用于对盒进行加皮的装置与方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及一种根据权利要求1的前序部分所述的对盒进行加皮的方法和根据权利要求8的前序部分所述的用于实施该方法的装置。
背景技术
US2009/0156380A1示出了一种具有用于为未加工盒加皮的装置来生产盒的设施。在此通过运输机构,将未加工盒、施有粘合材料的加皮用材料和用料坯件由分别处于上游的设备运给接合机构。该接合装置将未加工盒以其底置于用料坯件的已涂胶一侧。在随后的设备中,用料坯件在所有四个盒壁上被滚压。用料坯件的现有的多出部分向内折入。对此,每个壁都配有加皮机构。
四个加皮机构成双地对置设置。它们分别具有摩压辊和翻折梁。通过摩压辊在盒的各外侧上的滚动,将用料接合在各外壁上。对此,第一步骤中,在位置固定的第一对加皮机构之间垂直地将盒贯通引导。随后,盒保留在静止位置中,并且第一对的翻折梁将用料坯件的多出部分向内折。第二对加皮机构接着在其摩压辊的垂直运动中使用料滚到剩余的壁上,之后第二对加皮机构的翻折梁将其余的多出部分折入。最后,为了将已折入的加皮料在盒的内侧上摩压,成形压模降至已加皮的盒中。
这样的加皮机构允许紧凑的构造方式。而缺点在于构件借此表现出的差的可触及性。尤其是对接触着加皮用纸张的元件的清洁面临困难。加皮机构彼此间的设置使仅有一对能对盒进行加工。另一对必须等待,直至所述加工结束或者盒从装置运出。设备的生产能力借此不得不保持受限。为了一方面安全可靠地将用料的折入部与未加工盒的内表面粘在一起、另一方面避免对盒的损坏,必须将成形压模特别地尺寸精准恒定地制造。这对于每个要制造的盒的内部尺寸,都必需一个单独的成形压模。未加工盒的大致由生产误差或者气候影响导致的规格偏差使制造完成的盒出现相应质量损失、甚至成为残次品。
发明内容
本发明的任务因此在于,提供一种相对于现有技术而言改进的装置,其克服现有技术已显现出的至少一个缺点、并且满足对要达到的产品质量的提高的要求。
本发明的任务通过具有权利要求1的特征的方法以及具有权利要求8的特征的装置解决。通过从属权利要求描述的特点给出本发明有利的变型方案。
为此,盒胶合机器包括不同的加工装置和运输装置。这些加工装置设置在运输装置的运输路径上。通过依次位于盒胶合机器的不同加工站中的运输系统,将分别需加皮的盒半成品带到加工处。在此,需加皮的盒半成品的运输在平行于盒半成品的底的平面中进行。而胶合机器至少包括运输装置和两个侧滚压装置。
所述侧滚压装置关于盒半成品的运输路径彼此对置并且镜面对称并且形成一对。因此,随后仅借助所述至少两个相同的侧滚压装置中的一个来描述结构和工作原理。
侧滚压装置设置在运输机构的运输路径上。它具有至少一个摩压器和配属于该摩压器的配对保持器。配对保持器深入未加工盒中。随后,摩压器相抗于配对保持器,将用料坯件的相应的壁区域摩压到未加工盒的配属的壁上。为此,摩压器在摩压运动中刷过盒的壁。力线从摩压器出发,穿过要结合的用料与盒半成品的配属的壁。摩压器是由窄条、刷子还是可能受驱动的辊形成,在此无关紧要。
为此,装置具有摩压器的第一引导系统,该第一引导系统确定摩压器的运动路线。配对保持器的第二引导系统确定配对保持器的运动路线。配对保持器的该运动路线包括至少一个平行于未加工盒的运输路径定向的段。在盒的持续运输期间的摩压允许运动在时间上重叠,从而可能提高生产率。
