一种纸盒成型工艺及纸盒生产线
文献发布时间:2023-06-19 13:30:50
技术领域
本发明属于纸盒生产技术领域,具体涉及一种纸盒成型工艺及纸盒生产线。
背景技术
瓦楞纸盒是由瓦楞纸板加工而成,瓦楞纸板的加工工艺主要分为两类,分别是全自动瓦楞纸板生产线生产工艺和半自动瓦楞纸板生产线生产工艺,其中全自动瓦楞纸板生产线生产工艺主要适用于生产批量大、体积较大的纸盒,而半自动瓦楞纸板生产线生产工艺则适用于各种体积的纸盒,该瓦楞纸板生产工艺是先印刷纸板,再采用模切压痕、粘钉等工序成盒,该工艺生产出的纸盒成型质量好、表面处理效果好。
如申请号为CN201821696971.4的一项中国专利公开了平压压痕切线机,该技术方案通过驱动组件驱动垫板靠近翻板移动,通过复位组件驱动垫板远离翻板移动,这样可以对垫板的位置进行调节,从而可以避免因翻板行程不够而无法对纸板进行裁剪,通过L形块的设置,使得L形块对纸板进行限位,这样可以降低纸板在随垫板转动过程中与垫板发生分离的可能性;但是该技术方案没有完全解决工作人员将瓦楞纸板放在平板压痕机的翻板上,由于翻板在横向上不能对瓦楞纸板进行限位,使得瓦楞纸板的压痕位置有所偏移,造成瓦楞纸板的受压痕的位置不符合要求,从而影响平板压痕机的压痕效果,降低瓦楞纸板压痕线的质量,使得生产后的瓦楞纸箱抗压作用降低,进而造成该技术方案的局限性。
鉴于此,本发明提出了一种纸盒成型工艺及纸盒生产线,解决了上述技术问题。
发明内容
为了弥补现有技术的不足,本发明提出了一种纸盒成型工艺及纸盒生产线,本发明中使用的平压压痕机通过夹板和夹片之间的配合,使得夹片能够对瓦楞纸板进行横向的夹紧限位,从而保证瓦楞纸板压痕过程中的稳定,减少瓦楞纸板的晃动,使得瓦楞纸板压痕位置的准确性得到提高,进而提高了平板压痕机压痕效果,使得生产后的瓦楞纸箱的抗压效果得到提高。
本发明解决其技术问题所采用的技术方案是:本发明所述的一种纸盒生产线,包括平压压痕机,所述平压压痕机还包括机架、切刀板、翻板、传动盘和控制器;所述切刀板固定安装在机架上;所述翻板位于机架靠近切刀板的一侧并通过传动盘与机架连接;所述机架内安装有伺服电机,伺服电机的输出轴与传动盘固连;所述控制器用于控制整个平压压痕机自动运行;所述翻板靠近切刀板的一面安装有夹板和限位块,夹板数量为两个,两个夹板相互靠近的一面开设有凹槽,凹槽内滑动连接有夹片,夹片与凹槽的槽底之间通过弹簧固连;
现有技术中,工作人员将瓦楞纸板放在平板压痕机的翻板上,由于瓦楞纸板在翻板上的横向限位作用有限,使得瓦楞纸板的压痕位置有所偏移,造成瓦楞纸板的受压痕的位置不符合要求,从而影响平板压痕机的压痕效果,降低瓦楞纸板压痕线的质量,使得生产后的瓦楞纸箱抗压作用降低;
