纸筒、纸盒及其预折边装置、方法、包装成型系统
文献发布时间:2023-06-19 13:30:50
技术领域
本申请涉及纸盒包装系统,特别涉及一种纸筒、纸盒及其预折边装置、方法、包装成型系统。
背景技术
目前对于很多包装饮品有需要加热的需要,比如纸盒包装的牛奶,而且现在市场上的纸质包装简单,使用方便,应用非常广泛,但是,对于纸质包装的牛奶来说,当需要使用微波炉加热时,由于纸质包装的限制,无法直接将牛奶盒放进微波炉进行加热,而是通过将牛奶倒入另外的容器内进行加热,比较麻烦。
鉴于此,现在应用一种可微波材料制备包装盒,但是由于可微波材料本身的特性,回弹性比原有不可微波的铝箔材料要强一些,在制作纸盒的纵封过程中,预先经过弯折后纸板的弯折部弯与主体部之间角度仍然较大,导致在进入下一步折边的过程中,造成弯折部无法朝向主体部弯折的几率很大,而导致折边失败,无法进行后续加热密封的工序的问题。
发明内容
本发明提供了一种纸盒预折边装置,增加了纸盒弯折部与主体部的贴合性,便于下道工序加热密封,降低了不折合风险。
为了达到上述目的,本发明提供一种纸盒预折边装置,包括:
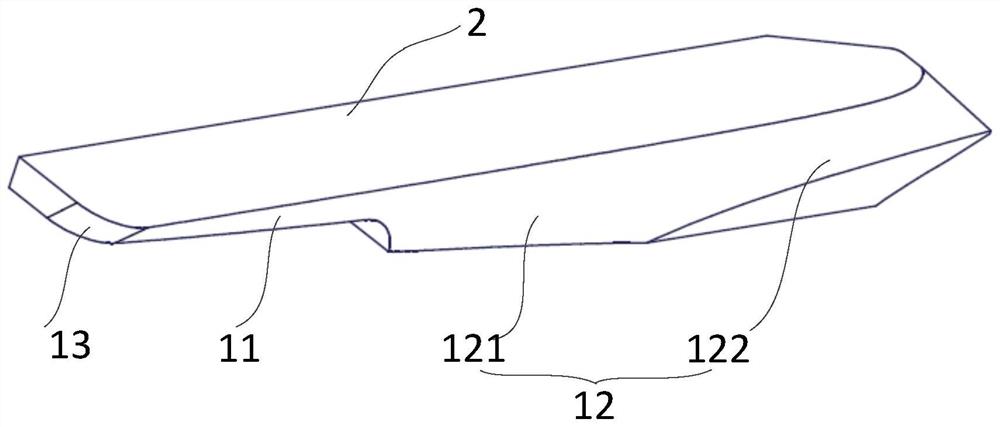
导向板,沿纸板的运行方向,所述导向板包括依次设置的将所述纸板的弯折部向主体部弯折至第一角度的导向面以及用于将所述纸板的弯折部与主体部逐渐贴合至第二角度的弯折面,所述导向面连接于所述弯折面,其中,所述第一角度范围在80°-120°,第二角度范围在0°-15°。
上述纸盒预折边装置,包括导向板,在导向板上设置了导向面和弯折面,导向面与纸板的主体部之间大体垂直;当纸板的弯折部被弯折至与主体部之间大致垂直后再利用上述纸盒预折边装置进一步折边时,纸板依次经过导向面和弯折面,由于导向面与纸板的主体部之间大体垂直,能够使得纸板的弯折部在经过导向面时纸板的弯折部能够朝向主体部的方向弯折,随后纸板经过弯折面时,在弯折面的作用下纸板的弯折部能够进一步朝向主体部弯折,保证弯折部与主体部之间的角度逐渐变小,直到弯折部与主体部贴合,以便于后续的加热密封工序顺利进行,降低不折合的风险。
因此,本发明提供的纸盒预折边装置,通过设置依次连接的导向面与弯折面,使得纸板在运行过程中,先在导向面的作用下,保证纸板的弯折部朝向主体部之间弯折,并在弯折面的作用下,使得纸板的弯折部弯折至与主体部之间贴合,增加了纸板的弯折部与主体部的贴合性,便于下道工序加热密封,降低了不折合的风险。
优选地,所述导向板还包括位于所述导向面背离所述弯折面一侧、用于将所述纸板的弯折部向主体部弯折至第三角度的引入面,所述第三角度范围在120°-150°。
优选地,沿所述纸板的运行方向,所述弯折面包括依次连接的用于将所述纸板的弯折部与主体部之间弯折至第四角度的第一弯折面以及用于将所述纸板的弯折部与主体部之间弯折至第二角度的第二弯折面,其中,所述第四角度范围在30°-50°。
优选地,所述导向面、所述第一弯折面与所述第二弯折面之间依次平滑连接。
优选地,沿所述纸板的运行方向,所述导向板的长度为220-280mm。
优选地,还包括与所述纸板的主体部运行方向平行设置的端板,所述导向板设置于所述端板的一侧。
优选地,所述端板具有上端面与下端面,沿所述纸板的运行方向,所述导向面与所述第一弯折面连接的侧边与所述下端面之间的夹角为60°-120°,所述第一弯折面与所述第二弯折面连接的侧边与所述下端面之间的夹角为130°-150°,所述第二弯折面背离所述第一弯折面的侧边与所述下端面之间的夹角为165°-180°。
