一种可微波包装盒端部密封方法、装置及可微波包装盒
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及包装盒生产技术领域,特别涉及一种可微波包装盒端部密封方法、装置及可微波包装盒。
背景技术
现有技术中已知有以最小的损害长期储存食品和饮料产品的其他包装系统。这些是由片状复合材料-通常也称为层压件制成的容器,例如包装盒。例如一种片状复合材料通常由热塑性聚合物层、通常由赋予容器尺寸稳定性的纸板或纸组成的载体层、粘合促进剂层、阻挡层和另一聚合物层构成。例如,现有技术中的阻挡层通常由厚度为几微米的铝箔组成或者是可微波材料,然而,目前的片状复合材料形成的套筒在端部密封以形成包装盒时,需要对套筒内待密封区域进行加热,现有的方法及设备均是对应阻挡层为铝箔的包装盒。由于可微波材料的导热性能低于铝箔的导热性能,故可微波包装盒在采用现有的端部密封方法进行端部密封过程中容易因受热集中出现穿孔或者薄弱区域,密封不好,从而导致成品可微波包装盒出现渗漏问题。
因此,如何保证可微波包装盒端部的密封性能是本领域技术人员亟待解决的问题。
发明内容
本发明公开了一种可微波包装盒端部密封方法、装置及可微波包装盒,用于提高可微波包装盒端部的密封性能,避免出现渗漏问题。
为达到上述目的,本发明提供以下技术方案:
本发明提供一种可微波包装盒端部密封方法,包括:
将喷嘴自套筒的第一端部开口伸入至所述套筒内,并使所述喷嘴与固定所述套筒的芯轴处于配合工位;
通过所述喷嘴设有的喷孔喷出的气体对所述套筒内待密封区域进行加热,所述喷嘴上设置喷孔的区域与所述套筒第一端部端面的距离范围为0-5mm。
上述可微波包装盒端部密封方法中,将喷嘴自套筒的第一端部开口伸入至套筒内,并使喷嘴与固定套筒的芯轴处于配合工位,通过喷嘴设有的喷孔喷出的气体对套筒内待密封区域进行加热,以使待密封区域的粘结层呈熔融状态,喷嘴上设置喷孔的区域与套筒第一端部端面的距离范围为0-5mm,从而使得套筒内受热区域均位于待密封区域内,并且加热后将待密封区域中的弯折区域进行弯折,以使弯折区域与可微波包装盒的底部区域贴合粘结,即该受热区域贴合于未加热区域外侧。因此,即使在加热过程中,套筒的待密封区域因受热集中出现了薄弱区域或者穿孔,在后续密封过程如弯折贴合后,薄弱区域或者穿孔被未加热区域隔离在可微波包装盒外部,即当可微波包装盒使用时薄弱区域或者穿孔不直接与可微波包装盒内部的流体接触,从而不会出现渗漏问题。
需要说明的是,喷嘴上设置喷孔的区域与套筒第一端部端面的距离具体可以为0mm、0.5mm、1mm、1.5mm、2mm、2.0mm、2.5mm、3mm、3.5mm、4mm、4.5mm或者5mm。
可选地,所述喷嘴伸入所述套筒的距离范围为22-27.5mm。
可选地,所述喷嘴上设置喷孔的区域与所述喷嘴伸入所述套筒内的端面的最小距离的范围为2-6mm。
可选地,所述将喷嘴自所述套筒的第一端部开口伸入至所述套筒内之前,还包括:
将所述芯轴自所述套筒的第二端部开口伸入至所述套筒内,通过所述芯轴对所述套筒固定;
其中,所述第二端部与所述第一端部位于所述套筒相对的两端。
可选地,所述喷嘴与所述芯轴之间存在间隙,所述间隙的宽度范围为0-5mm。
可选地,用于对所述套筒的弯折区域进行加热的气体温度范围为300-400℃。