工作时;翻板与切刀板挤压接触时,夹板位于切刀板的两侧,工作人员通过控制器控制平压压痕机运行,使得伺服电机驱动传动盘带动翻板进行往复翻转,使得翻板先靠近切刀板,使得翻板与切刀板接触,再远离切刀板,使得翻板与切刀板之间形成开口,当翻板远离切刀板时,工作人员将瓦楞纸板放置在两个夹板之间,使得瓦楞纸板非压痕面与翻板靠近切刀板的一面相贴合,推动瓦楞纸板,使得瓦楞纸板两侧与夹片接触并挤压夹片,使得夹片压缩弹簧往凹槽的槽底方向移动,此时夹片进入凹槽,此时继续推动瓦楞纸板,使得瓦楞纸板远离手推的一端与限位块接触,使得瓦楞纸板无法继续推动,此时夹片在弹簧恢复力的作用下挤压瓦楞纸板,保证瓦楞纸板压痕过程中的稳定,减少瓦楞纸板的晃动,使得瓦楞纸板压痕位置的准确性得到提高,提高了平板压痕机压痕效果;
本发明通过夹板和夹片之间的配合,使得夹片能够对瓦楞纸板进行横向的夹紧限位,从而保证瓦楞纸板压痕过程中的稳定,减少瓦楞纸板的晃动,使得瓦楞纸板压痕位置的准确性得到提高,进而提高了平板压痕机压痕效果,使得生产后的瓦楞纸箱的抗压效果得到提高。
优选的,所述翻板靠近切刀板的一面开设有滑槽;所述夹板滑动连接在滑槽内,夹板与滑槽底端之间固定安装有电动推杆;工作时;由于工作人员需要将手伸入翻板并取放瓦楞纸板,容易造成夹手的危险,并且纸板未能取出,则会使纸板进行二次压痕,造成纸板压痕加深,甚至造成压痕位置破损;因此本发明通过设置电动推杆,使翻板远离切刀板时,电动推杆推动夹板沿滑槽向上滑动,当滑动到滑槽另一端时,工作人员将瓦楞纸板卡在两个夹板之间,此时翻板与切刀板之间形成开口最大,随后翻板在传动盘的带动下往切刀板处反转靠近,此时控制器控制电动推杆拉动夹板复位,使得夹板带动瓦楞纸板沿着翻板表面向下滑动,直至瓦楞纸板与限位块接触,此时电动推杆继续带动夹板下压,使得瓦楞纸板与限位块抵紧,夹板则通过瓦楞纸板侧壁下滑,直至电动推杆完全复位,此时翻板与切刀板接触并进行压痕,压痕结束后,控制器控制电动推杆推动夹板带动瓦楞纸板上升并伸出翻板,此时工作人员将瓦楞纸板取下;本发明通过电动推杆的设置,使电动推杆能够推动夹板沿着滑槽滑动的过程中,夹板能够带动瓦楞纸板上下滑动,方便使用者取放瓦楞纸板,避免使用者将手伸入翻板,造成夹手的危险,提高了工作人员操作的安全性,使得本发明的实用性得到提高。
优选的,所述夹片滑动密封连接在凹槽内;所述电动推杆外套有波纹管,波纹管的一端与控制滑槽的槽壁固连,另一端与夹板固连;所述夹板内开设有气道,气道用于连通波纹管与凹槽;两个所述夹板相互靠近的一侧开设有与凹槽连通的气孔;工作时;由于瓦楞纸板生产加工的小工厂内环境较差,且瓦楞纸板随意堆积,使得相邻的两个瓦楞纸板之间会有杂物进入,当电动推杆拉动夹板复位的过程中,夹板挤压波纹管,使波纹管的体积变小,使得波纹管内的气体受压缩而经气道进入凹槽,使得凹槽内充满气体,从而使得凹槽内的气体经气孔喷向瓦楞纸板,