两个对置的侧滚压机构依次作用于相同的盒半成品,以便分别摩压用料的一个区域。通过依次给盒的彼此对置的壁加皮,可以分别实现穿过用料和壁的优化的力线。同样避免了因各个盒半成品的规格差异造成的质量损失甚至盒的损坏。
在此,优选配对保持器相对于配属的壁的相对运动垂直于该壁进行。因此确保配对保持器无接触地深入盒,而用料本身在摩压时平面地撑在摩压器上。在此,相比于盒的尺寸,相当小的运动就足够了。这样的横向运动在两个对置的摩压机构中是尤其有利的。为此,所述摩压机构彼此镜面对称。
在第一有利的实施方式中,配对保持器能绕一轴线枢转的安装。该枢转轴线平行于相应需加皮的壁延伸。它这样处于盒上方,从而配对保持器的运动在盒壁的范围内大致横向于盒的运输方向延伸。在一种备选的实施方式中,摩压机构包括横向于运输装置的线性引导部,在该线性引导部中引导配对保持器。
另一备选的实施方式设有摩压器的枢转轴线。该枢转轴线平行于相应需加皮的壁延伸。该枢转轴线这样与摩压器的接触面间隔开,从而该接触面经历垂直于要加皮的壁的明显的运动分量。在第四实施方式中,摩压器承接在摩压机构的线性引导部中。该线性引导部垂直于要加皮的盒壁取向。
所述横向运动优选由可控的驱动部产生。这种可控的驱动部与盒胶合机器的控制装置交换信号。因此,可以针对所用材料和当前的机器速度优化所述横向运动。
所述装置优选相对于垂直于需加皮的壁的运动具有确定的最终位置。因此,摩压器或者配对保持器的运动是可重复的并且可以确保稳定的质量。为此,尤其适用机械的止挡部,该止挡部防止离开允许的范围,无视控制装置的可能的故障。
在持续的运输运动中进行摩压是特别有利的。为此,只要配对保持器处于盒内部,配对保持器就沿运输方向与相应的盒同步地运动。为此,配备保持器的承接部具有沿运输方向延伸的引导部和相应的驱动部。关于运输路径对置的摩压机构也沿运输方向相继地设置。因此,不需要中断产品运输。产品由于较低且较少的加速而受到保护并且可能获得更高的产量。
配对保持器优选经历环行运动,该环行运动具有平行于运输方向延伸的明显的线性运动段。因此,需加皮的壁在摩压期间仅在其外侧上经历相对于装置的与该壁接触的构件的相对运动。
附图说明
随后借助于涉及所有在说明书中未进一步提到的细节的附图、并借助实施例来进一步阐述本发明。图中:
图1示出产品流以及附属的用于为盒加皮的装置的运输机构的示意性视图;
图2示出侧滚压装置的示意图;
图3示出侧滚压装置的配对保持器;
图4示出侧滚压装置的运动图表;
图5示出侧滚压装置的摩压器。
具体实施方式
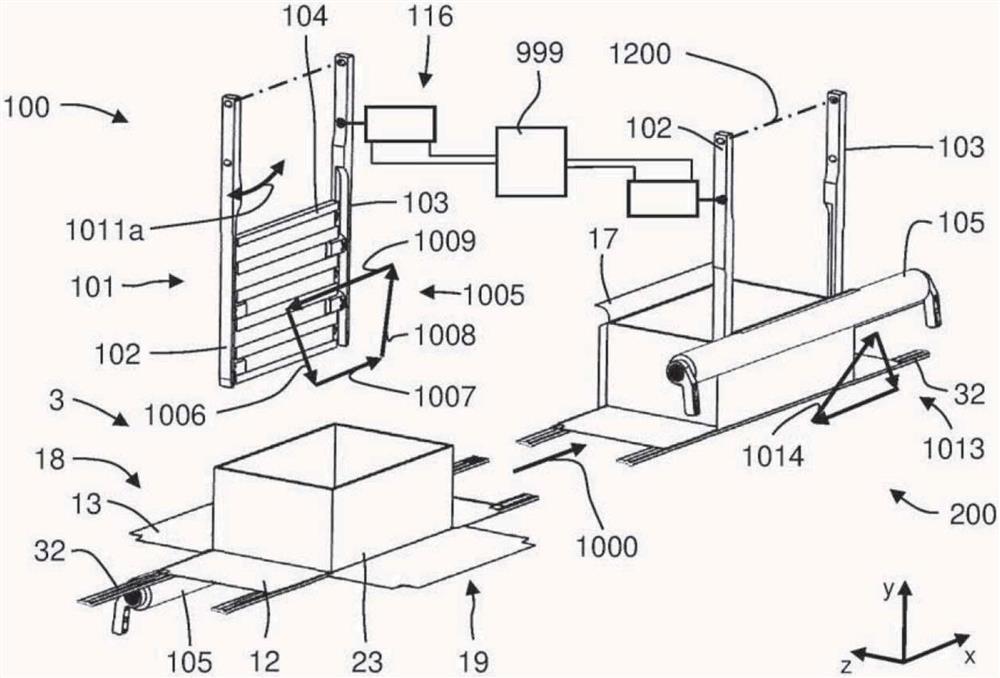
图1中示意性示出对盒进行加皮(Beziehen)时的产品流。在此,由供入部7分别在准备位置将未加工盒2备好。为此,盒供入部7具有含第一运输传动带31的运输装置。将未加工盒2以其指向向下且水平取向的底21带进所述准备位置。未加工盒2的前壁22在此平行于供入方向定向,而侧壁23横向于供入方向定向。供入方向横向于运输路线1000延伸,加工装置100、200设置在所述运输路线1000上。未加工盒2的准备位置邻近于用料供入部8的供入用料坯件1的运输带30设置。
对用料坯件1单独上胶、它们被运输带30接收并且沿着线性的运输路线1000移动。已足够熟知适于在用料1上涂覆粘合材料的装置,故不在图中示出且不再进一步阐述。同样未示出的机器人接收已备好的未加工盒2并且将它以弯曲的放置运动1010位置精准地置于加皮用料1的底区域11上。现在由未加工盒2连同粘在其底21上的用料坯件1构成的已连接的单元3被转送给具有相同运输方向1000的输送机构9,所述输送机构9紧接所述运输带30。
