一种内衬式阀口袋制作工艺
文献发布时间:2023-06-19 18:30:43
技术领域
本申请涉及阀口袋的技术领域,尤其是涉及一种内衬式阀口袋制作工艺。
背景技术
阀口袋,俗称糊底袋,为国际流行包装袋,从顶部或底部阀口进料,采用专门灌装设备,灌装物料后装成方体,堆包整齐,美观,属于环保袋。
相关技术中,阀口袋本体的上底内设有进料口,阀口袋本体由内膜层和纸张外层折叠而成,阀口袋本体的上底和下底内都设有加强层,进料袖口设在上底内的加强层上,在进料口的外端口内侧设置有热熔胶圈。
针对上述中的相关技术,发明人认为相关技术当中,阀口袋在灌装物料的过程中,需要将灌装物料的管道由进料袖口处插入阀口袋内进行粉料灌装,在灌装完成时,再拔出,并通过热熔胶圈进行封口,这种封口方式,在灌料管拔出的过程中,容易将粉料沾附到阀口袋的进料口处,从而在封口过程中影响热熔胶圈的粘合,进而导致热熔胶圈的密封性降低,容易造成漏粉的情况发生。
发明内容
为了提高阀口袋的密封性能,本申请提供一种内衬式阀口袋制作工艺。
本申请提供的一种内衬式阀口袋制作工艺采用如下的技术方案:
一种内衬式阀口袋制作工艺,包括以下步骤:
步骤一:准备原材纸;
步骤二:将原材纸折叠粘接成矩形平面的阀口袋本体;
步骤三:对阀口袋本体的底部进行折叠封口;
步骤四:准备阀口纸并将阀口纸对折;
步骤五:在对折的阀口纸内插接设置PE膜;
步骤六:将对折的阀口纸粘接在阀口袋本体顶部的一侧侧壁上;
步骤七:将阀口袋本体粘接有阀口纸的一侧内折,并将阀口袋本体的顶面粘胶折叠,阀口袋本体的顶面与阀口纸通过折叠形成阀口并通过粘纸胶粘合固定。
通过采用上述技术方案,通过设置的PE膜,在灌装完成时,工作人员将灌装管道拔出,此时灌装管道对PE膜进行摩擦,从而带动PE膜进行收卷,收卷的PE膜能配合阀口纸进行密封折叠,从而增加阀口袋本体阀口处的密封性能,减少散料,而此种工艺的设置,在封装的过程中能够省去对热熔胶进行融化粘合的步骤,简化了灌装的工艺,有效的缩减了灌装的成本,同时密封性能也能通过阀口袋本体装满粉料之后,粉料对阀口纸的挤压配合PE膜形成,密封性能得到保证。
可选的,在步骤六中,所述阀口纸对折面的一侧对折边通过粘纸胶粘合固定。
通过采用上述技术方案,通过对阀口纸对折面的一侧的预先固定,使得阀口纸在对折之后能够形成一个方便固定PE膜的半封口,便于对PE膜进行预固定。
可选的,在步骤一中,所述原材纸包括第一袋体纸、第二袋体纸、防水纸以及外包纸,将所述第一袋体纸卷绕固定,然后将所述防水纸卷绕在第一袋体纸外,再将所述第二袋体纸卷绕在防水纸外,最后将所述外包纸卷绕在第二袋体纸外。
可选的,在步骤三中,对所述外包纸底部的宽边进行裁剪,使得所述外包纸底部的宽边长度短于防水纸底部的宽边长度,然后将所述第一袋体纸、第二袋体纸、防水纸以及外包纸底部的宽边内折,再将所述第一袋体纸、第二袋体纸、防水纸以及外包纸底部的长边内折并使用粘纸胶固定。
通过采用上述技术方案,在灌装粉料的过程中,粉料能对阀口袋本体的底部进行压紧,从而将防水纸压紧密封,减少水气从阀口袋本体的底部渗入的情况的发生。
可选的,在步骤七中,分别对所述第二袋体纸、防水纸以及外包纸顶部的宽边进行裁剪,使得所述外包纸顶部的宽边长度短于第一袋体纸顶部的宽边长度,并使得所述第二袋体纸、防水纸顶部的宽边长度相同,使得所述第二袋体纸顶部的宽边长度短于外包纸顶部的宽边长度。
通过采用上述技术方案,在粘合之后,第一袋体纸能与外包纸相互粘合,从而将第二袋体纸以及防水纸包覆在内部,以提高阀口袋本体顶部的整体密封性。
可选的,在步骤七中,将所述阀口袋本体顶部的两侧长边分别设置为内底边与密封边,先折叠所述阀口袋本体的内底边,再折叠所述阀口袋本体的密封边,并通过粘纸胶粘接固定。