优选地,所述引入面与所述端板的下端面之间的夹角为30°-60°。
优选地,沿所述纸板的运行方向,所述导向板的宽度D满足:2T<=D<=4T,其中,T为弯折部宽度。
优选地,所述导向板的材料为酚醛树脂。
优选地,本发明提供一种纸盒包装成型系统,包括上述纸盒预折边装置。
优选地,本发明提供一种纸筒,包括纸板,所述纸板具有用于形成纵封的折边,所述折边通过上述纸盒包装成型系统加工而成。
优选地,本发明提供一种纸盒,包括上述纸筒。
优选地,本发明提供一种纸盒的预折边方法,包括:
沿纸板的运行方向,通过导向板将纸板的弯折部导向主体部以使所述弯折部与所述主体部之间具有呈第一角度的夹角,所述第一角度为80°-120°;
通过导向板将所述纸板的弯折部朝向所述主体部弯折以使所述弯折部与所述主体部之间逐渐贴合至第二角度,所述第二角度为0°-15°。
附图说明
图1为本申请实施例中的纸盒预折边装置的一种结构示意图;
图2为本申请实施例中的纸盒预折边装置的一种俯视结构图;
图3为本申请实施例中的纸盒预折边装置的一种正视结构图;
图4为本申请实施例中利用纸盒预折边装置对纸板进行折边的一种过程示意图;
图5为本申请实施例中利用纸盒预折边装置对纸板进行折边的一种过程示意图;
图6为本申请实施例中纸盒的预折边方法的一种步骤流程图。
图中:
1-导向板;11-导向面;12-弯折面;121-第一弯折面;122-第二弯折面;13-引入面;2-端板;3-纸板;31-弯折部;32-主体部。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
现有技术中,用于制备可微波材料的包装盒纸板的弯折部预压弯折后的回弹力较大,在对纸板的进一步预压弯折时容易造成弯折部无法弯折至与主体部贴合,从而影响后续的加热密封的工序,导致包装纸盒的密封性能受影响。
鉴于此,请参考图1-4,本发明提供一种纸盒预折边装置,包括:导向板1,沿纸板3的运行方向(图4中的箭头方向),该导向板1包括依次设置的将纸板3的弯折部31与主体部32之间弯折至第一角度的导向面11以及用于将纸板3的弯折部31与主体部32之间弯折至第二角度的弯折面12,且导向面11连接于弯折面12,其中,第一角度范围在80°-120°,第二角度范围在0°-15°。
上述纸盒预折边装置,可参考图4,包括导向板1,导向板1具有依次连接的导向面11和弯折面12,导向面11与纸板3的主体部32之间大体垂直。当纸板3的弯折部31被弯折至与主体部32之间大体垂直后再利用上述纸盒预折边装置进一步预压折边时,纸板3先经过导向面11,在导向面11的作用下,纸板3的弯折部31能够朝向主体部32弯折,并弯折至与主体部32之间垂直;随后在弯折面12的作用下,纸板3的弯折部31能够进一步朝向主体部32弯折直至弯折部31与主体部32之间贴合。在上述导向面11与弯折面12的共同作用下,能够保证纸板3的弯折部31朝向主体部32弯折,并且弯折至与主体部32贴合,以便于后续加热密封工序的进行,增加了纸盒弯折部与主体部的贴合性,降低了不折合的风险,提高了包装纸盒的密封性能。
