超长连续纸箱生产线及生产方法
文献发布时间:2023-06-19 18:32:25
技术领域
本发明涉及一种包装装置,具体地说,涉及一种超长连续纸箱生产线及生产方法。
背景技术
传统瓦楞纸板生产线生产的瓦楞纸板宽度大约3300mm范围以内,长度大约在3500mm范围以内,这个尺寸限制了瓦楞纸箱包装物品体积范围,进而影响瓦楞纸箱应用行业。目前市面上很多大型家具或者大型货物由于体积较大多采用木箱,金属框架或其他塑料类或橡胶类材质的包装物进行包装。这些包装物的成本远远高于瓦楞纸箱。有一部分材质对环境保护造成不利影响。
传统的木箱,金属框架类包装物大多需要根据内包装物品的体积和形状进行尺寸定制,不够灵活,不便于管理和储运。
鉴于此,特研发了本申请的技术方案的超长连续纸箱生产线及生产方法。
发明内容
本发明要解决的技术问题是,提供一种超长的纸箱生产线及生产方法,为了便于生产和运输,通过折叠的方式减少运输空间和运输成本,同时很多个纸箱连在一个箱纸板上,使用时,由客户自由分割撕取即可的超长连续纸箱生产线及生产方法。
本发明解决其技术问题所采用的技术方案是:一种超长连续纸箱生产线,一种超长连续纸箱生产线,其包括:
输送部分,输送部分将输送纸板;
模切机,模切机将连续纸板按照纸箱尺寸进行横向和纵向模切;
分切压线机,分切压线机将连续纸板按照纸箱尺寸进行压痕和分切;
堆码部分,堆码部分将上述连续纸箱进行堆码。
进一步地,堆码部分设置为Z型折叠堆码,其包括在连续纸板上进行横向折叠压痕的横压机,堆码部分包括三角形折纸机构、摆动导纸机构和升降伸缩接纸机构。
进一步地,堆码部分设置为卷筒。
进一步地,其还包括连续纸板生产部分,连续纸板生产部分和输送部分连接。
进一步地,横切机、分切压线机、横压机的排列顺序可调。
一种超长连续纸箱生产线的生产方法,其包括下列步骤;
A、根据需要包装物的尺寸,确定超长连续纸箱的尺寸,结合连续纸板的幅宽尺寸确定连续纸箱的最佳排列方式;
B、将连续纸箱的模切尺寸发送到模切机;将连续纸箱的压痕和分切尺寸发送到分切压线机;
C、将堆码方式发送到堆码部分进行堆码。
进一步地,堆码部分设置为Z型折叠堆码包括下列步骤,获取升降伸缩接纸机构的堆码宽度尺寸,将宽度尺寸发送给横压机,横压机对连续纸板进行堆叠压痕。
进一步地,横压机设置在纵切压线机的后面,输送部分的上面。
进一步地:堆码部分设置为卷筒,连续纸箱卷在卷筒上。
进一步第,步骤A包括拼单步骤,拼单步骤包括,获取连续纸板的宽度,获取一个以上的订单的连续纸箱尺寸,计算连续纸板的宽度是否可以排列两个以上的连续纸箱宽度,如果不可以拼单步骤结束,如果可以拼单,计算模切尺寸和压痕、分切尺寸,然后分别发送到模切机和分切压线机。
本技术方案的超长连续纸箱生产线,其包括:输送部分,输送部分将输送纸板;模切机,模切机将连续纸板按照纸箱尺寸进行横向和纵向模切;分切压线机,分切压线机将连续纸板按照纸箱尺寸进行纵向折痕和纵向切边;堆码部分,堆码部分将上述连续纸箱进行堆码。这套超长连续纸箱生产线,可以将连续纸板根据需要的纸箱尺寸进行横向纵向压痕,形成一个超长连续纸箱纸板,然后到达堆码部分,进行堆码,然后运输到需要的地方,合理使用。
本技术方案的堆码部分设置为Z型折叠堆码,其包括在连续纸板上进行横向折叠压痕的横压机,堆码部分包括三角形折纸机构、摆动导纸机构和升降伸缩接纸机构。横压机进行堆叠压痕,三角型折纸机构,提高纸箱的折痕效果,便于后续高速度堆叠,保证堆叠效果。摆动导纸机构,摆动导纸机构与三角形折纸机构属于联动机构,经过合理的计算,使连续纸箱堆叠时的折痕正好在横压机压出的折痕上,保证纸箱美观且提高堆叠速度。升降伸缩接纸机构,包含分垛气缸,断纸结构和升降接纸台,升降伸缩接纸结构机构可实现堆叠,断纸和分垛的功能,接纸长度达到设定尺寸时把纸箱进行分断,接纸台接纸的同时进行下降动作,达到设定的堆垛高度后分垛气缸伸出临时承接下一垛纸箱,同时升降接纸台快速下降把上一垛纸箱输出到后续的物流系统,接纸平台完成纸垛输送后快速上升,当接纸台部升到分垛气缸高度时,气缸缩回,下一垛纸箱落在接纸平台上。然后根据需要将接纸平台上的连续纸箱堆码垛运输到需要的地方去。
本技术方案的超长连续纸箱的生产方法是这样的,其包括下列步骤;
A、根据需要包装物的尺寸,确定超长连续纸箱的尺寸,结合连续纸板的幅宽尺寸确定连续纸箱的最佳排列方式;
