一种大型纸质格挡加工装置及加工方法
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及包装产品机械设备领域,具体为一种大型纸质格挡加工装置及加工方法。
背景技术
专利号为2015203398627的瓶体用纸格挡,适用于瓶、罐、杯、桶体的包装格挡,具有成本低、连接牢靠、运输使用方便、可回收利用的特点,可替代传统的瓦楞格挡产品,具有极大的市场推广价值,该产品主要由隔断和隔板组件连接而成,隔断部分主要由“处理纸张”加工而成,需要压痕、折边、压边等操作,隔板主要是指“组件纸张”,只需要与“处理纸张”叠置粘接即可;下文中,处理纸张经过折叠造型机构处理后,会有竖起的折边,及未处理的边缘折边。
为提高该类产品的机械自动化加工程度,本公司科研人员特研发了专利申请号2020111982822的纸张弯折装置及纸张弯折处理方法,在设备实际使用过程中,虽然实现了产品的机械化加工,但是整机运行速度受限,增产难度大,主要体现在以下两点:
1.纸张送纸操作机构复杂,动作过多,机械活动臂一进一出后才能对纸张进行加工,导致上纸效率低下,影响送纸效率;
2.纸张处理过程中需要进行翻纸操作,虽然保持了格挡的整体效果,但是需要并列的滑板承载翻纸,该结构对于宽幅较小的格挡加工非常便捷,但是对于纸张宽度较大的格挡产品加工,比如托盘配套的格挡产品,整体面积较大,翻纸操作就容易出问题,一是设备的占用宽度空间过大,二是翻纸速度不能过快,容易折损纸张,三是翻纸操作结构复杂,产品质量得不到保证,严重制约了设备的增产能力。因此亟需对上述装置及工艺进行改进。
发明内容
本发明的目的就是要提供一种大型纸质格挡加工装置及加工方式,通过对加工设备及工艺方法进行改进,有效提高加工产品的多样性及产能,提高生产效率。
为实现上述发明目的,本发明采取的技术方案为:
一种大型纸质格挡加工装置,它包括传送带,传送带从起始端到尾端依次设置有送纸机构、折叠造型机构、压折边造型机构、上胶机构、叠纸机构;
所述的传送带下方设置有支撑滑板,支撑滑板及传送带带面设置有气孔,支撑滑板下方设置有腔室,腔室通过气孔与支撑滑板上方空气连通,所述的腔室连接风机,可使得腔室产生正压或负压,便于对传送带上方的处理纸张进行吸引,使其稳定贴伏在传送带上;
所述的送纸机构包括传送带、送纸平台Ⅰ,送纸平台Ⅰ设置有平板面,与上层传送带高度相同,送纸平台Ⅰ还设置有校正挡板Ⅰ,送纸平台Ⅰ与传送带起始端与同一张处理纸张接触;
所述的压折边造型机构包括导向板组、压辊,导向板组固定设置在传送带上方,导向板组下端面靠近传送带,导向板组包括靠近的两个导向条板和一个导向翻转板Ⅰ,两个导向条板之间设置有间隙通道用以通过处理纸张竖起的折边,间隙通道为直线通道,间隙通道前侧构成喇叭口结构;导向翻转板Ⅰ固定设置在传送带上方,导向翻转板Ⅰ与传送带上的折边接触连接;压辊轮轴与传送带垂直,压辊轮面与传送带或处理纸张接触连接;还包括压板,其与机架固定连接,设置在传送带上方,且靠近传送带,压辊靠近压板尾部。
所述的上胶机构横置在传送带上方,其包括横架Ⅱ、喷胶阀,横架Ⅱ固定在传送带上方,与传送带垂直,所述的喷胶阀通过软管连接胶水源,喷胶阀为多个;
所述的叠纸机构包括上纸平台Ⅱ、上纸机构,上纸平台Ⅱ设置在传送带一侧并靠近传送带,上纸平台Ⅱ用以码放组件纸张,传送带用以运载处理纸张;