使得瓦楞纸板待压痕面上的粘附的杂物在气体的吹动下脱离瓦楞纸箱表面,进而防止压痕的过程中,杂物粘附在瓦楞纸板压痕线位置,使得压痕线局部位置受到杂物的挤压而产生破损,提高了压痕线的质量;使得生产后的瓦楞纸箱抗压能力得到提高,且当气体充满凹槽时,凹槽内的气体被压缩排出,进而对夹片产生推力挤压瓦楞纸板,使得夹片受气体压力作用而对瓦楞纸板进行夹紧,使得夹板对瓦楞纸板的夹紧效果得到提高,使得本发明的实际应用效果得到有效提高。
优选的,所述翻板两侧均安装有连接杆;两个所述连接杆之间固连有弹性绳,弹性绳表面套有海绵套;工作时;瓦楞纸板在压痕之前需要先进行印刷,使得瓦楞纸板印刷面光滑,当处于夏季阴雨天气时,瓦楞纸板的印刷面会凝结水雾,使得印刷面粘附的碎石在液体的张力作用下难以脱落,当工作人员将瓦楞纸板非印刷的一面与翻板表面接触,推动瓦楞纸板从弹性绳与翻板上表面之间的缝隙穿过并被夹片夹紧,此时工作人员需要推动瓦楞纸板露出翻板的一端,使瓦楞纸板发生轻微弯曲,使得瓦楞纸板印刷面与弹性绳接触,随着夹片带动瓦楞纸板向下移动,使得弹性绳表面的海绵套沿着瓦楞纸板上表面滑动,从而对瓦楞纸板上表面的水雾和杂物进行清理,且瓦楞纸板远离手推的一端与限位块接触时,因瓦楞纸板无法继续移动,使得夹片在夹板带动下沿瓦楞纸板侧壁向下滑动,此时波纹管内气体经气孔吹向瓦楞纸板表面,加快瓦楞纸板表面水雾的风干,使得本发明的实用性得到提高;本发明通过弹性绳的设置,使弹性绳带动表面的海绵套与瓦楞纸板压痕面接触,使得瓦楞纸板向下移动的过程中,海绵套能够沿着瓦楞纸板印刷面进行刮动并阻挡瓦楞纸板印刷面粘附的杂物,从而避免压痕线处因杂物的挤压而发生破损,进而提高了压痕线的质量,且海绵套沿着瓦楞纸板印刷面进行刮动的过程中,海绵套能够将瓦楞纸板印刷面的水分吸收,避免压痕过程中,瓦楞纸板压痕线处的水浸入瓦楞纸板,从而防止瓦楞纸板压痕线处的纤维间所形成的的共生粘附结构被破坏,提高了瓦楞纸板压痕线处的强度,进入提高生产后的瓦楞纸箱的抗压效果。
优选的,所述翻板内部转动连接有转动杆;所述连接杆与转动杆固连;所述翻板一侧固连有驱动电机;所述驱动电机的输出轴与转动杆固连;所述凹槽的槽底固定安装有压力传感器;工作时;当工作人员推动瓦楞纸板从弹性绳与翻板上表面之间的缝隙穿过并与夹片接触时,夹片受瓦楞纸板侧壁的挤压而压缩弹簧进入凹槽,使得压力传感器受到压缩的弹簧的挤压力,此时压力传感器传递电信号至控制器,使得控制器控制驱动电机驱动转动杆带动连接杆进行转动,从而使得连接杆带动弹性绳往靠近翻板的方向转动,使得弹性绳与瓦楞纸板接触并带动瓦楞纸板与翻板表面贴紧,随着夹板带动瓦楞纸板向下移动,使得弹性绳对瓦楞纸板上表面的水雾和杂物进行清理;本发明通过驱动电机和转动杆的配合,使得转动杆通过连接杆带动弹性绳往翻板方向转动,使得弹性绳推动瓦楞纸板与翻板贴紧,避免了工作人员需要对瓦楞纸板进行推动,减少工作人员的劳动强度,使得本发明的实际应用效果进一步得到提高。