可选的,在步骤七中,对所述第一袋体纸的密封边进行裁剪,使得所述第一袋体纸的密封边长度小于所述第一袋体纸的内底边长度,且在折叠时,所述第一袋体纸的密度边内侧能与第一袋体纸的内底边外侧粘合。
通过采用上述技术方案,在粘合时,第一袋体纸的内底边外侧与密封边的内侧粘合,实现密封。
可选的,在步骤七中,对所述第二袋体纸的内底边、防水纸的内底边以及外包纸的内底边进行裁剪,使得所述第二袋体纸、防水纸以及外包纸的内底边长度相等,且所述第二袋体纸的内底边长度短于第一袋体纸的内底边长度,对所述第二袋体纸的密封边以及所述防水纸的密封边进行裁剪,使得所述第二袋体纸的密封边长度与防水纸的密封边长度相同,且所述第二袋体纸的密封边长度长于所述第一袋体纸的密封边长度,所述第二袋体纸的密封边长度短于外包纸的密封边长度。
通过采用上述技术方案,在粘合时,防水纸的密封边能覆盖内底边,从而保证防水性能,第二袋体纸的密封边也能够覆盖内底边,从而完成阀口袋本体顶部的粘合密封。
可选的,在步骤七中,对所述外包纸的内底边进行裁剪,使得所述外包纸的内底边短于所述外包纸的密封边,且在折叠时,所述外包纸的密度边内侧能与外包纸的内底边外侧粘合。
通过采用上述技术方案,外包纸的密封边宽度大于内底边宽度的设置,能够实现对第二袋体纸的外侧的密封包覆,提高阀口袋本体的顶面密封性
可选的,步骤八:在所述阀口袋本体的顶部以及底部均粘贴固定封边纸。
通过采用上述技术方案,封边纸的设置,能够进一步提高阀口袋本体顶部以及底部的密封效果。
综上所述,本申请包括以下至少一种有益技术效果:
1.在灌装完成时,工作人员将灌装管道拔出,此时灌装管道对PE膜进行摩擦,从而带动PE膜进行收卷,收卷的PE膜能配合阀口纸进行密封折叠,从而增加阀口袋本体阀口处的密封性能,减少散料;
2.在灌装粉料的过程中,粉料能对阀口袋本体的底部进行压紧,从而将防水纸压紧密封,减少水气从阀口袋本体的底部渗入的情况的发生;
3.在粘合时,防水纸的密封边能覆盖内底边,从而保证防水性能,第二袋体纸的密封边也能够覆盖内底边,从而完成阀口袋本体顶部的粘合密封;
4.封边纸的设置,能够进一步提高阀口袋本体顶部以及底部的密封效果。
附图说明
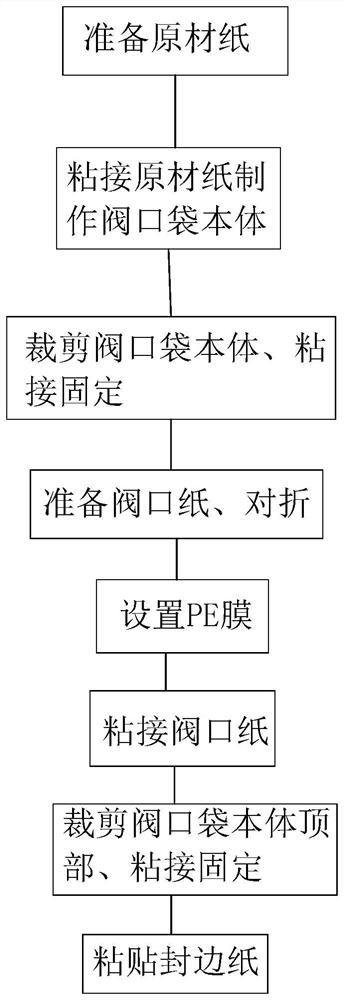
图1是实施例一种内衬式阀口袋制作工艺的流程图。
图2是实施例中一种内衬式阀口袋撑开后的顶部结构拆开示意图。
图3是实施例中一种内衬式阀口袋撑开前隐藏封边纸的结构拆开示意图。
图4是实施例中一种内衬式阀口袋撑开前的结构拆开示意图
附图标记说明:
1、阀口袋本体;2、第一袋体纸;3、第二袋体纸;4、防水纸;5、外包纸;6、内底边;7、密封边;8、阀口纸;9、PE膜;10、封边纸。
具体实施方式
以下结合附图1-4对本申请作进一步详细说明。
本申请实施例公开一种内衬式阀口袋制作工艺。参照图1,一种内衬式阀口袋制作工艺包括以下步骤:
步骤一:准备原材纸。
参照图2-4,分别准备第一袋体纸2、第二袋体纸3、防水纸4以及外包纸5,在本实施例中,第一袋体纸2以及第二袋体纸3采用黄牛皮纸,防水纸4采用塑胶薄膜,外包纸5采用白牛皮纸。采用白牛皮纸制作外包纸5,能够具有更好的印刷效果,从而保证制作过程中的印刷效果。而黄牛皮纸的设置,相对于白牛皮纸成本更低,从而能够减少制造成本,经济实用。塑胶薄膜的采用,则能够保证防水防潮的效果。
参照图2-4,将第一袋体纸2卷绕固定,并通过粘纸胶固定。在第一袋体纸2的外侧周向等距间隔点设粘纸胶,然后将防水纸4卷绕在第一袋体纸2外,并通过粘纸胶固定。在防水纸4的外侧周向等距间隔点设粘纸胶,再将第二袋体纸3卷绕在防水纸4外,最后将外包纸5卷绕在第二袋体纸3外通过粘纸胶对外包纸5进行固定。
