一种烟盒模切机及其使用方法
文献发布时间:2023-06-19 13:30:50
技术领域
本发明涉及模切机技术领域,尤其涉及一种烟盒模切机及其使用方法。
背景技术
模切机又叫啤机、裁切机、数控冲压机,主要用于相应的一些非金属材料、不干胶、EVA、双面胶、电子、手机胶垫等的模切(全断、半断)、压痕和烫金作业、贴合、自动排废,模切机利用钢刀、五金模具、钢线(或钢板雕刻成的模版),通过压印版施加一定的压力,将印品或纸板轧切成一定形状,是印后包装加工成型的重要设备。
模切机通常是采用冲压的方式完成裁断的,但冲压的方式是做往复运动,只有其下压状态是在进行工作的,而回升状态无法进行裁剪的工作,因此存在工作效率低的问题。
发明内容
针对现有技术中所存在的不足,本发明提供了一种烟盒模切机及其使用方法,其解决了现有的模切机采用冲压的方式,存在工作效率低的技术问题。
根据本发明的实施例记载的一种烟盒模切机,包括模切辊,所述模切辊上分布有刀片,所述刀片依次排列组成裁切线,所述模切辊一侧设有送料辊,所述模切辊另一侧设有出料辊,所述送料辊与模切辊之间设有感应定位装置,所述模切辊、送料辊与出料辊下侧设有支撑板,所述送料辊一侧的支撑板连接有传送装置,所述出料辊一侧设有储存装置。
进一步的,所述支撑板下设有支撑用的支撑架,所述模切辊、送料辊、出料辊、感应定位装置与储存装置都安装在支撑架上。
进一步的,所述模切辊包括辊体与包裹所述辊体外的连接层,所述刀片设置在连接层上,所述模切辊两端周向均布有卡勾,所述连接层对应位置设有卡槽,所述卡槽卡入卡勾固定。
进一步的,所述出料辊与送料辊都包括杆部与轴向均布在所述杆部上的滚轮,所述杆部上设有两个对称设置的定位轮。
进一步的,所述感应定位装置包括活动杆与固定在所述活动杆上的感应器,所述感应器设有两个,且两个所述感应器对称设置在活动杆上。
进一步的,所述储存装置包括储存箱与设置在所述储存箱上侧的导向板,所述导向板与支撑板连接,所述导向板远离支撑板一端高于支撑板,所述导向板靠近支撑板一端设有导向口,所述导向口正对储存箱的进口。
进一步的,所述导向板设为截面为圆弧形或倾斜直线形。
进一步的,所述导向板远离支撑板一端设有废料导向翻边,所述废料导向翻边下设有废料收集箱。
进一步的,所述刀片依次排列组成的裁切线围绕成一个封闭图形。
根据本发明的实施例记载的一种烟盒模切机的使用方法,包括:
S1、机器调试:根据需要裁剪纸板的形状不同选择对应的所述连接层,根据裁剪纸板的大小调整两个所述定位轮之间的间距;
S2、纸板进入:纸板通过传送装置传送进入支撑板;
S3、纸板定位:纸板通过送料辊向模切辊一侧传送,直到感应定位装置感应到纸板;
S4、纸板模切:纸板通过送料辊传送,而模切辊同步转动,在纸板经过模切辊时,纸板沿模切辊上的刀片依次排列组成的裁切线被裁剪;
S5、成品储存:被裁剪后的纸板被出料辊向储存装置一侧推动,直到被裁剪后纸板进入储存装置储存。
本发明的技术原理为:采用分布有裁剪辊上的刀片,对纸板进行裁剪,具体裁切时,送料辊将纸板送入裁剪辊下,同时裁剪辊转动,依次将刀片移动到下侧对纸板进行裁切,而出料辊用于成品纸板送出,进入储存装置储存;而感应定位装置用于定位纸板裁剪初始位置,使得裁剪辊能准确的对纸板进行裁剪;传送装置将纸板送入送料辊位置,以便进行精确裁剪,因为裁剪辊为转动的方式,而只要转动就是在进行裁剪工作,不存冲压方式中不工作的状态,进而模切机的工作效率得以提高。
相比于现有技术,本发明具有如下有益效果:通过分布有裁剪辊上的刀片配合裁剪辊与送料辊的转动,并通过感应定位装置确定起始裁剪位置,其解决了现有的模切机采用冲压的方式,存在工作效率低的技术问题。
附图说明
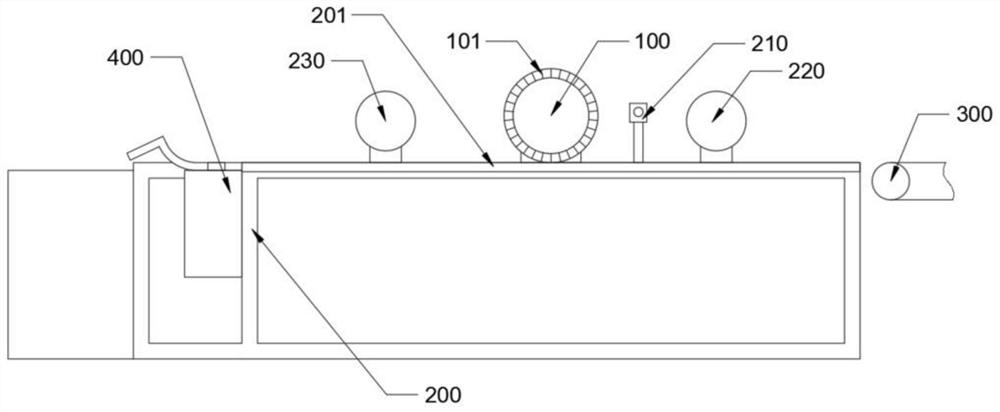
图1为本发明实施例的模切机结构示意图。
图2为本发明实施例的模切辊结构示意图。
图3为本发明实施例的模切辊断面图。
图4为本发明实施例的连接层展开图。
图5为本发明实施例的送料辊结构示意图。
图6为本发明实施例的感应定位装置结构示意图。
图7为本发明实施例的导向板是圆弧形的储存装置结构示意图。
图8为本发明实施例的导向板是倾斜直线形的储存装置结构示意图。
图9为本发明实施例的模切机的使用方法流程图。
上述附图中:100、模切辊;101、刀片;110、辊体;111、卡勾;120、连接层;121、卡槽;200、支撑架;201、支撑板;202、杆部;203、滚轮;204、定位轮;210、感应定位装置;211、活动杆;212、感应器;220、送料辊;230、出料辊;300、传送装置;400、储存装置;410、储存箱;420、导向板;421、导向口;422、废料导向翻边;430、废料收集箱。
具体实施方式