所述输送机构9的运输传动带32将盒单元3运输通过沿运输路线1000设置的加工装置100、200,以便为所述盒单元3完全加皮。图2示出左边的侧滚压机构100的和与其对置且设置在下游右侧的侧滚压机构200的与盒单元3相互作用的元件101、102、103、105。侧滚压机构100、200关于运输路径镜面对称。因此,随后仅描述左边的侧滚压机构100。
左边的侧滚压机构100的第一摩压辊105在其位于盒单元3的运动路线之下的起动位置中示出。摩压辊105基本上是圆柱形的。其转动轴线平行于盒单元3的运输方向1000延伸。从它的起动位置出发,摩压辊105以垂直的运动分量1004在侧壁23上滚动,并且在此在所述侧壁23上滚压用料坯件1的配属的外部区域13。
为了在滚压时相抗于摩压辊105支持侧壁23,设有配对保持器101。该配对保持器101由一对支柱102、103形成。为了在整个面上提供支持,将支撑板104安装在支柱102、103之间。支柱对102、103与配属的支撑板104共同构造图3中所示的平行于配属的盒壁23的支撑面115。
配对保持器101的环行运动1005能通过图3中示出的线性的引导系统109、111实现。水平定向的线性引导部111平行于盒单元3的运输路线1000设置。它按照坐标工作台的形式承接垂直取向的线性引导部109。配对保持器101的支柱102、103承接在垂直的线性引导部109中。垂直引导部109这样与驱动部112相连,使得它能沿着水平引导部111运动。作用于支柱102、103的另一驱动部110产生配对保持器101的垂直的运动分量1002。用于配对保持器101的垂直的运动分量1002的该驱动部110包括马达驱动的可垂直运动的导轨114。该导轨平行于所述盒单元3的运输方向1000延伸。为了将导轨的垂直运动1002传导至配对保持器101,安装在配对保持器的支柱103上的辊113在所述导轨114中活动。
当通过传动带32连续在预设的方向1000上运输盒3时,配对保持器101从其位于所述盒单元3上方的起动位置1100出发,在侧壁23上的封闭环行的运动1005期间,深入未加工盒1。配对保持器101的该环行运动1005基本在平行于配对保持器的支撑面115的平面中进行。图2中,该平面在盒单元3的沿水平x方向延伸的运输路线1000和垂直的y方向上展开。所述环行运动1005由多段组成。深入盒3的活动1006始于盒单元3上方的起动位置1100,终止于盒单元3内部的盒单元的底21上、或者盒单元的底21略微靠上的位置。深入盒的活动能够拆解成垂直的分量1002和同时水平的分量1001。基本通过相对于盒垂直的下降运动来描述所述深入活动1006。在深入活动1006之后接着是保持段1007,在所述保持段1007期间,配对保持器101保持在相对于盒单元3的固定的位置。配对保持器101同步于盒单元3在其运输方向1000上运动。在该保持段1007期间,通过摩压辊105将用料坯件1的外部区域13实际摩压到附属的盒壁23的外部面上。随后的拉出活动1007对应于具有反向的垂直运动分量1002的深入活动1006。最后,配对保持器101以水平的返回运动1009回到其起动位置1100。