参照图1,步骤二:将原材纸折叠粘接成矩形平面的阀口袋本体1,将阀口袋本体1顶部的两侧长边分别设置为内底边6与密封边7。
参照图1,步骤三:对阀口袋本体1的底部进行折叠封口。
参照图2-4,在步骤三中,对外层包纸底部的宽边进行裁剪,使得外层包纸底部的宽边长度短于防水纸4底部的宽边长度。然后将第一袋体纸2、第二袋体纸3、防水纸4以及外层包纸底部的宽边内折,再将第一袋体纸2、第二袋体纸3、防水纸4以及外层包纸底部的长边内折并使用粘纸胶固定。
参照图1,步骤四:准备阀口纸8并将阀口纸8对折。
参照图2-4,对阀口纸8在长边1/3处进行对折。
步骤五:在对折的阀口纸8内插接设置PE膜9。
步骤六:将对折的阀口纸8粘接在阀口袋本体1顶部的一侧侧壁上。
参照图2-4,在步骤六中,阀口纸8对折面的一侧对折边通过粘纸胶粘合固定,然后将阀口纸8对折面朝向外包纸5进行粘接。
参照图1。步骤七:将阀口袋本体1粘接有阀口纸8的一侧内折,并将阀口袋本体1的顶面粘胶折叠,阀口袋本体1的顶面与阀口纸8通过折叠形成阀口并通过粘纸胶粘合固定。
参照图2-4,在步骤七中,分别对第二袋体纸3、防水纸4以及外层包纸顶部的宽边进行裁剪,使得外包纸5顶部的宽边长度短于第一袋体纸2顶部的宽边长度,并使得第二袋体纸3、防水纸4顶部的宽边长度相同,使得第二袋体纸3顶部的宽边长度短于外包纸5顶部的宽边长度。
参照图2-4,在步骤七中,对第一袋体纸2的密封边7进行裁剪,使得第一袋体纸2的密封边7长度小于第一袋体纸2的内底边6长度,且在折叠时,第一袋体纸2的密度边内侧能与第一袋体纸2的内底边6外侧粘合。在本实施例中,第一袋体纸2的密封边7长度小于阀口袋本体1的宽度的1/2,而第一袋体纸2的内底边6长度大于阀口袋本体1的宽度的1/2且小于阀口袋本体11的宽度。从而在粘合的过程中,第一袋体纸2的内底边6外侧能与第一袋体纸2的密封边7内侧粘合固定,保证阀口袋本体1顶部的密封。
参照图2-4,在步骤七中,对第二袋体纸3的内底边6、防水纸4的内底边6以及外包纸5的内底边6进行裁剪,使得第二袋体纸3、防水纸4以及外包纸5的内底边6长度相等,且第二袋体纸3的内底边6长度短于第一袋体纸2的内底边6长度。在本实施例中,第二袋体纸3的内底边6长度与阀口袋本体1的宽度的1/2相等。对第二袋体纸3的密封边7以及防水纸4的密封边7进行裁剪,使得第二袋体纸3的密封边7长度与防水纸4的密封边7长度相同,且第二袋体纸3的密封边7长度长于第一袋体纸2的密封边7长度,第二袋体纸3的密封边7长度短于外包纸5的密封边7长度。在本实施例汇总,第二袋体纸3的密封纸的密封边7长度大于阀口袋本体1的1/2且小于阀口袋本体1的宽度。
参照图1-3,在步骤七中,对外包纸5的内底边6进行裁剪,使得外包纸5的内底边6短于外包纸5的密封边7,且在折叠时,外包纸5的密度边内侧能与外包纸5的内底边6外侧粘合。
参照图1,步骤八:在阀口袋本体1的顶部以及底部均粘贴固定封边纸10。
参照图2-4,封边纸10采用白牛皮纸,既能够对阀口袋本体1的顶部以及底部进行整体密封,进一步提高阀口袋本体1的密封性,也能保证印刷效果。
本申请实施例一种内衬式阀口袋制作工艺的实施原理为:
在灌装完成时,工作人员将灌装管道拔出,此时灌装管道对PE膜9进行摩擦,从而带动PE膜9进行收卷,收卷的PE膜9能配合阀口纸8进行密封折叠,从而增加阀口袋本体1阀口处的密封性能,减少散料。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。