本发明所述的一种纸盒成型工艺,该工艺适用于上述的纸盒生产线,该工艺的步骤如下:
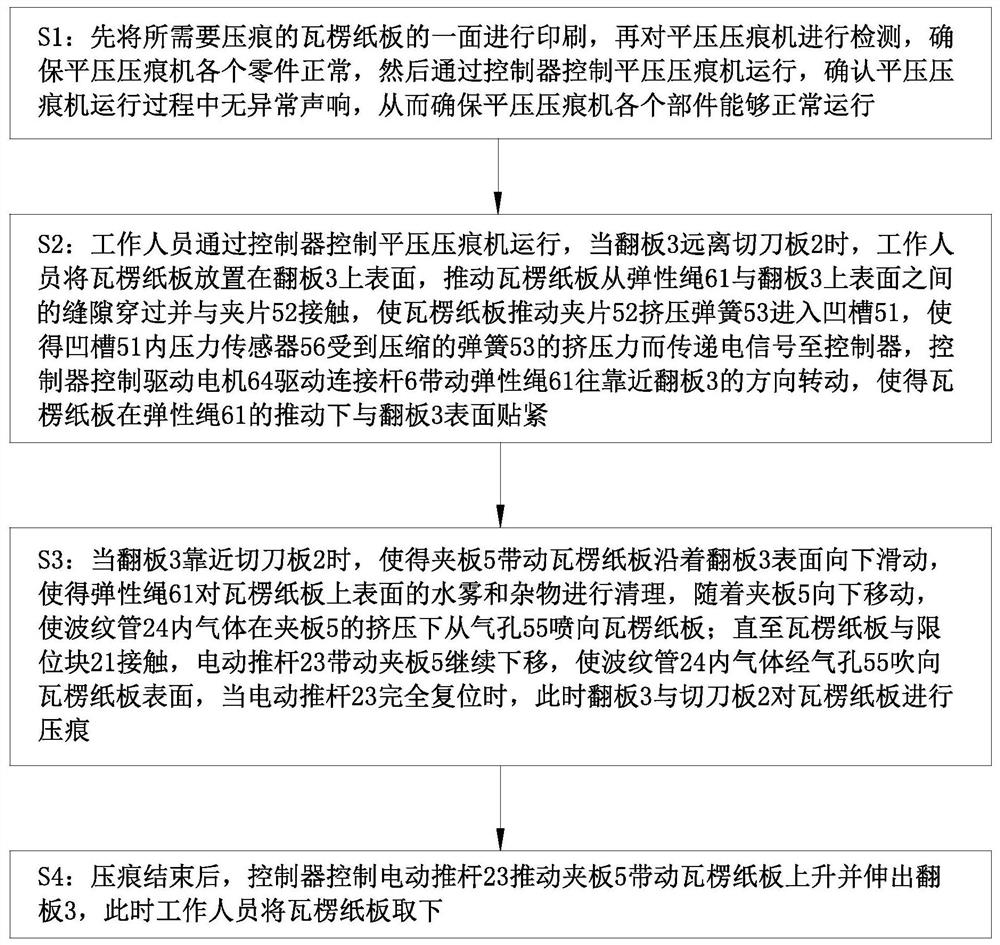
S1:先将所需要压痕的瓦楞纸板的一面进行印刷,再对平压压痕机进行检测,确保平压压痕机各个零件正常,然后通过控制器控制平压压痕机运行,确认平压压痕机运行过程中无异常声响,从而确保平压压痕机各个部件能够正常运行;
S2:工作人员通过控制器控制平压压痕机运行,当翻板远离切刀板时,工作人员将瓦楞纸板放置在翻板上表面,推动瓦楞纸板从弹性绳与翻板上表面之间的缝隙穿过并与夹片接触,使瓦楞纸板推动夹片挤压弹簧进入凹槽,使得凹槽内压力传感器受到压缩的弹簧的挤压力而传递电信号至控制器,控制器控制驱动电机驱动连接杆带动弹性绳往靠近翻板的方向转动,使得瓦楞纸板在弹性绳的推动下与翻板表面贴紧;
S3:当翻板靠近切刀板时,使得夹板带动瓦楞纸板沿着翻板表面向下滑动,使得弹性绳对瓦楞纸板上表面的水雾和杂物进行清理,随着夹板向下移动,使波纹管内气体在夹板的挤压下从气孔喷向瓦楞纸板;直至瓦楞纸板与限位块接触,电动推杆带动夹板继续下移,使波纹管内气体经气孔吹向瓦楞纸板表面,当电动推杆完全复位时,此时翻板与切刀板对瓦楞纸板进行压痕;
S4:压痕结束后,控制器控制电动推杆推动夹板带动瓦楞纸板上升并伸出翻板,此时工作人员将瓦楞纸板取下。
本发明的有益效果如下:
1.本发明中使用的平压压痕机通过夹板和夹片之间的配合,使得夹片能够对瓦楞纸板进行横向的夹紧限位,从而保证瓦楞纸板压痕过程中的稳定,减少瓦楞纸板的晃动,使得瓦楞纸板压痕位置的准确性得到提高,进而提高了平板压痕机压痕效果,使得生产后的瓦楞纸箱的抗压效果得到提高。
2.本发明中使用的平压压痕机通过电动推杆的设置,使电动推杆能够推动夹板沿着滑槽滑动的过程中,夹板能够带动瓦楞纸板上下滑动,方便使用者取放瓦楞纸板,避免使用者将手伸入翻板,造成夹手的危险,提高了工作人员操作的安全性,使得本发明的实用性得到提高。
3.本发明中使用的平压压痕机通过驱动电机和转动杆的配合,使得转动杆通过连接杆带动弹性绳往翻板方向转动,使得弹性绳推动瓦楞纸板与翻板贴紧,避免了工作人员需要对瓦楞纸板进行推动,减少工作人员的劳动强度,使得本发明的实际应用效果进一步得到提高。
附图说明
下面结合附图和实施方式对本发明进一步说明。
图1是本发明所述的纸盒成型工艺的流程图;
图2是本发明中使用的平压压痕机的立体图;
图3是本发明中使用的平压压痕机的结构示意图;
图4是图2中A处的放大图;
图5是图3中B处的放大图;
图6是本发明中使用的夹板的结构示意图。
