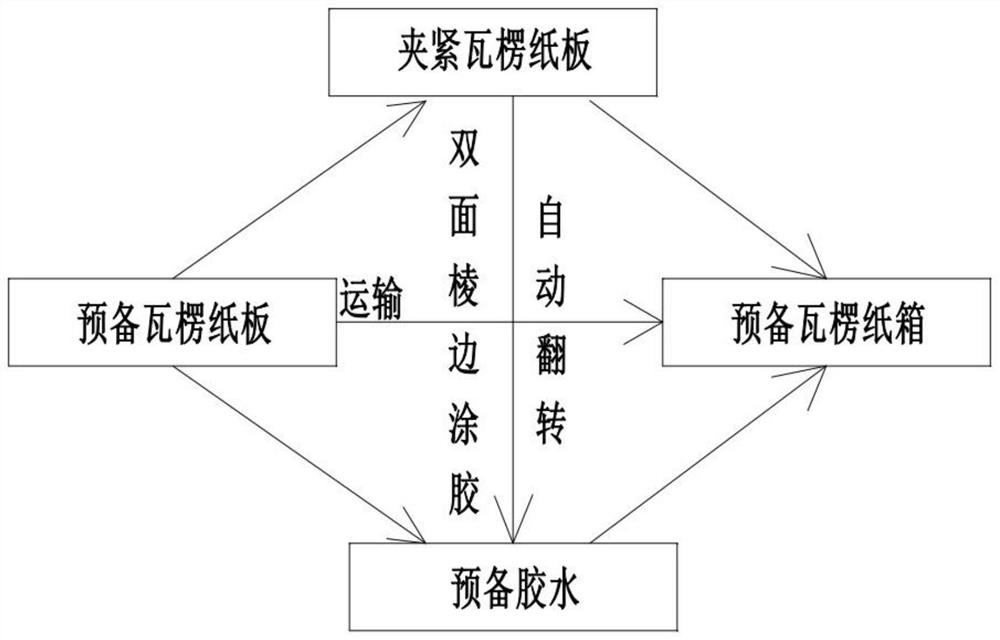
图1是加工瓦楞纸箱的工艺流程图;
图2是运输瓦楞纸板的结构示意图;
图3是起到支撑作用的结构示意图;
图4是起到瓦楞纸板上下转动作用的结构示意图;
图5是夹紧瓦楞纸板的结构示意图;
图6是运输瓦楞纸板涂胶的结构示意图;
图7是瓦楞纸板供料的结构示意图;
图8是瓦楞纸箱供料的结构示意图;
图9是图7和图8所示结构装配的结构示意图;
图10是瓦楞纸箱加工装置的结构示意图。
具体实施方式
参考图1,详细说明加工出带有分隔的瓦楞纸箱的工艺流程:
一种瓦楞纸箱加工工艺,该工艺包括以下步骤:
步骤一:预备瓦楞纸箱、胶水和瓦楞纸板;
步骤二:在将瓦楞纸板运输到瓦楞纸箱处的过程中将瓦楞纸的两个棱边刷胶;
步骤三:将瓦楞纸箱和瓦楞纸板粘在一起。
参考上述实施例,还可以实现以下功能:
参考图2,详细说明运输瓦楞纸板的实施过程:
瓦楞纸箱加工工艺还涉及一种瓦楞纸箱加工装置,该装置包括驱动部,驱动部上转动连接有运输部,驱动部能够驱动运输部转动,运输部上滑动连接有两个夹紧部,两个夹紧部用来夹紧瓦楞纸板,两个夹紧部间距能够进行调节,进而实现两个瓦楞纸板间距的调节,随着运输部转动带动两个夹紧部转动,进而实现两个瓦楞纸板的运输,将两个瓦楞纸板运输到瓦楞纸箱处进行粘胶,将瓦楞纸箱加工成具有间隔的瓦楞纸箱。
参考上述实施例,还可以实现以下功能:
参考图3,详细说明驱动运输部的实施过程:
所述驱动部包括支架11,支架11上固定连接有驱动气缸12,驱动气缸12的气缸杆上固定连接有齿条13,齿条13和运输部啮合传动,当启动驱动气缸12时,驱动气缸12的气缸杆带动齿条13滑动,齿条13啮合驱动运输部转动,由于驱动气缸12的气缸杆的伸出长度可固定,因此齿条13的伸出长度固定,用齿条13驱动运输部转动的转动角度可定且可靠,因此采用此驱动形式实现瓦楞纸板的可靠运输。
参考上述实施例,还可以实现以下功能:
参考图4,详细说明运输瓦楞纸板的实施过程:
所述运输部包括转盘21,转盘21转动连接在支架11上,支架11对转盘21的上下端面进行限制,确保转盘21只能够绕竖直方向上的轴线进行转动,转盘21上固定连接有齿圈22,齿圈22和齿条13啮合驱动,通过齿条13的滑动进而啮合驱动齿圈22进行转动,齿圈22带动转盘21进行转动,转盘21上转动连接有转轴23,转轴23上固定连接有运输板25,运输板25上滑动连接有两个夹紧部,转盘21带动转轴23绕转盘21的轴线进行转动,转轴23通过运输板25带动两个夹紧部转动,实现瓦楞纸板的运输。
参考上述实施例,还可以实现以下功能:
参考图5,详细说明夹紧瓦楞纸板的实施过程:
所述夹紧部包括滑杆32,运输板25上滑动连接有两个滑杆32,两个滑杆32上均固定连接有固定块33,两个固定块33上均滑动连接有滑动块34,两个滑动块34和对应的滑动块34之间固定连接有拉簧,当将瓦楞纸板推进对应的滑动块34和滑动块34之间时,拉簧受力拉伸,对瓦楞纸板进行夹紧装夹,随着转盘21转动,实现瓦楞纸板的运输。
参考上述实施例,还可以实现以下功能:
参考图5,详细说明调节两个瓦楞纸板间距的实施过程:
转轴23上转动连接有调节螺杆26,两个滑杆32上均固定连接有调节块31,两个调节块31均和调节螺杆26通过螺纹传动,转动调节螺杆26,调节螺杆26两端的螺纹的旋向相反,调节螺杆26通过螺纹驱动两个调节块31相互靠近或远离,进而调节两个调节块31之间的间距,两个调节块31带动两个滑杆32滑动两个滑杆32带动两个固定块33滑动,进而实现两个固定块33间距的调节,从而实现两个瓦楞纸板间距的调节,能够调节粘在瓦楞纸箱内部的位置,进而调节瓦楞纸箱内部间隔空间的大小。