B、 将连续纸箱的模切尺寸发送到模切机;将连续纸箱的压痕和分切尺寸发送到分切压线机;
C、 将堆码方式发送到堆码部分进行堆码。
本技术方案堆码部分设置为Z型折叠堆码包括下列步骤,获取升降伸缩接纸机构的堆码宽度尺寸,将宽度尺寸发送给横压机,横压机对连续纸板进行堆叠压痕。这种堆码方式是将连续纸箱进行纵向堆叠,堆叠成纸垛,然后运输到合适的地方使用。
本技术方案堆码部分设置为卷筒,根据纸箱尺寸确定横向分切还是纵向分切,如果是横向分切将纸箱分切信息发送到模切机,如果是纵向分切,将纵向分切信息发送到分切压线机,连续纸箱卷在纸筒上。这种堆码方式是卷筒式的,连续纸箱横压纵压结束后,输送到卷筒,卷到卷筒上,然后成卷的运输到需要的地方。
本技术方案步骤A包括拼单步骤,拼单步骤包括,获取连续纸板的宽度,获取一个以上的订单的连续纸箱尺寸,计算连续纸板的宽度是否可以排列两个以上的连续纸箱宽度,如果不可以拼单步骤结束,如果可以拼单,计算模切尺寸和压痕、分切尺寸,然后分别发送到模切机和分切压线机。拼单步骤可以节约连续纸板,减少浪费,降耗节能。
本发明的超长连续纸箱生产线及生产方法,不但可以生产大尺寸的纸箱,并且生产线上下来的超长纸箱也运输方便,简化了生产流程,降低了生产运输成本,并且可以用来做大型物品特别是长条形物品的包装,可以在包装领域内广泛使用。
附图说明
下面将结合附图及实施例对本发明作进一步说明,附图中:
图1是连续纸箱的展开示意图;
图2是连续纸箱堆叠示意图;
图3是连续纸箱的折叠示意图;
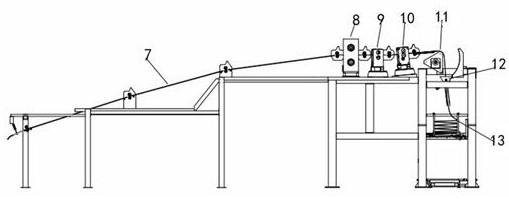
图4是连续纸箱生产线的结构示意图。
以上各图中,1、成形压痕和切口;2、Z形折叠压痕;3、模切压痕;4、纸箱封堵尺寸;5、分切压痕;6、封堵压痕;7、输送部分;8、横压机;9、模切机;10、分切压线机;11、三角形折纸机构;12、摆动导纸机构;13、升降接纸机构。
具体实施方式
现结合附图,对本发明的较佳实施例作详细说明。
实施例1:
一种超长连续纸箱生产线,其包括:
输送部分7,输送部分将输送纸板;
模切机9,模切机9将连续纸板按照纸箱尺寸进行横向和纵向模切;
分切压线机10,分切压线机10将连续纸板按照纸箱尺寸进行压痕和分切;
堆码部分,堆码部分将上述连续纸箱进行堆码。
实施例2:
本实施例和实施例1的区别在于,本实施例的堆码部分设置为Z型折叠堆码,其包括在连续纸板上进行横向折叠压痕的横压机8。堆码部分包括三角形折纸机构11、摆动导纸机构12和升降伸缩接纸机构13。
实施例3:
本实施例和实施例2的区别在于,本实施例的堆码部分设置为卷筒。包括连续纸板生产部分,连续纸板生产部分和输送部分7连接。
实施例4:
一种超长连续纸箱的生产方法,其包括下列步骤;
A、测量纸板的宽度,获取纸箱的尺寸,确定纸箱的长宽高,根据纸板和纸箱的尺寸确定连续纸箱的最佳排列方式;
B、 将连续纸箱的模切和压痕尺寸发送到模切机;将连续纸箱的压痕和分切尺寸发送到分切压线机;
C、将堆码方式发送到堆码部分进行堆码。
如图4所示,生产完成后,连续纸板表面形成了模切压痕3、分切压痕5、封堵压痕6,在图中可以看出纸箱封堵尺寸4。
实施例5:
本实施例和实施例4的区别在于,本实施例堆码部分设置为Z型折叠堆码包括下列步骤,获取升降伸缩接纸机构的堆码宽度尺寸,将宽度尺寸发送给横压机,横压机对连续纸板进行堆叠压痕。这种堆码方式是将连续纸箱进行纵向堆叠,堆叠成纸垛,然后运输到合适的地方使用。
实施例6:
本实施例和实施例4的区别在于,本实施例堆码部分设置为卷筒,根据纸箱尺寸确定横向分切还是纵向分切,如果是横向分切将纸箱分切信息发送到模切机,如果是纵向分切,将纵向分切信息发送到分切压线机,连续纸箱卷在纸筒上。
实施例7:
本实施例和实施例4的区别在于,本实施例的步骤A包括拼单步骤,拼单步骤包括,获取连续纸板的宽度,获取一个以上的订单的连续纸箱尺寸,计算连续纸板的宽度是否可以排列两个以上的连续纸箱宽度,如果不可以拼单步骤结束,如果可以拼单,计算模切尺寸和压痕、分切尺寸,然后分别发送到模切机和分切压线机。
应当理解的是,以上实施例仅用以说明本发明的技术方案,而非对其限制,对本领域技术人员来说,只要不存在结构冲突,可以对上述实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而所有这些修改和替换,都应属于本发明所附权利要求的保护范围。