一种船体外板加强半圆钢加工弧线的获取方法
文献发布时间:2023-06-19 19:18:24
技术领域
本发明属于船舶船体零部件技术领域,更具体地说,是涉及一种船体外板加强半圆钢加工弧线的获取方法。
背景技术
从船舶使用情况来看,船首部的外板常出现“瘦马形”(永久变形),并且伴有严重的锈蚀发生,这种船首部结构出现的变形和锈蚀现象,都与作用在船首部的外力有关。船首部不仅线型变化大,而且所受的外载荷极为复杂,例如:船舶在空船压载状态下航行,首部船底将受到海浪的抨击,因此在船首底部外板及内部结构均做特殊加强。航行在冰带区的船舶,其首部区域的外板(冰带区范围)必须加厚,而且要在此范围内增设中间肋骨。
当前在船舶的结构设计中,对船舶的首部区域已经采取了许多相应的加强措施。各国船级社的规范也特别规定了在首尖舱需要设置垂向间距不大于2m的强胸横梁或垂向间距不大于2.5米的平台。当首尖舱为液舱且其最宽处的宽度超过0.5B(B为船宽)时,在中纵剖面处应设置有效的支撑构件或制荡舱壁,以支持强胸横梁。规范中还对船首底部做了特别加强,例如:当船长L等于或大于65m,且航行中最小首吃水小于0.04L时,应对其从首垂线向后的底部平坦部分进行加强。横向加强范围的边线高于基线应不小于0.014B,但不必大于0.28m。对于船舶的最小首吃水小于0.01L时,其首部船底的加强应按规范规定的直接计算评估方法进行验证。
虽然各国船级社对船舶首部加强均有所考虑,但还有部分船东根据船舶航行区域和船舶停靠的特殊情况考虑,在船首底部外板的外表面增加纵向半圆钢。外板展开图船首底部加设半圆钢示意图如图5所示。因船首部外板线型变化大,实心半圆钢(如HRB 80x40)的平直面贴附在外板上就会有弯曲和扭转。通常船体外板加强型材(如球扁钢、角钢)都以逆直线的形式提供弯曲数据,弯曲弧线利用机械设备加工成形后送到分段装焊,但半圆钢因宽度小,表面呈柱面形状,无法提供逆直线数据加工。无法获得数据,无法保证外板加强半圆钢的加工的精度,也无法精准制作木制加工样板,对弧线进行精度检验。
发明内容
本发明所要解决的技术问题是:针对现有技术的不足,提供一种步骤简单,方便快捷实现船体外板加强半圆钢加工弧线的获取,便于将半圆钢进行弯曲加工,并且现场施工人员制作木质加工样板,便于用木质加工样板检验弧线精度的船体外板加强半圆钢加工弧线的获取方法。
要解决以上所述的技术问题,本发明采取的技术方案为:
本发明为一种船体外板加强半圆钢加工弧线的获取方法,所述的船体外板加强半圆钢加工弧线的获取方法的获取步骤为:
S1.利用三维建模软件的曲面建模功能,在加设半圆钢的位置建立扁钢型材,要求扁钢型材垂直于船体外板;
S2.建立曲面板架,将建模的扁钢型材收集到该板架,然后对板架进行模型自动分离,由三维建模软件自动对扁钢型材进行展开并形成平面的零件;
S3.利用三维建模软件搜索零件功能,找到需要获取扁钢型材对应的平面零件,将扁钢型材平面零件与船体外板曲面相交的边界弧线端点连直线,形成AB线段;
S4.自AB线段一端依次设置等距离垂直线,并标注各垂直线自连接直线距弧线的高度值,形成加工弧线的型值数据。形成的加工弧线的型值数据是否就是图4中从水平线到弧形结构的多个不同数值。
借用三维建模软件的曲面型材分离成展开零件,得到扁钢边缘与外板相交的弧线,通过对弧线提供等距离的弦高,给现场施工人员制作木质加工样板。
通过对弧线提供等距离的弦高,给现场施工人员制作木质加工样板后,将半圆钢进行弯曲加工并用木质加工样板检验弧线精度。
垂直于船体外板的扁钢型材间距按相邻半圆钢中心宽度设置,在150mm~200mm范围。
垂直于船体外板的扁钢型材宽度在130mm-160mm。
垂直于船体外板的扁钢型材厚度在10mm-12mm。
所述的三维建模软件采用TRIBON M3。
所述的自AB线段一端依次设置等距离垂直线的长度在250mm-500mm。
所述的船体外板加强半圆钢设置在船首底部。
采用本发明的技术方案,工作原理及有益效果如下所述:
本发明所述的船体外板加强半圆钢加工弧线的获取方法,借用三维建模软件的曲面型材分离成展开零件,得到扁钢边缘与外板相交的弧线,通过对弧线提供等距离的弦高,给现场施工人员制作木质加工样板,将半圆钢进行弯曲加工并用木质加工样板检验弧线精度。这样,不仅有效得到需要的数据,而且确保半圆钢弯曲加工质量满足要求。整个工序简单,获取的数据准确,操作便捷简单。本发明所述的船体外板加强半圆钢加工弧线的获取方法,步骤简单,方便快捷实现船体外板加强半圆钢加工弧线的获取,便于将半圆钢进行弯曲加工,并且现场施工人员制作木质加工样板,便于用木质加工样板检验弧线精度。