图2示出配对保持器101的枢转轴线1200。支柱102、103与配属的支撑板104能绕该枢转轴线可转动的安装。枢转活动1011a通过气动缸116实现,该气动缸被盒胶合机器控制。
摩压器105的环行运动1013通过三个接连的线性的运动段简化地描述。实际上的摩压运动1014能够分成平行于运输方向1000的分量和垂直的分量1004。
图5示出摩压器的结构,其额外执行横向于盒3的运输方向1000的线性运动1011b。为此,摩压辊105类似于配合保持器101承接在十字工作台中。该十字工作台包括垂直延伸的线性引导部117,该线性引导部的槽承载垂直于运输方向1000延伸的水平的线性引导部122。
为了横向于运输方向1000的进给活动1011b而设有气动缸121。垂直运动1004的驱动部118借助电机利用环行齿带119产生。为了使摩压辊105特别精确但又轻柔地贴在盒3上,摩压辊的承接部具有辊124,它在一个基本垂直延伸的且用作止挡部的弯部123上滚动。
在使用图5所示的结构时,可以省去配对保持器101的枢转活动1011a和为此所需的元件116、1200。
图4以运动图表示出空间层面上的运动分量1000、1001、1002、1004、1011a、1011b根据图1至图3和图5的坐标系在时间上的关联。在此简化地示出由斜率不同的线性分量组成的所有运动1000、1001、1002、1004、1011a、1011b。盒单元3的运输运动1000以点状线示出。它作为随时间t在x方向上攀升的直线延伸。
配对保持器101的以虚线示出的水平运动1001分为保持段1007和返回运动1009。在保持段1007期间,水平运动1001的走势与盒单元3的运输运动1000相同。以实线示出的是配对保持器101的垂直的运动分量1002。配对保持器101的垂直的运动分量1002连同水平的运动分量1001的时间上同时发生的斜率突变标明了它的起动位置1100。保持段1007由垂直运动1002的下部最终位置确定。由图4清楚地得出,水平运动1001的同步于运输运动1000的那段在时间上包括深入活动1006、保持段1007和拉出活动1008这些运动段。
同样以实线示出的是摩压辊105的垂直的运动分量1004。在上升运动期间进行摩压。所述上升运动在时间上与配对保持器101的保持段1007同时发生。摩压辊105的水平的运动分量引起盒单元3上的仅垂直于底21的滚动运动。摩压辊105相对于盒3的平行于运输运动1000的相对运动被阻止。
配对保持器101的垂直于需加皮的壁23的运动1011a与摩压辊105的垂直于需加皮的壁23的备选运动1011b以共同的曲线示出。该曲线在实际摩压1004期间具有止动段1003。未示出摩压辊105沿运输方向1000的水平的运动分量。它以简单的方式与配对保持器的水平的运动分量1001相同。
图4中的运动图表示意性地简化示出运动走势。可以选择弯曲的过渡走势来取代斜率突变。尤其可以因此有益地影响机器动力。此外,示出的运动段和运动分量可相对彼此推延或者重叠。以此可进一步减小因机器动力而出现的负荷并且改善过程时间。可根据盒2的或者用料坯件1的尺寸优化这些适应性调整。
根据本发明,配对保持器101的或者摩压辊105的横向运动1011a、1011b也可以在需加皮的盒3的静止状态下进行。于是可以省去配对保持器101的或者摩压辊105的平行于运输方向1000的运动分量1001。结构相应地简化,但没有在图中示出。
附图标记