一种实施例中,可参考图1以及图5,导向板1还包括位于导向面11背离弯折面12一侧、用于将纸板的弯折部31向主体部32弯折至第三角度的引入面13,第三角度范围在120°-150°。通过在导向板1上设置引入面13,并且使得引入面13位于导向面11背离弯折面12的一侧,当纸板3在运行过程中,先经过引入面13,再依次经过导向面11和弯折面12,由于纸板在上一道工序中,使得纸板的弯折部31垂直于主体部32,但由于可微波材料的纸板回弹比较大,在进入导向板1之前,弯折部31与主体部32之间的夹角可能会变成钝角,当纸板3经过引入面13时,由于纸板3的运行速度较快,纸板3的弯折部31在进入导向面31与弯折面32时很容易被导向板1撞弯导致其不平整,从而影响后续纵向密封性,本实施例中,在引入面13的作用不仅可以使得纸板3平滑运行,还可使得弯折部31朝向主体部32的方向与主体部32慢慢贴合,保证纸板3在导向板1的作用下得到良好的弯折效果。
一种实施例中,沿纸板3的运行方向,上述弯折面12包括依次连接的用于将纸板3的弯折部31与主体部32之间弯折至第四角度的第一弯折面121以及用于将纸板3的弯折部31与主体部32之间弯折至第二角度的第二弯折面122,其中,第四角度范围在30°-50°。该实施例中,弯折面12包括第一弯折面121和第二弯折面122,其中,第一弯折面121位于导向面11与第二弯折面122之间,由于第二弯折面122能够将纸板3的弯折部31与主体部32之间弯折至贴合,二者之间的角度较小,相较于纸板3经过导向面11之后纸板3的弯折部31与主体部32之间垂直,角度差异较大,由于第三角度小于第一角度并且大于第二角度,通过设置用于过渡的第一弯折面121,能够使得纸板3在预压弯折的过程中,更加顺利平滑的完成弯折的过程。
需要说明的是,上述导向面11、第一弯折面121以及第二弯折面122之间依次平滑连接,由于纸板3的运行速度较快,各部分之间平滑连接能够保证纸盒在预压弯折的过程中顺利平滑地进行弯折,避免了纸板的弯折部31在经过导向面11以及弯折面12时被导向板1撞弯而导致其不平整的情况,保证了弯折的效果,进一步保证了后续纵向密封性。
一种实施例中,沿纸板3的运行方向,导向板1的长度在220-280mm,一般来说,纸板3的运行速度在650m/min左右,将导向板1的长度设置为220-280mm能够保证纸板3的弯折时间,使得纸板3能够充分弯折,且不会使得该纸盒预折边装置尺寸过大而导致浪费材料以及占用空间,提高了装置的利用率。
进一步地,上述实施例中,沿纸板3的运行方向,导向面11的长度可以为100mm左右,第一弯折面121的长度可以为80mm左右,第二弯折面122的长度可以为60mm左右,其中,导向面11的长度相较于第一弯折面121以及第二弯折面122长,可充分保证纸板3在运行过程中,弯折部31能够朝向主体部32弯折,进一步降低了不折合的风险。
需要说明的是,上述尺寸参数根据纸板的运行速度决定,本申请提供的装置在实际生产应用中可根据纸板的实际运行速度来决定导向板的长度,本实施例中的参数设置仅仅是作为参考。
一种实施例中,本申请提供的纸盒预折边装置还包括与纸板3的主体部32运行方向平行设置的端板2,导向板1设置于端板2的一个侧边,设置与纸板3的运行方向平行的端板2,可便于导向板1在沿纸板3运行的方向上对齐,保证纸板3在运行过程中与导向板1之间的角度一定,从而保证更好的折边效果;此外,设置端板2也便于本实施例中的装置与别的装置配合,从而便于纸板3在预压折边后顺利进行加热密封的工序。