所述的上纸机构包括水平滑台模组Ⅰ、竖置的滑台模组Ⅱ、吸盘架,水平滑台模组Ⅰ设置在传送带和上纸平台上方,所述的水平滑台模组Ⅰ包括双平行导轨Ⅰ,移动梁,移动梁两端与导轨Ⅰ滑动连接,导轨Ⅰ与传送带垂直;
所述的滑台模组Ⅱ包括导轨Ⅱ和滑座,导轨Ⅱ竖向设置与移动梁垂直且固定连接,滑座在导轨Ⅱ上上下滑移,滑座下端与吸盘架固定连接;
所述的吸盘架包括架体和气动吸盘,架体与上纸平台平行,架体分布设置有多个气动吸盘;所述的上纸平台Ⅱ设置有校位挡板Ⅱ。
所述的压折边造型机构还包括导向翻转板Ⅱ、横架Ⅰ,导向翻转板Ⅱ通过横架Ⅰ固定设置在传送带正上方,导向翻转板Ⅱ的前端下端面贴近传送带,导向翻转板Ⅱ的上板面沿传送带行进方向从前端向尾端逐渐翻转180度后,尾端朝下贴近传送带,上板面与处理纸张的边缘折边接触,所述的导向翻转板Ⅱ沿其右侧的直线侧边沿,从直线侧边沿左侧扭转到右侧,其板身前端由上板面朝上,逐渐到中部上板面呈竖起状态,然后板身翻转到右侧后,尾端上板面逐渐朝下。
所述的压折边造型机构还包括定型导向装置,所述的定型导向装置固定设置在传送带上方,贴近传送带上的纸张,靠近导向翻转板Ⅱ直线侧边沿右侧,定型导向装置为定型板,定型板为长方形板,其板身贴近传送带,设置在处理纸张上方,导向翻转板Ⅱ右侧的下方,纸张边缘折边经过导向翻转板Ⅱ翻转后,会在导向翻转板Ⅱ的上板面和定型板的上板面之间两层板面的间隙行进。
所述的导向翻转板Ⅱ的板身前端为朝下的尖端沿,便于铲起纸张边缘折边端部;
进一步地,该尖端沿处在传送带Ⅰ和传送带Ⅱ之间间隙处,低于传送带的带面。
进一步地,导向翻转板Ⅱ尾端靠近或伸入压板的前沿。
进一步地,定型板左侧沿与导向翻转板Ⅱ的直线侧边沿平行,且与导向翻转板Ⅱ的直线侧边沿之间设置有间隙,该间隙与处理纸张折痕的行进路径几乎重合。
进一步地,所述的导向翻转板Ⅰ为扭转的长条形板,其板身渐渐由前端的竖置状态向尾端的水平状态扭转,尾端贴近传送带;其板身包括前部固定段和中后部接触段,前部固定段与机架或导向条板固定连接,接触段设置在间隙通道上方,与纸张折边接触,随着板身向一侧扭转,折边被接触段压俯向一侧;间隙通道宽度小于等于10mm,导向条板前端一边侧为弧形,两个导向板的前侧弧形对合成喇叭开口结构;
进一步地,压辊至少设置一根,压辊主动旋转或与传送带接触从动旋转,用以压平折边歪倒后的纸张,便于后续流程处理;
所述的压板前端为斜边,该斜边不与传送带运行方向垂直。
进一步地,所述的导向条板通过连接架与横架Ⅰ连接,导向条板与连接架固定连接,连接架上端套置在横架Ⅰ上,通过螺栓压紧。
所述的喷胶阀设置有阀门,阀门打开,喷胶阀出胶水,对下方传送带上行进的纸张进行滴胶,所述的喷胶阀在横架Ⅱ上的固定位置可调。所述的喷胶阀可选用天丰泰品牌型号为TFT-532的柱塞式回吸点胶阀。
所述的喷胶阀处传送带上方设置有到位传感器Ⅲ,用以感应处理纸张到位到喷胶阀位置,此时喷胶阀的气动开关打开,控制喷胶阀进行滴胶,通过设定延时方式或设定到位传感器Ⅳ的方式控制滴胶结束。
所述的折叠造型机构,继续延用专利申请号为2020111982822的专利技术方案内容,它包括对合机构,对合机构包括挤压板和相对板,挤压板或相对板与驱动机构连接,驱动机构动作,挤压板与相对板靠近或远离;
进一步地,所述的挤压板和相对板之间设置有弹开装置,弹开装置一端与挤压板固定连接,另一端与相对板活动接触连接,或者弹开装置一端与相对板固定连接,另一端与挤压板活动接触连接。