图中:1、机架;11、伺服电机;2、切刀板;21、限位块;22、滑槽;23、电动推杆;24、波纹管;3、翻板;4、传动盘;5、夹板;51、凹槽;52、夹片;53、弹簧;54、气道;55、气孔;56、压力传感器;6、连接杆;61、弹性绳;62、海绵套;63、转动杆;64、驱动电机。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1至图6所示,本发明所述的一种纸盒生产线,包括平压压痕机,所述平压压痕机还包括机架1、切刀板2、翻板3、传动盘4和控制器;所述切刀板2固定安装在机架1上;所述翻板3位于机架1靠近切刀板2的一侧并通过传动盘4与机架1连接;所述机架1内安装有伺服电机11,伺服电机11的输出轴与传动盘4固连;所述控制器用于控制整个平压压痕机自动运行;所述翻板3靠近切刀板2的一面安装有夹板5和限位块21,夹板5数量为两个,两个夹板5相互靠近的一面开设有凹槽51,凹槽51内滑动连接有夹片52,夹片52与凹槽51的槽底之间通过弹簧53固连;
现有技术中,工作人员将瓦楞纸板放在平板压痕机的翻板3上,由于瓦楞纸板在翻板3上的横向限位作用有限,使得瓦楞纸板的压痕位置有所偏移,造成瓦楞纸板的受压痕的位置不符合要求,从而影响平板压痕机的压痕效果,降低瓦楞纸板压痕线的质量,使得生产后的瓦楞纸箱抗压作用降低;
工作时;翻板3与切刀板2挤压接触时,夹板5位于切刀板2的两侧,工作人员通过控制器控制平压压痕机运行,使得伺服电机11驱动传动盘4带动翻板3进行往复翻转,使得翻板3先靠近切刀板2,使得翻板3与切刀板2接触,再远离切刀板2,使得翻板3与切刀板2之间形成开口,当翻板3远离切刀板2时,工作人员将瓦楞纸板放置在两个夹板5之间,使得瓦楞纸板非压痕面与翻板3靠近切刀板2的一面相贴合,推动瓦楞纸板,使得瓦楞纸板两侧与夹片52接触并挤压夹片52,使得夹片52压缩弹簧53往凹槽51的槽底方向移动,此时夹片52进入凹槽51,此时继续推动瓦楞纸板,使得瓦楞纸板远离手推的一端与限位块21接触,使得瓦楞纸板无法继续推动,此时夹片52在弹簧53恢复力的作用下挤压瓦楞纸板,保证瓦楞纸板压痕过程中的稳定,减少瓦楞纸板的晃动,使得瓦楞纸板压痕位置的准确性得到提高,提高了平板压痕机压痕效果;
本发明通过夹板5和夹片52之间的配合,使得夹片52能够对瓦楞纸板进行横向的夹紧限位,从而保证瓦楞纸板压痕过程中的稳定,减少瓦楞纸板的晃动,使得瓦楞纸板压痕位置的准确性得到提高,进而提高了平板压痕机压痕效果,使得生产后的瓦楞纸箱的抗压效果得到提高。