参考上述实施例,还可以实现以下功能:
参考图6,详细说明在运输过程中翻转两个瓦楞纸板的实施过程:
转轴23上固定连接有转动齿轮24,支架11上固定连接有弧形齿条架41,弧形齿条架41和转动齿轮24啮合传动,在转轴23绕转盘21轴线进行转动的过程中,当转轴23带动转动齿轮24转动到与弧形齿条架41啮合传动时,在弧形齿条架41的导向下,转动齿轮24绕自身轴线进行转动,转动一百八十度,转动齿轮24刚好转动半周,转动齿轮24带动转轴23转动半周,转轴23通过运输板25带动两个夹紧部绕转轴23的轴线转动半周实现瓦楞纸板上下棱边位置的转环,进而便于在瓦楞纸板的运输过程中实现对瓦楞纸板上下两个棱边的涂胶,转轴23在没有外力驱动下不会发生转动,只有在弧形齿条架41和转轴23啮合传动时,收到弧形齿条架41的导向作用才会发生转动。
参考上述实施例,还可以实现以下功能:
参考图6,详细说明对瓦楞纸板上下两个棱边涂胶的实施过程:
支架11上固定连接有两个涂胶箱51,两个涂胶箱51分布在弧形齿条架41的两侧,在转轴23带动两个瓦楞纸板绕转盘21轴线进行转动进行瓦楞纸板的运输时,先经过一个涂胶箱51,涂胶箱51内放置着胶水,在两个瓦楞纸板经过第一个涂胶箱51时,在瓦楞纸板扫过涂胶箱51内部时将瓦楞纸板的下端刷上胶水,由于瓦楞纸板不是刚性材料,所以能够进行一定的弯曲,涂胶箱51的上端面高于两个瓦楞纸板的下端面,两个瓦楞纸板被涂胶箱51的上端面阻挡后发生一定的弯曲进入其内,刷过胶水后,又经过一定弯曲滑出涂胶箱51,在滑出过程中,被涂胶箱51内壁刮料,刮除多余的胶水,防止瓦楞纸板的棱边附着过多的胶水出现滴落,当两个瓦楞纸板经过弧形齿条架41对转轴23啮合传动导向后,两个瓦楞纸板的上端棱边转动到下端在经过第二个涂胶箱51对另两个未刷胶水的棱边刷胶水,达到在运输过程中对瓦楞纸板上下两端的棱边进行刷胶的目的,便于后续的瓦楞纸箱的加工。
参考上述实施例,还可以实现以下功能:
参考图7、9和10,详细说明供给瓦楞纸板的实施过程:
支架11上固定连接有滑道架61,滑道架61上滑动连接有两个装载架62,两个装载架62用于装载多个瓦楞纸板,两个装载架62的外侧均固定连接有推动装置,能够推动两侧的瓦楞纸板向中间靠近,始终保持瓦楞纸板被推动到供给给两个夹紧部进行夹紧运输的位置,两个装载架62能够在滑道架61上滑动调节位置,进而适应调节姐位置的两个夹紧部,两个装载架62的靠近端的上下两端均固定连接有两个推动架63,每个推动架63上均固定连接有上料气缸64,每个上料气缸64的气缸杆上均固接有推杆65,当启动多个上料气缸64,多个上料气缸64的气缸杆带动推杆65推动对应的瓦楞纸板滑动,两个固定块33和两个滑动块34靠近瓦楞纸板的一端均设置成半圆弧状,防止对瓦楞纸板造成划伤,当两个瓦楞纸板完成进给后,多个推杆65复位,而推动装置推动瓦楞纸板完成心得供料。
参考上述实施例,还可以实现以下功能:
参考图8、9和10,详细说明的实施过程:
箱体支架71固定连接在支架11上,箱体支架71上固定连接有下料气缸72,下料气缸72的气缸杆上固定连接有升降板73,升降板73上通过螺栓可拆卸连接有两个压杆74,将加工得瓦楞纸箱放置在箱体支架71,当两个瓦楞纸板完成供料后,推动瓦楞纸箱将两个瓦楞纸板紧贴在瓦楞纸箱内壁上,然后启动下料气缸72,下料气缸72的气缸杆带动升降板73下降,升降板73带动两个压杆74下降将两个滑动块34推动,使得其对应的拉簧拉伸,而进行瓦楞纸板的下料,完成加工的瓦楞纸箱撤出下料后,进行下料气缸72的复位,再进行两个夹紧部的复位,进行下一个瓦楞纸箱的加工。