所述的挤压对合机构处机架设置有到位传感器Ⅰ,用以感应挤压对合机构下方处理纸张的工作位置,便于送纸机构送纸到位;所述的叠纸机构的传送带上方设置有到位传感器Ⅱ,用以感应处理纸张的到位控制,便于组件纸张与到位停止后的处理纸张准确叠置。
所述的弹开装置为至少为两组,当为两组时,设置在挤压板或相对板的两个边端同侧位置;弹开装置为两组以上时,均布在挤压板或相对板上;所述的弹开装置为压缩弹簧,其一端与挤压板或相对板固定连接;所述的挤压板或相对板设置有弹簧槽,压缩弹簧一端固定设置在弹簧槽内,其另一端伸出槽外。
所述的传送带包括传送带Ⅰ、传送带Ⅱ,两条传送带设置在同一条直线上,传送带Ⅰ改向端与传送带Ⅱ的起始端靠近;送纸机构、折叠造型机构设置传送带Ⅰ行进路径上,压折边造型机构、上胶机构、叠纸机构设置在传送带Ⅱ行进路径上。之所以这样设置,有两个主要原因,一是不同的工序流程段,传送带的启停不一致,如果共用一条,势必造成不必要的传送带停歇,严重影响整线生产效率;二是因为该造型纸张中,要对贴伏在传送带上的处理纸张进行翻边操作,设置传送带之间的间隙,便于安置翻边装置。
所述的上纸平台Ⅱ设置有校正挡板Ⅱ,校正挡板Ⅰ和校正挡板Ⅱ均包括横板和竖板组成,两者垂直分别与纸张的两个直角边接触,对纸张位置进行精确限定。
所述的滑台模组Ⅰ和滑台模组Ⅱ选用市场上上银品牌型号为MGN系列15C直线导轨。
一种利用上述装置的大型纸质格挡加工方法,它包括送纸工序、折叠成型工序、压折边造型工序、上胶工序、叠纸工序,具体步骤如下:
送纸工序:
将纸张放置到送纸平台Ⅰ与传送带Ⅰ上,此时传送带Ⅰ为停止状态,改向处传送带Ⅰ与送纸平台Ⅰ作为同一张处理纸张的共同承载面,处理纸张放置到送纸平台Ⅰ上后,一部分纸面与传送带带面接触,一部分与送纸平台接触,纸张的一个边与横板接触,送纸平台Ⅰ用以校正纸张在传送带上的送入位置;位置校正后,腔室给与传送带Ⅰ上的纸张负压,将纸张吸附在传送带Ⅰ上,传送带Ⅰ运行,携带处理纸张前行,到达工作区域后,通过行进距离设定或到位传感器感应开关控制方式,使得传送带停止,上纸工序完成;
压折边造型工序:
通过压折边造型机构对带有处理纸张进行造型,其造型方法与在先技术相似,不再赘述,造型后的处理纸张设置有竖起折边,和未处理的边缘折边;
压折边造型工序:
传送带Ⅱ与传送带Ⅰ同步运转衔接,通过导向条板与翻转板Ⅰ的共同作用,处理纸张的竖起折边经过导向条板的间隙通道,被导向翻转板Ⅰ导向压俯向一侧;
同时,处理纸张的边缘折边经过导向翻转板Ⅱ铲起,在定型板的约束下,边缘折边沿临近折痕内翻,并被压俯向内侧;
倒向一侧的竖起折边和边缘折边进入压板与传送带Ⅱ的间隙,压板尾端更贴近传送带面,处理纸张经过压辊后,竖起折边及边缘折边完全被压平;
上胶工序:
横架Ⅱ上的喷胶阀设置在折边行进路径的正上方,当处理纸张进入喷胶阀下方后,喷胶阀进行滴胶;
进一步地,该工序中,需要设置到位传感器Ⅱ和到位传感器Ⅳ,处理纸张触发到位传感器Ⅱ,喷胶阀打开,处理纸张行进至到位传感器Ⅲ处,喷胶阀关闭,喷胶完成;
叠纸工序:
带有胶水的处理纸张行进到叠纸工作区域后,到位传感器Ⅱ感应到处理纸张到位,传送带Ⅱ停止运转,上纸机构开始动作,将上纸平台Ⅱ上特定位置的组件纸张通过吸盘架吸附,上移,然后在滑台模组Ⅰ带动下,吸盘架横移到处理纸张正上方后,在滑台模组Ⅱ带动下,下移,组件纸张与处理纸张完成叠置,吸盘架解除气动吸盘的吸附力,然后复位,传送带Ⅱ继续运转,将该组纸张送出。