作为本发明的一种实施方式,所述翻板3靠近切刀板2的一面开设有滑槽22;所述夹板5滑动连接在滑槽22内,夹板5与滑槽22底端之间固定安装有电动推杆23;工作时;由于工作人员需要将手伸入翻板3并取放瓦楞纸板,容易造成夹手的危险,并且纸板未能取出,则会使纸板进行二次压痕,造成纸板压痕加深,甚至造成压痕位置破损;因此本发明通过设置电动推杆23,使翻板3远离切刀板2时,电动推杆23推动夹板5沿滑槽22向上滑动,当滑动到滑槽22另一端时,工作人员将瓦楞纸板卡在两个夹板5之间,此时翻板3与切刀板2之间形成开口最大,随后翻板3在传动盘4的带动下往切刀板2处反转靠近,此时控制器控制电动推杆23拉动夹板5复位,使得夹板5带动瓦楞纸板沿着翻板3表面向下滑动,直至瓦楞纸板与限位块21接触,此时电动推杆23继续带动夹板5下压,使得瓦楞纸板与限位块21抵紧,夹板5则通过瓦楞纸板侧壁下滑,直至电动推杆23完全复位,此时翻板3与切刀板2接触并进行压痕,压痕结束后,控制器控制电动推杆23推动夹板5带动瓦楞纸板上升并伸出翻板3,此时工作人员将瓦楞纸板取下;本发明通过电动推杆23的设置,使电动推杆23能够推动夹板5沿着滑槽22滑动的过程中,夹板5能够带动瓦楞纸板上下滑动,方便使用者取放瓦楞纸板,避免使用者将手伸入翻板3,造成夹手的危险,提高了工作人员操作的安全性,使得本发明的实用性得到提高。
作为本发明的一种实施方式,所述夹片52滑动密封连接在凹槽51内;所述电动推杆23外套有波纹管24,波纹管24的一端与控制滑槽22的槽壁固连,另一端与夹板5固连;所述夹板5内开设有气道54,气道54用于连通波纹管24与凹槽51;两个所述夹板5相互靠近的一侧开设有与凹槽51连通的气孔55;工作时;由于瓦楞纸板生产加工的小工厂内环境较差,且瓦楞纸板随意堆积,使得相邻的两个瓦楞纸板之间会有杂物进入,当电动推杆23拉动夹板5复位的过程中,夹板5挤压波纹管24,使波纹管24的体积变小,使得波纹管24内的气体受压缩而经气道54进入凹槽51,使得凹槽51内充满气体,从而使得凹槽51内的气体经气孔55喷向瓦楞纸板,使得瓦楞纸板待压痕面上的粘附的杂物在气体的吹动下脱离瓦楞纸箱表面,进而防止压痕的过程中,杂物粘附在瓦楞纸板压痕线位置,使得压痕线局部位置受到杂物的挤压而产生破损,提高了压痕线的质量;使得生产后的瓦楞纸箱抗压能力得到提高,且当气体充满凹槽51时,凹槽51内的气体被压缩排出,进而对夹片52产生推力挤压瓦楞纸板,使得夹片52受气体压力作用而对瓦楞纸板进行夹紧,使得夹板5对瓦楞纸板的夹紧效果得到提高,使得本发明的实际应用效果得到有效提高。
作为本发明的一种实施方式,所述翻板3两侧均安装有连接杆6;两个所述连接杆6之间固连有弹性绳61,弹性绳61表面套有海绵套62;工作时;瓦楞纸板在压痕之前需要先进行印刷,使得瓦楞纸板印刷面光滑,当处于夏季阴雨天气时,瓦楞纸板的印刷面会凝结水雾,使得印刷面粘附的碎石在液体的张力作用下难以脱落,当工作人员将瓦楞纸板非印刷的一面与翻板3表面接触,推动瓦楞纸板从弹性绳61与翻板3上表面之间的缝隙穿过并