进一步地,上述实施例中,端板2具有上端面和下端面,沿纸板3的运行方向,导向面11与第一弯折面121连接的侧边与下端面之间的夹角为60°-100°,第一弯折面121与第二弯折面122连接的侧边与下端面之间的夹角为130°-150°,第二弯折面122背离第一弯折面121的侧边与下端面之间的夹角为165°-180°。导向面11与端板2之间大体垂直,可便于使得纸板3的弯折部31朝向主体部32弯折,第一弯折面121可用于在纸板3到达第二弯折面122之前的过渡,第二弯折面122可用于使得纸板3的弯折部31与主体部32之间贴合,以使得最终纸板3预压折边完成。
进一步地,上述实施例中,当导向板1还具有位于导向面11背离弯折面12一侧的引入面13时,该引入面13与端板2的下端面之间的夹角为30°-60°,用于使得纸板3在进入导向面11之前,避免了纸板的弯折部31在经过导向面11以及弯折面12时被导向板1撞弯而导致其不平整的情况,使得纸板3的弯折部31朝向主体部32的方向弯折,降低了不折合的风险,保证了后续纵向密封性能。
需要说明的是,上述各实施例中,可参考图4,沿纸板3的运行方向,导向板1的宽度D满足以下条件:2T<=D<=4T,其中,T为弯折部31宽度。通过设置导向板1的宽度在两倍的弯折部31宽度与四倍的弯折部31宽度之间,既保证了纸板3在运行过程中,弯折部31与导向面11、弯折面12等之间的充分接触,使得弯折部31能够在于导向板1贴合的状态下进行折边,提高了折边的效果,又不过分浪费材料,节省了本申请中的纸盒预折边装置的占用空间。
一种实施例中,本申请中的导向板1的材料为酚醛树脂,由于酚醛树脂具有防静电、耐高温等特性,在纸板3的高速运行过程中能够保持自身平滑的特性,从而保证了纸板3的折边效果。
基于同一发明思路,本申请还可提供一种纸盒包装成型系统,包括上述各实施例中的纸盒预折边装置,由于上述纸盒预折边装置降低了不折合的风险,保证了折边的效果,在后续加热密封的工序中,可便于提高纸盒的密封性能。
基于同一发明思路,本申请还可提供一种纸筒,该纸筒包括纸板,纸板具有用于形成纵封的折边,该折边通过上述纸盒包装成型系统加工而成,由于该折边具有良好的密封性能,也保证了纸筒良好的密封性能。
基于同一发明思路,本申请还可提供一种纸盒,包括上述纸筒,通过对纸筒进一步折合以及包装,以形成纸盒,该纸盒不仅可用于微波,还克服了可微波材料回弹力大不易折边的问题,保证了纸盒良好的密封效果。
基于同一发明思路,本申请还可提供一种上述纸盒的预折边方法,如图6所示,该方法包括以下步骤:沿纸板的运行方向,
S1:通过导向板1将纸板3的弯折部31导向主体部32以使弯折部31与主体部32之间具有呈第一角度的夹角,第一夹角为80°-120°;
S2:通过导向板1将纸板3的弯折部31朝向主体部32弯折以使弯折部31与主体部32之间逐渐贴合至第二角度,第二角度为0°-15°。
需要说明的是,在步骤S1中,将纸板3的弯折部31导向主体部32,可通过导向板1的导向面11实现,纸板3在运行过程中,弯折部31朝向主体部32弯折;或者,也可以通过导向板1的引入面13与导向面11共同实现,引入面13位于导向面11背离弯折面12的一侧,引入面13可使得弯折部31与主体部32之间夹角较大的纸板3在进入导向面11时,弯折部31与主体部32之间的夹角变小,从而进一步降低不折合的风险。在实际应用生产中,可根据具体的情况设置,此处不做赘述。
上述预折边方法,针对于可微波的纸板,很好地解决了可微波材料回弹力大的问题,从而降低了不折合的风险,便于后续加热密封,保证了纸盒的密封效果。
显然,本领域的技术人员可以对本发明实施例进行各种改动和变型而不脱离本发明的精神和范围。这样,倘若本发明的这些修改和变型属于本发明权利要求及其等同技术的范围之内,则本发明也意图包含这些改动和变型在内。