通过上述方法加工而成的纸张组合,可作为最终格挡产品的主要组件,通过后续处理即可完成格挡产品的加工。
本发明的有益效果为:
整个装置结构设计合理,通过对上纸机构改进,传送带Ⅰ仅在上纸和压折边造型工序中停顿,传送带停运时间短,缩短了设备加工周期;
叠纸机构的设置,改变了现有加工处理方式,隔板与隔断单独分开,不再需要隔板翻边覆盖操作,简化设备结构,节省设备占地空间,提高产品质量;
压折边造型机构的改进,使得竖起折边更精确的倒伏,导向翻转板Ⅱ结构设计巧妙,实现了边缘折边的内翻机械操作,解放了人工操作,降低成本;
综上所述,本大型纸质格挡加工装置及加工方法,实现了大型格挡产品的加工处理,尤其适用于托盘类等大面积格挡产品加工处理,增大了设备的产能和生产效率,降低成本。
附图说明
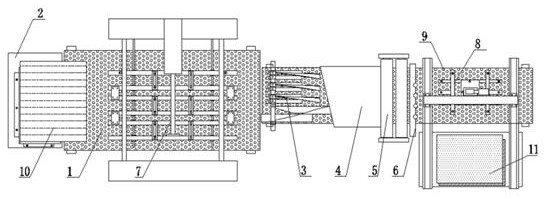
图1为本发明实施例结构示意图;
图2为传送带结构示意图;
图3为送纸机构示意图;
图4为压折边造型机构示意图;
图5为导向翻转板Ⅰ侧视结构示意图;
图6为导向翻转板Ⅱ的侧视结构示意图;
图7为叠纸机构示意图;
图中所示:1-传送带Ⅰ,2-送纸平台Ⅰ,3-导向板组,4-压板,5-压辊,6-上胶机构,7-折叠造型机构,8-叠纸机构,9-传送带Ⅱ,10-处理纸张,11-组件纸张;12-支撑滑板,13-气孔,14-腔室;18-上纸平台Ⅱ,21-校正挡板Ⅰ,22-校正挡板Ⅱ;31-导向条板,32-导向翻转板Ⅰ,33-导向翻转板Ⅱ,34-横架Ⅰ,35-定型板,36-连接架,37-安装板,38-尖端沿,331-直线侧边沿;81-滑台模组Ⅰ,82-滑台模组Ⅱ,83-吸盘架,84-气动吸盘,85-导轨Ⅰ,86-移动梁。
具体实施方式
如附图1所示的一种大型纸质格挡加工装置,它包括传送带,传送带从起始端到尾端依次设置有送纸机构、折叠造型机构7、压折边造型机构、上胶机构6、叠纸机构8;
如图2所示:所述的传送带下方设置有支撑滑板12,支撑滑板12及传送带带面设置有气孔13,支撑滑板12下方设置有腔室14,腔室14通过气孔13与支撑滑板12上方空气连通,所述的腔室14连接风机,可使得腔室14产生正压或负压,便于对传送带上方的处理纸张10进行吸引,使其稳定贴伏在传送带上;
如附图3所示:所述的送纸机构包括传送带、送纸平台Ⅰ2,送纸平台Ⅰ2设置有平板面,与上层传送带高度相同,送纸平台Ⅰ2还设置有校正挡板Ⅰ21,送纸平台Ⅰ2与传送带起始端与同一张处理纸张10接触;
如附图4、附图5、附图6所示:所述的压折边造型机构包括导向板组3、压板4、压辊5,导向板组3固定设置在传送带上方,导向板组3下端面靠近传送带,导向板组3包括靠近的两个导向条板31和一个导向翻转板Ⅰ32,两个导向条板31之间设置有间隙通道用以通过处理纸张10竖起的折边,间隙通道为直线通道,间隙通道前侧构成喇叭口结构;导向翻转板Ⅰ32固定设置在传送带上方,导向翻转板Ⅰ32与传送带上的折边接触连接;压板4与机架固定连接,设置在传送带上方,且靠近传送带;压辊5靠近压板4尾部,其轮轴与传送带垂直,压辊5轮面与传送带或处理纸张10接触连接;