被夹片52夹紧,此时工作人员需要推动瓦楞纸板露出翻板3的一端,使瓦楞纸板发生轻微弯曲,使得瓦楞纸板印刷面与弹性绳61接触,随着夹片52带动瓦楞纸板向下移动,使得弹性绳61表面的海绵套62沿着瓦楞纸板上表面滑动,从而对瓦楞纸板上表面的水雾和杂物进行清理,且瓦楞纸板远离手推的一端与限位块21接触时,因瓦楞纸板无法继续移动,使得夹片52在夹板5带动下沿瓦楞纸板侧壁向下滑动,此时波纹管24内气体经气孔55吹向瓦楞纸板表面,加快瓦楞纸板表面水雾的风干,使得本发明的实用性得到提高;本发明通过弹性绳61的设置,使弹性绳61带动表面的海绵套62与瓦楞纸板压痕面接触,使得瓦楞纸板向下移动的过程中,海绵套62能够沿着瓦楞纸板印刷面进行刮动并阻挡瓦楞纸板印刷面粘附的杂物,从而避免压痕线处因杂物的挤压而发生破损,进而提高了压痕线的质量,且海绵套62沿着瓦楞纸板印刷面进行刮动的过程中,海绵套62能够将瓦楞纸板印刷面的水分吸收,避免压痕过程中,瓦楞纸板压痕线处的水浸入瓦楞纸板,从而防止瓦楞纸板压痕线处的纤维间所形成的的共生粘附结构被破坏,提高了瓦楞纸板压痕线处的强度,进入提高生产后的瓦楞纸箱的抗压效果。
作为本发明的一种实施方式,所述翻板3内部转动连接有转动杆63;所述连接杆6与转动杆63固连;所述翻板3一侧固连有驱动电机64;所述驱动电机64的输出轴与转动杆63固连;所述凹槽51的槽底固定安装有压力传感器56;工作时;当工作人员推动瓦楞纸板从弹性绳61与翻板3上表面之间的缝隙穿过并与夹片52接触时,夹片52受瓦楞纸板侧壁的挤压而压缩弹簧53进入凹槽51,使得压力传感器56受到压缩的弹簧53的挤压力,此时压力传感器56传递电信号至控制器,使得控制器控制驱动电机64驱动转动杆63带动连接杆6进行转动,从而使得连接杆6带动弹性绳61往靠近翻板3的方向转动,使得弹性绳61与瓦楞纸板接触并带动瓦楞纸板与翻板3表面贴紧,随着夹板5带动瓦楞纸板向下移动,使得弹性绳61对瓦楞纸板上表面的水雾和杂物进行清理;本发明通过驱动电机64和转动杆63的配合,使得转动杆63通过连接杆6带动弹性绳61往翻板3方向转动,使得弹性绳61推动瓦楞纸板与翻板3贴紧,避免了工作人员需要对瓦楞纸板进行推动,减少工作人员的劳动强度,使得本发明的实际应用效果进一步得到提高。
本发明所述的一种纸盒成型工艺,该工艺适用于上述的纸盒生产线,该工艺的步骤如下:
S1:先将所需要压痕的瓦楞纸板的一面进行印刷,再对平压压痕机进行检测,确保平压压痕机各个零件正常,然后通过控制器控制平压压痕机运行,确认平压压痕机运行过程中无异常声响,从而确保平压压痕机各个部件能够正常运行;