可选地,用于对所述套筒的弯折区域进行加热的气体压力范围为1-3mbar。
本发明还提供一种可微波包装盒端部密封装置,包括:
芯轴,用于自套筒的第二端部伸入所述套筒内以固定所述套筒;
喷嘴,所述喷嘴的侧壁设有多个喷孔,所述喷嘴用于自所述套筒的第一端部伸入所述套筒内部并与所述芯轴处于配合工位,还用于通过所述喷孔喷出的气体对所述套筒内待密封区域进行加热,所述喷嘴上设置喷孔的区域与所述套筒第一端部端面的距离范围为0-5mm;
其中,所述第二端部与所述第一端部为所述套筒相对的两端。
可选地,所述喷嘴上设置喷孔的区域与所述喷嘴伸入所述套筒内的端面的最小距离的范围为2-6mm。
可选地,当所述喷嘴与所述芯轴处于配合工位时,所述喷嘴与所述芯轴相对,且所述喷嘴与所述芯轴之间存在间隙,所述间隙的宽度范围为0-5mm。
本发明还提供一种可微波包装盒,包括套筒,所述套筒包括阻挡层,所述阻挡层为可微波材料;所述套筒采用上述可微波包装盒端部密封方法密封形成所述可微波包装盒。
附图说明
图1为采用现有技术中端部密封方法制作的可微波包装盒的底部渗漏宏观示意图;
图2为采用现有技术中端部密封方法制作的可微波包装盒的底部渗漏处A的微观示意图;
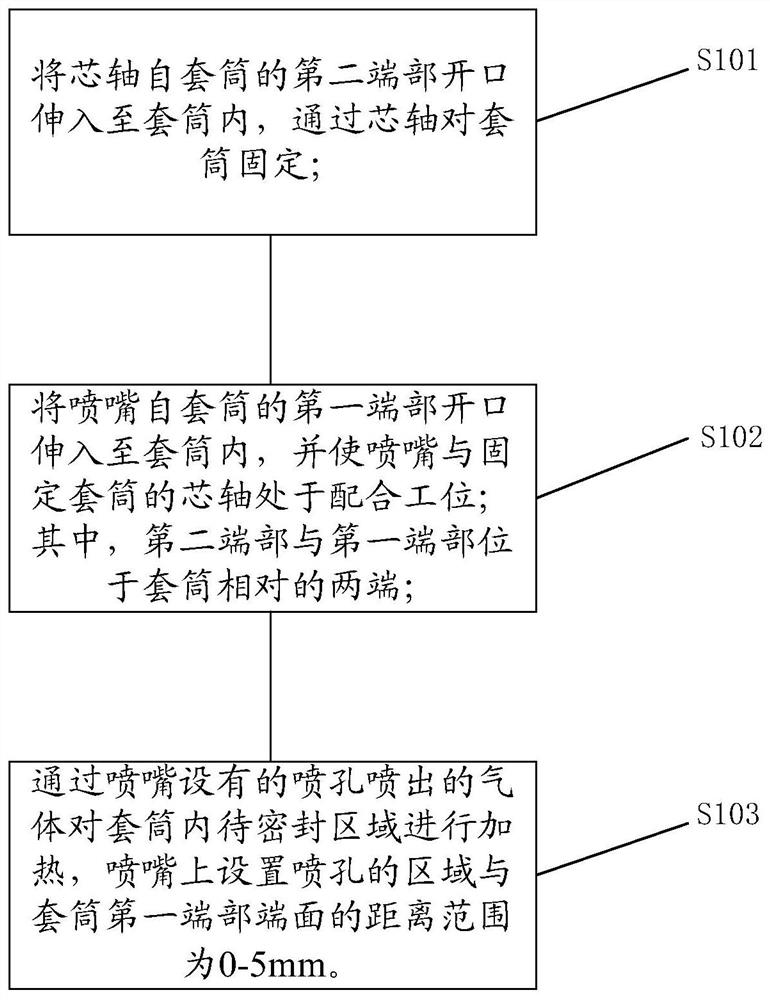
图3为本发明实施例提供的一种可微波包装盒端部密封方法的流程示意图;
图4为本发明实施例提供的一种可微波包装盒端部密封装置的结构示意图。
图标:1-芯轴;2-套筒;3-喷嘴;21-待密封区域;30-喷孔。
具体实施方式
现有的技术方案中需要对包装盒底部进行加热活化,为后续弯折粘结密封做准备,但是由于可微波包装盒中的阻挡层为可微波材料,相比现有技术中的铝箔材料,导热性差,在活化过程中,容易出现热量集中,从而造成可微波包装盒内部结构断裂,从而可微波包装盒内部的液体从密封区域断裂的结构中渗出导致渗漏,具体参见图1和图2中的A处示意。
因此,由于可微波材料导热性能差,采用现有的底部加热工艺很难获得均匀活化的端部密封区域。
进而,针对现有的可微波包装盒在端部密封过程中参数以及对密封后形成的可微波包装盒进行渗漏性试验研究,试验过程中采用带有颜色的液体进行渗漏标记,具体可以为蓝色。为了更好地说明可微波包装盒的渗漏性随喷嘴伸入套筒的距离d2、喷嘴与芯轴之间的间隙d4以及喷嘴上喷孔喷出的气体的温度之间的变化关系,发明人对依据现有的封装方法封装的可微波包装盒进行了渗漏性测试,下面介绍测试结果:
抽检50个样本,50个可微波包装盒端部密封过程中喷嘴伸入套筒的距离d2变化、喷嘴与芯轴之间的间隙d4变化以及喷嘴上喷孔喷出的气体的温度变化引起的可微波包装盒渗漏个数如表(1)所示。
表(1)
从表(1)中可以看出,喷嘴与芯轴之间的间隙d4为2.3mm,喷嘴上喷孔喷出的气体温度为370℃时,随着喷嘴伸入套筒的距离d2增大,渗漏量增多;喷嘴伸入套筒的距离d2为27.4mm,喷嘴上喷孔喷出的气体温度为370℃时,随着喷嘴与芯轴之间的间隙d4减小,渗漏量增多;喷嘴伸入套筒的距离d2为27mm,喷嘴与芯轴之间的间隙d4为2.3mm时,随着喷嘴上喷孔喷出的气体温度增大,渗漏量增多。
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图3和图4所示,本发明实施例提供了一种可微波包装盒端部密封方法,包括:
S101、将芯轴1自套筒2的第二端部开口伸入至套筒2内,通过芯轴1对套筒2固定;
S102、将喷嘴3自套筒2的第一端部开口伸入至套筒2内,并使喷嘴3与固定套筒2的芯轴1处于配合工位;其中,第二端部与第一端部位于套筒2相对的两端;
S103、通过喷嘴3设有的喷孔30喷出的气体对套筒2内待密封区域21进行加热,喷嘴3上设置喷孔30的区域与套筒2第一端部端面的距离范围为0-5mm。
需要说明的是,在将喷嘴3自套筒2的第一端部开口伸入至套筒2内之前,需要先将套筒2固定,具体方法为将芯轴1自套筒2的第二端部开口伸入至套筒2内,通过芯轴1对套筒2固定;其中,第二端部与第一端部位于套筒2相对的两端。
上述可微波包装盒端部密封方法中,将喷嘴3自套筒2的第一端部开口伸入至套筒2内,并使喷嘴3与固定套筒2的芯轴1处于配合工位,通过喷嘴3设有的喷孔30喷出的气体对套筒2内待密封区域21进行加热,以使待密封区域21的粘结层呈熔融状态,喷嘴3上设置喷孔30的区域与套筒2第一端部端面的距离范围为0-5mm,从而使得套筒2内受热区域均位于待密封区域21内,并且加热后将待密封区域21中的弯折区域进行弯折,以使弯折区域与可微波包装盒的底部区域贴合粘结,即该受热区域贴合于未加热区域外侧。因此,即使在加热过程中,套筒2的待密封区域21因受热集中出现了薄弱区域或者穿孔,在后续密封过程如弯折贴合后,薄弱区域或者穿孔被未加热区域隔离在可微波包装盒外部,即当可微波包装盒使用时薄弱区域或者穿孔不直接与可微波包装盒内部的流体接触,从而不会出现渗漏问题。
需要说明的是,喷嘴3上设置喷孔30的区域与套筒2第一端部端面的距离d1具体可以为0mm、0.5mm、1mm、1.5mm、2mm、2.0mm、2.5mm、3mm、3.5mm、4mm、4.5mm或者5mm。
可选地,喷嘴3伸入套筒2的距离范围为22-27.5mm。
需要说明的是,喷嘴3伸入套筒2的距离d2具体可以为22mm、22.5mm、23mm、23.5mm、24mm、24.5mm、25mm、25.5mm、26mm、26.5mm、27mm或者27.5mm。
可选地,喷嘴3上设置喷孔30的区域与喷嘴3伸入套筒2内的端面的最小距离的范围为2-6mm。
需要说明的是,喷嘴3上设置喷孔30的区域与喷嘴3伸入套筒2内的端面的最小距离d3具体可以为2mm、2.5mm、3mm、3.5mm、4mm、4.5mm、5mm、5.5mm或者6mm。
可选地,喷嘴3与芯轴1之间存在间隙,间隙的宽度范围为0-5mm。
需要说明的是,喷嘴3自套筒2的第一端部开口伸入至套筒2内需要与套筒2内的芯轴1保持一定的间隙,具体地,该间隙的宽度范围为0-5mm,例如该间隙的宽度d4具体可以为0mm、0.5mm、1mm、1.5mm、2mm、2.0mm、2.5mm、3mm、3.5mm、4mm、4.5mm或者5mm。
可选地,用于对套筒2的弯折区域进行加热的气体温度范围为300-400℃。
需要说明的是,用于对套筒2的弯折区域进行加热的气体温度具体可以为300℃、310℃、320℃、330℃、340℃、350℃、360℃、370℃、380℃、390℃或者400℃。
可选地,用于对套筒2的弯折区域进行加热的气体压力范围为1-3mbar。