下面结合附图及实施例对本发明中的技术方案进一步说明。
如图1所示的烟盒模切机,包括模切辊100,其中模切辊100上分布有刀片101,刀片101依次排列组成裁切线,模切辊100一侧设有送料辊220,模切辊100另一侧设有出料辊230,送料辊220与模切辊100之间设有感应定位装置210,模切辊100、送料辊220与出料辊230下侧设有支撑板201,用于支撑纸板,送料辊220一侧的支撑板201连接有传送装置300,传送装置300为传动带机构等,用于将纸板传送到支撑板201上,出料辊230一侧设有储存装置400,用于裁剪后的纸板储存。
如图1所示,支撑板201下螺钉连接有支撑用的支撑架200,模切辊100、送料辊220、出料辊230、感应定位装置210与储存装置400都安装在支撑架200上,即支撑架200起到支撑起支撑板201、模切辊100、送料辊220、出料辊230、感应定位装置210与储存装置400的作用。
如图2-3所示,模切辊100包括辊体110与包裹辊体110外的连接层120,具体的辊体110采用带座轴承安装在支撑架200上,辊体110连接步进电机,通过步进电机驱动实现,辊体110的精确转动,使得刀片101能完成精确裁剪。
如图3-4所示,刀片101设置在连接层120上,模切辊100两端周向一体成型有均布的卡勾111,连接层120对应位置一体成型有卡槽121,卡槽121卡入卡勾111固定,使得连接层120围绕在辊体110外,采用连接层120与辊体110分离式的结构,当需要裁剪不同的形状的纸板时,可以通过更换不同的连接层120即可。
如图4所示,刀片101依次排列组成的裁切线围绕成一个封闭图形,使得裁切之后的纸板也是一个封闭形状,进而可以折叠成纸盒。
如图5所示,出料辊230与送料辊220都包括杆部202与轴向均布在杆部202上的滚轮203,杆部202上设有两个对称设置的定位轮204,其中杆部202采用带座轴承安装在支撑架200上,而滚轮203采用键连接的方式连接在杆部202上,而定位轮204直接套设在杆部202上,杆部202也连接有步进电机,配合模切辊100的步进电机送入纸板。
如图6所示,感应定位装置210包括活动杆211与螺钉固定在活动杆211上的感应器212,感应器212设有两个,且两个感应器212对称设置在活动杆211上,通过两个感应器212形成两个感应点,且可以手动调整感应器212的位置,以适应不同大小的纸板,进而感应到纸板的侧边,具体的感应器212是型号为E3F-DS30C4的红外感应器212,活动杆211螺钉固定在支撑架200上。
如图7-8所示,储存装置400包括储存箱410与焊接固定在储存箱410上侧的导向板420,储存箱410螺栓固定在支撑架200上,导向板420与支撑板201铆钉连接,导向板420远离支撑板201一端高于支撑板201,导向板420靠近支撑板201一端设有导向口421,导向口421正对储存箱410的进口,以便纸板落入储存箱410。
具体的导向板420设为截面为圆弧形或倾斜直线形,工作时,纸板脱离出料辊230后,被后续的纸板继续向前推动,随着进入导向板420,纸板一端逐渐顺着导向板420升高,直到纸板另一端达到导向口421时,因为重力,纸板顺着导向口421落入储存箱410内。
如图7所示,导向板420远离支撑板201一端设有废料导向翻边422,废料导向翻边422下设有废料收集箱430,废料收集箱430螺栓固定在支撑架200上,因为纸板被裁切的废料不会随着导向口421掉落,而是越过导向板420较高一端,通过废料导向翻边422落入废料收集箱430内。
如图9所示的烟盒模切机的使用方法,包括:
S1、机器调试:根据需要裁剪纸板的形状不同选择对应的连接层120,根据裁剪纸板的大小调整两个定位轮204之间的间距。
S2、纸板进入:纸板通过传送装置300传送进入支撑板201,纸板会被固定在两个定位轮204之间。
S3、纸板定位:纸板通过送料辊220向模切辊100一侧传送,直到感应定位装置210感应到纸板,如果只有一个感应器212感应到纸板,就需要重新调整纸板位置。
S4、纸板模切:纸板通过送料辊220传送,而模切辊100同步转动,在纸板经过模切辊100时,纸板沿模切辊100上的刀片101依次排列组成的裁切线被裁剪。
S5、成品储存:被裁剪后的纸板被出料辊230向储存装置400一侧推动,直到被裁剪后纸板进入储存装置400储存,具体的出料时送料辊220与模切辊100转速相同。
最后说明的是,以上实施例仅用以说明本发明的技术方案而非限制,尽管参照较佳实施例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的宗旨和范围,其均应涵盖在本发明的权利要求范围当中。