附图说明
下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
图1为本发明所述的扁钢型材模型(垂直于船体外板设置)的结构示意图;
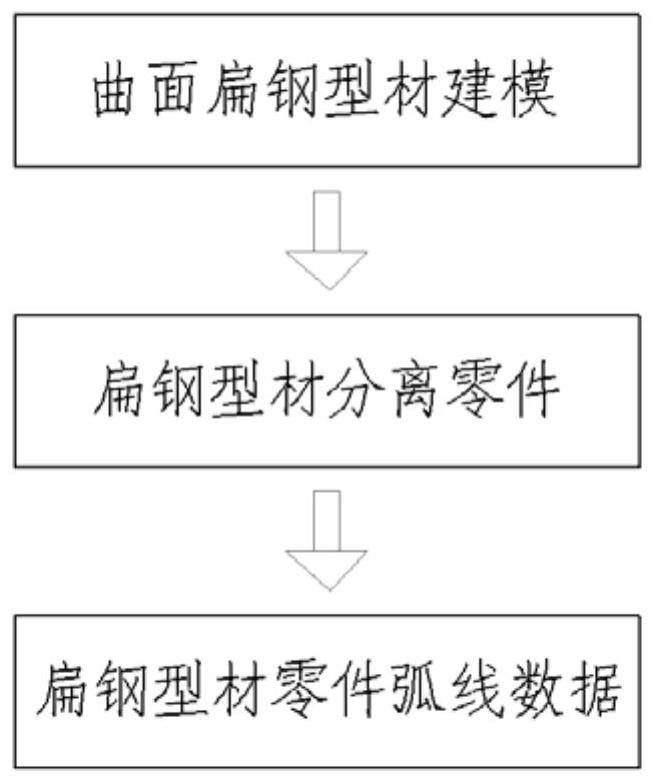
图2为获取半圆钢加工弧线数据的流程图;
图3为扁钢型材展开零件图形;
图4为扁钢型材展开零件的弧线型值数据;
图5为本发明所述的船体外板展开图船首底部加设半圆钢的结构示意图;
附图中标记分别为:1、扁钢型材;2、船首平台边线;3、肋骨线;
具体实施方式
下面对照附图,通过对实施例的描述,对本发明的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
如附图1-附图4所示,本发明为一种船体外板加强半圆钢加工弧线的获取方法,所述的船体外板加强半圆钢加工弧线的获取方法的获取步骤为:
S1.利用三维建模软件的曲面建模功能,在加设半圆钢的位置建立扁钢型材,要求扁钢型材垂直于船体外板;S2.建立曲面板架,将建模的扁钢型材收集到该板架,然后对板架进行模型自动分离,由三维建模软件自动对扁钢型材进行展开并形成平面的零件;S3.利用三维建模软件搜索零件功能,找到需要获取扁钢型材对应的平面零件,将扁钢型材平面零件与船体外板曲面相交的边界弧线端点连直线,形成AB线段;S4.自AB线段一端依次设置等距离垂直线,并标注各垂直线自连接直线距弧线的高度值,形成加工弧线的型值数据。上述步骤,针对现有技术中的不足,提出改进的技术方案。借用三维建模软件的曲面型材(扁钢)分离成展开零件,得到扁钢边缘与外板相交的弧线,通过对弧线提供等距离的弦高,给现场施工人员制作木质加工样板,将半圆钢进行弯曲加工并用木质加工样板检验弧线精度。这样,不仅有效得到需要的数据,而且确保半圆钢弯曲加工质量满足要求。整个工序简单,获取的数据准确,操作便捷简单。本发明所述的船体外板加强半圆钢加工弧线的获取方法,步骤简单,方便快捷实现船体外板加强半圆钢加工弧线的获取,便于将半圆钢进行弯曲加工,并且现场施工人员制作木质加工样板,便于用木质加工样板检验弧线精度。
借用三维建模软件的曲面型材分离成展开零件,得到扁钢边缘与外板相交的弧线,通过对弧线提供等距离的弦高,给现场施工人员制作木质加工样板。通过对弧线提供等距离的弦高,给现场施工人员制作木质加工样板后,将半圆钢进行弯曲加工并用木质加工样板检验弧线精度。本发明的创新点,首先,在于利用三维建模软件,其次,在于针对船体外板加强半圆钢加工弧线,再次,在于借用三维建模软件的曲面型材分离成展开零件,再次,获得加工弧线的型值数据,再次,获得数据的目的,还在于给现场施工人员制作木质加工样板后,而后便于将半圆钢进行弯曲加工后,采用木质加工样板检验弧线精度。
垂直于船体外板的扁钢型材间距按相邻半圆钢中心宽度设置,在150mm~200mm范围。垂直于船体外板的扁钢型材宽度在130mm-160mm。垂直于船体外板的扁钢型材厚度在10mm-12mm。所述的自AB线段一端依次设置等距离垂直线的长度在250mm-500mm。上述结构,对相关数据进行限定。上述数据的部件,结构和性能满足要求,并且便于进行数据获取。
所述的三维建模软件采用TRIBON M3。上述结构,针对本申请的船体外板加强半圆钢加工弧线的获取,采用特别的三维建模软件。
所述的船体外板加强半圆钢设置在船首底部。上述结构,针对本申请的船体外板加强半圆钢加工弧线的获取,针对特定的船体部位。
本发明所述的船体外板加强半圆钢加工弧线的获取方法,借用三维建模软件的曲面型材分离成展开零件,得到扁钢边缘与外板相交的弧线,通过对弧线提供等距离的弦高,给现场施工人员制作木质加工样板,将半圆钢进行弯曲加工并用木质加工样板检验弧线精度。这样,不仅有效得到需要的数据,而且确保半圆钢弯曲加工质量满足要求。整个工序简单,获取的数据准确,操作便捷简单。本发明所述的船体外板加强半圆钢加工弧线的获取方法,步骤简单,方便快捷实现船体外板加强半圆钢加工弧线的获取,便于将半圆钢进行弯曲加工,并且现场施工人员制作木质加工样板,便于用木质加工样板检验弧线精度。
上面结合附图对本发明进行了示例性的描述,显然本发明具体的实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的各种改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围内。