S2:工作人员通过控制器控制平压压痕机运行,当翻板3远离切刀板2时,工作人员将瓦楞纸板放置在翻板3上表面,推动瓦楞纸板从弹性绳61与翻板3上表面之间的缝隙穿过并与夹片52接触,使瓦楞纸板推动夹片52挤压弹簧53进入凹槽51,使得凹槽51内压力传感器56受到压缩的弹簧53的挤压力而传递电信号至控制器,控制器控制驱动电机64驱动连接杆6带动弹性绳61往靠近翻板3的方向转动,使得瓦楞纸板在弹性绳61的推动下与翻板3表面贴紧;
S3:当翻板3靠近切刀板2时,使得夹板5带动瓦楞纸板沿着翻板3表面向下滑动,使得弹性绳61对瓦楞纸板上表面的水雾和杂物进行清理,随着夹板5向下移动,使波纹管24内气体在夹板5的挤压下从气孔55喷向瓦楞纸板;直至瓦楞纸板与限位块21接触,电动推杆23带动夹板5继续下移,使波纹管24内气体经气孔55吹向瓦楞纸板表面,当电动推杆23完全复位时,此时翻板3与切刀板2对瓦楞纸板进行压痕;
S4:压痕结束后,控制器控制电动推杆23推动夹板5带动瓦楞纸板上升并伸出翻板3,此时工作人员将瓦楞纸板取下。
具体工作流程如下:
工作人员通过控制器控制平压压痕机运行,使得伺服电机11驱动传动盘4带动翻板3进行往复翻转,使得翻板3先靠近切刀板2,使得翻板3与切刀板2接触,再远离切刀板2,使得翻板3与切刀板2之间形成开口,当翻板3远离切刀板2时,工作人员将瓦楞纸板放置在两个夹板5之间,使得瓦楞纸板非压痕面与翻板3靠近切刀板2的一面相贴合,推动瓦楞纸板,使得瓦楞纸板两侧与夹片52接触并挤压夹片52,使得夹片52压缩弹簧53往凹槽51的槽底方向移动,此时夹片52进入凹槽51,此时继续推动瓦楞纸板,使得瓦楞纸板远离手推的一端与限位块21接触,使得瓦楞纸板无法继续推动,此时夹片52在弹簧53恢复力的作用下挤压瓦楞纸板,保证瓦楞纸板压痕过程中的稳定,减少瓦楞纸板的晃动,使得瓦楞纸板压痕位置的准确性得到提高,提高了平板压痕机压痕效果;由于工作人员需要将手伸入翻板3并取放瓦楞纸板,容易造成夹手的危险,并且纸板未能取出,则会使纸板进行二次压痕,造成纸板压痕加深,甚至造成压痕位置破损;因此本发明通过设置电动推杆23,使翻板3远离切刀板2时,电动推杆23推动夹板5沿滑槽22向上滑动,当滑动到滑槽22另一端时,工作人员将瓦楞纸板卡在两个夹板5之间,此时翻板3与切刀板2之间形成开口最大,随后翻板3在传动盘4的带动下往切刀板2处反转靠近,此时控制器控制电动推杆23拉动夹板5复位,使得夹板5带动瓦楞纸板沿着翻板3表面向下滑动,直至瓦楞纸板与限位块21接触,此时电动推杆23继续带动夹板5下压,使得瓦楞纸板与限位块21抵紧,夹板5则通过交沿着瓦楞纸板侧壁下滑,直至电动推杆23完全复位,此时翻板3与切刀板2接触并进行压痕,压痕结束后,控制器控制电动推杆23推动夹板5带动瓦楞纸板上升并伸出翻板3,此时工作人员将瓦楞纸板取下。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。