所述的上胶机构6横置在传送带上方,其包括横架Ⅱ、喷胶阀,横架Ⅱ固定在传送带上方,与传送带垂直,所述的喷胶阀通过软管连接胶水源,喷胶阀为多个;所述的横架设置有胶水分配导流管与喷胶阀连接。
如附图7所示:所述的叠纸机构8包括上纸平台Ⅱ18、上纸机构,上纸平台Ⅱ18设置在传送带一侧并靠近传送带,上纸平台Ⅱ18用以码放组件纸张11,传送带用以运载处理纸张10;
所述的上纸机构包括水平滑台模组Ⅰ81、竖置的滑台模组Ⅱ82、吸盘架83,水平滑台模组Ⅰ81设置在传送带和上纸平台上方,所述的水平滑台模组Ⅰ81包括双平行导轨Ⅰ85,移动梁86,移动梁86两端与导轨Ⅰ85滑动连接,导轨Ⅰ85与传送带垂直;
所述的滑台模组Ⅱ82包括导轨Ⅱ和滑座,导轨Ⅱ竖向设置与移动梁86垂直且固定连接,滑座在导轨Ⅱ上上下滑移,滑座下端与吸盘架83固定连接;
所述的吸盘架83包括架体和气动吸盘84,架体与上纸平台平行,架体分布设置有多个气动吸盘84;所述的上纸平台Ⅱ18设置有校位挡板Ⅱ。
所述的压折边造型机构还包括导向翻转板Ⅱ33、横架Ⅰ34,导向翻转板Ⅱ33通过横架Ⅰ34固定设置在传送带正上方,导向翻转板Ⅱ33的前端下端面贴近传送带,导向翻转板Ⅱ33的上板面沿传送带行进方向从前端向尾端逐渐翻转180度后,尾端朝下贴近传送带,上板面与处理纸张10的边缘折边接触,所述的导向翻转板Ⅱ33沿其右侧的直线侧边沿331,从直线侧边沿331左侧扭转到右侧,其板身前端由上板面朝上,逐渐到中部上板面呈竖起状态,然后板身翻转到右侧后,尾端上板面逐渐朝下。
所述的压折边造型机构还包括定型导向装置,所述的定型导向装置固定设置在传送带上方,贴近传送带上的纸张,靠近导向翻转板Ⅱ33直线侧边沿331右侧,定型导向装置为定型板35,定型板35为长方形板,其板身贴近传送带,设置在处理纸张10上方,导向翻转板Ⅱ33右侧的下方,纸张边缘折边经过导向翻转板Ⅱ33翻转后,会在导向翻转板Ⅱ33的上板面和定型板35的上板面之间两层板面的间隙行进。
所述的导向翻转板Ⅱ33的板身前端为朝下的尖端沿38,如图6所示,便于铲起纸张边缘折边端部;所述的导向翻转板Ⅱ与安装板37固定连接,安装板37通过连接架36与横架34固定连接。
进一步地,该尖端沿38处在传送带Ⅰ1和传送带Ⅱ9之间间隙处,低于传送带的带面。
进一步地,导向翻转板Ⅱ33尾端靠近或伸入压板4的前沿。
进一步地,定型板35左侧沿与导向翻转板Ⅱ33的直线侧边沿331平行,且与导向翻转板Ⅱ33的直线侧边沿331之间设置有间隙,该间隙与处理纸张10折痕的行进路径几乎重合。
进一步地,所述的导向翻转板Ⅰ32为扭转的长条形板,其板身渐渐由前端的竖置状态向尾端的水平状态扭转,尾端贴近传送带;其板身包括前部固定段和中后部接触段,前部固定段与机架或导向条板31固定连接,接触段设置在间隙通道上方,与纸张折边接触,随着板身向一侧扭转,折边被接触段压俯向一侧;间隙通道宽度小于等于10mm,导向条板31前端一边侧为弧形,两个导向板的前侧弧形对合成喇叭开口结构;
进一步地,压辊5至少设置一根,压辊5主动旋转或与传送带接触从动旋转,用以压平折边歪倒后的纸张,便于后续流程处理;
所述的压板4前端为斜边,该斜边不与传送带运行方向垂直。
进一步地,所述的导向条板31通过连接架36与横架Ⅰ34连接,导向条板31与连接架36固定连接,连接架36上端套置在横架Ⅰ34上,通过螺栓压紧。