需要说明的是,用于对套筒2的弯折区域进行加热的气体压力具体可以为1mbar、1.1mbar、1.2mbar、1.3mbar、1.4mbar、1.5mbar、1.6mbar、1.7mbar、1.8mbar、1.9mbar、2mbar、2.1mbar、2.2mbar、2.3mbar、2.4mbar、2.5mbar、2.6mbar、2.7mbar、2.8mbar、2.9mbar或者3mbar。
本发明还提供一种可微波包装盒端部密封装置,包括:
芯轴1,用于自套筒2的第二端部伸入套筒2内以固定套筒2;
喷嘴3,喷嘴3的侧壁设有多个喷孔30,喷嘴3用于自套筒2的第一端部伸入套筒2内部并与芯轴1处于配合工位,还用于通过喷孔30喷出的气体对套筒2内待密封区域21进行加热,喷嘴3上设置喷孔30的区域与套筒2第一端部端面的距离范围为0-5mm;
其中,第二端部与第一端部为套筒2相对的两端。
采用上述可微波包装盒端部密封装置对可微波包装盒端部进行密封时,先将芯轴1自套筒2的第二端部开口伸入至套筒2内,通过芯轴1对套筒2固定;再将喷嘴3自套筒2的第一端部开口伸入至套筒2内,并使喷嘴3与固定套筒2的芯轴1处于配合工位,通过喷嘴3设有的喷孔30喷出的气体对套筒2内待密封区域21进行加热,以使待密封区域21的粘结层呈熔融状态,喷嘴3上设置喷孔30的区域与套筒2第一端部端面的距离范围为0-5mm,从而使得套筒2内受热区域均位于待密封区域21内,并且加热后将待密封区域21中的弯折区域进行弯折,以使弯折区域与可微波包装盒的底部区域贴合粘结,即该受热区域贴合于未加热区域外侧。因此,即使在加热过程中,套筒2的待密封区域21因受热集中出现了薄弱区域或者穿孔,在后续密封过程如弯折贴合后,薄弱区域或者穿孔被未加热区域隔离在可微波包装盒外部,即当可微波包装盒使用时薄弱区域或者穿孔不直接与可微波包装盒内部的流体接触,从而不会出现渗漏问题。
需要说明的是,喷嘴3上设置喷孔30的区域与套筒2第一端部端面的距离d1具体可以为0mm、0.5mm、1mm、1.5mm、2mm、2.0mm、2.5mm、3mm、3.5mm、4mm、4.5mm或者5mm。
可选地,喷嘴3上设置喷孔30的区域与喷嘴3伸入套筒2内的端面的最小距离的范围为2-6mm。
需要说明的是,喷嘴3上设置喷孔30的区域与喷嘴3伸入套筒2内的端面的最小距离d3具体可以为2mm、2.5mm、3mm、3.5mm、4mm、4.5mm、5mm、5.5mm或者6mm。
可选地,当喷嘴3与芯轴1处于配合工位时,喷嘴3与芯轴1相对,且喷嘴3与芯轴1之间存在间隙,间隙的宽度范围为0-5mm。
需要说明的是,喷嘴3自套筒2的第一端部开口伸入至套筒2内需要与套筒2内的芯轴1保持一定的间隙,具体地,该间隙的宽度范围为0-5mm,例如该间隙的宽度d4具体可以为0mm、0.5mm、1mm、1.5mm、2mm、2.0mm、2.5mm、3mm、3.5mm、4mm、4.5mm或者5mm。
本发明还提供一种可微波包装盒,包括套筒2,套筒2包括阻挡层,阻挡层为可微波材料;套筒2采用上述可微波包装盒端部密封方法密封形成可微波包装盒。
需要说明的是,采用上述可微波包装盒端部密封方法密封形成的可微波包装盒在端部密封过程后密封良好,从而不会出现渗漏问题。
显然,本领域的技术人员可以对本发明实施例进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。