所述的喷胶阀设置有阀门,阀门打开,喷胶阀出胶水,对下方传送带上行进的纸张进行滴胶,所述的喷胶阀在横架Ⅱ上的固定位置可调。所述的喷胶阀可选用天丰泰品牌型号为TFT-532的柱塞式回吸点胶阀。
所述的喷胶阀处传送带上方设置有到位传感器Ⅲ,用以感应处理纸张10到位到喷胶阀位置,此时喷胶阀的气动开关打开,控制喷胶阀进行滴胶,通过设定延时方式或者设定到位传感器Ⅳ控制滴胶结束。
所述的到位传感器,主要用以感应处理纸张10的到位情况,所述的到位传感器可选用E3FA-DN11 2M BY OMS的圆柱形光电传感器或者选用Autonics品牌的型号为BC15-LDT-C的色标光电传感器,当传送带上的处理纸张10被特定位置的到位传感器感应到后,传送带停止运行;当选用光电传感器时,设置在传送带一侧沿下方,处理纸张一个边要露出在传送带带面外;当选用色标传感器时,设置在传送带带面上方。
所述的折叠造型机构7,继续延用专利申请号为2020111982822的专利技术方案内容,它包括对合机构,对合机构包括挤压板和相对板,挤压板或相对板与驱动机构连接,驱动机构动作,挤压板与相对板靠近或远离;
进一步地,所述的挤压板和相对板之间设置有弹开装置,弹开装置一端与挤压板固定连接,另一端与相对板活动接触连接,或者弹开装置一端与相对板固定连接,另一端与挤压板活动接触连接。
所述的挤压对合机构处机架设置有到位传感器Ⅰ,其设置在传送带上方,用以感应挤压对合机构下方处理纸张10的工作位置,便于送纸机构送纸到位;所述的叠纸机构8的传送带上方设置有到位传感器Ⅱ,用以感应处理纸张10的到位控制,便于组件纸张11与到位停止后的处理纸张10准确叠置。
所述的弹开装置为至少为两组,当为两组时,设置在挤压板或相对板的两个边端同侧位置;弹开装置为两组以上时,均布在挤压板或相对板上;所述的弹开装置为压缩弹簧,其一端与挤压板或相对板固定连接;所述的挤压板或相对板设置有弹簧槽,压缩弹簧一端固定设置在弹簧槽内,其另一端伸出槽外。
所述的传送带包括传送带Ⅰ1、传送带Ⅱ9,两条传送带设置在同一条直线上,传送带Ⅰ1改向端与传送带Ⅱ9的起始端靠近;送纸机构、折叠造型机构设置传送带Ⅰ1行进路径上,压折边造型机构、上胶机构6、叠纸机构8设置在传送带Ⅱ9行进路径上。之所以这样设置,有两个主要原因,一是不同的工序流程段,传送带的启停不一致,如果共用一条,势必造成不必要的传送带停歇,严重影响整线生产效率;二是因为该造型纸张中,要对贴伏在传送带上的处理纸张10进行翻边操作,设置传送带之间的间隙,便于安置翻边装置。
所述的上纸平台Ⅱ18设置有校正挡板Ⅱ22,校正挡板Ⅰ21和校正挡板Ⅱ22均包括横板和竖板组成,两者垂直分别与纸张的两个直角边接触,对纸张位置进行精确限定。
所述的滑台模组Ⅰ81和滑台模组Ⅱ82选用市场上上银品牌型号为MGN系列15C直线导轨。该滑台模组Ⅰ81和滑台模组Ⅱ82的组合可选用市场上品牌为FUYU,产品型号为FSL40XYZ-L的龙门式三轴丝杆滑台进行替代。
所述的气动吸盘可选用凯皇自动化设备有限公司生产的波纹真空吸盘座。
一种利用上述装置的大型纸质格挡加工方法,它包括送纸工序、折叠成型工序、压折边造型工序、上胶工序、叠纸工序,具体步骤如下:
送纸工序:
将纸张放置到送纸平台Ⅰ2与传送带Ⅰ1上,此时传送带Ⅰ1为停止状态,改向处传送带Ⅰ1与送纸平台Ⅰ2作为同一张处理纸张10的共同承载面,处理纸张10放置到送纸平台Ⅰ2上后,一部分纸面与传送带带面接触,一部分与送纸平台接触,纸张的一个边与横板接触,送纸平台Ⅰ2用以校正纸张在传送带上的送入位置;位置校正后,腔室14给与传送带Ⅰ1上的纸张负压,将纸张吸附在传送带Ⅰ1上,传送带Ⅰ1运行,携带处理纸张10前行,到达工作区域后,通过行进距离设定或到位传感器感应开关控制方式,使得传送带停止,上纸工序完成;
压折边造型工序:
通过压折边造型机构对带有处理纸张10进行造型,其造型方法与在先技术相似,不再赘述,造型后的处理纸张10设置有竖起折边,和未处理的边缘折边;
压折边造型工序:
传送带Ⅱ9与传送带Ⅰ1同步运转衔接,通过导向条板31与翻转板Ⅰ的共同作用,处理纸张10的竖起折边经过导向条板31的间隙通道,被导向翻转板Ⅰ32导向压俯向一侧;
同时,处理纸张10的边缘折边经过导向翻转板Ⅱ33铲起,在定型板35的约束下,边缘折边沿临近折痕内翻,并被压俯向内侧;
倒向一侧的竖起折边和边缘折边进入压板4与传送带Ⅱ9的间隙,压板4尾端更贴近传送带面,处理纸张10经过压辊5后,竖起折边及边缘折边完全被压平;
上胶工序:
横架Ⅱ上的喷胶阀设置在折边行进路径的正上方,当处理纸张10进入喷胶阀下方后,喷胶阀进行滴胶;
叠纸工序:
带有胶水的处理纸张10行进到叠纸工作区域后,到位传感器Ⅱ感应到处理纸张10到位,传送带Ⅱ9停止运转,上纸机构开始动作,将上纸平台Ⅱ18上特定位置的组件纸张11通过吸盘架83吸附,上移,然后在滑台模组Ⅰ81带动下,吸盘架83横移到处理纸张10正上方后,在滑台模组Ⅱ82带动下,下移,组件纸张11与处理纸张10完成叠置,吸盘架83解除气动吸盘84的吸附力,然后复位,传送带Ⅱ9继续运转,将该组纸张送出。
通过上述方法加工而成的纸张组合,可作为最终格挡产品的主要组件,通过后续处理即可完成格挡产品的加工。
整个装置结构设计合理,通过对上纸机构改进,传送带Ⅰ1仅在上纸和压折边造型工序中停顿,传送带停运时间短,缩短了设备加工周期;
叠纸机构8的设置,改变了现有加工处理方式,隔板与隔断单独分开,不再需要隔板翻边覆盖操作,简化设备结构,节省设备占地空间,提高产品质量;
压折边造型机构的改进,使得竖起折边更精确的倒伏,导向翻转板Ⅱ33结构设计巧妙,实现了边缘折边的内翻机械操作,解放了人工操作,降低成本;
所述的弹开装置的作用:通过在对合机构之间设置弹开装置,使得对合机构与纸张竖起的折边快速分离,缩短了挤压板与相对板分开的时间,杜绝挤压板与相对板将折叠成型纸张夹持提起问题,提高整机生产效率。主要是因为处理纸张10为一个整体,多组对合机构需要往一个中心处位移,纸张搓折成型后,对合机构需要相互离开,否则对合机构在向上移动过程中会存在部分对合机构过于紧密,导致夹起纸张的折边一起动作,从而影响折纸效果,同时对合机构复位分开过程会有个先后分开过程,从而导致全部对合机构与纸张分离接触的时间过长,影响生产效率。
综上所述,本大型纸质格挡加工装置及加工方法,实现了大型格挡产品的加工处理,尤其适用于托盘类等大面积格挡产品加工处理,增大了设备的产能和生产效率,降低成本。
以上所述仅是本发明的优选实施方式,应当指出,对于技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进,这些改进在不付出创造性劳动前提下也应视为本发明的保护范围。