一种包装盒外套压痕冲压装置
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及包装盒加工技术领域,具体为一种包装盒外套压痕冲压装置。
背景技术
抽拉式包装盒的外套两端呈敞开状,包装盒外套带材在生产过程中需要压出五条折叠痕,预留粘接部位,粘接后,使包装盒折叠后形成两端开口的方形包装盒外套,现有的压痕冲压装置,在压折叠痕时,需要压刀移动,结合切割刀移动才能将完成加工生产,生产效率相对比较低。
发明内容
本发明的目的在于提供一种提高工作效率的包装盒外套压痕冲压装置,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种包装盒外套压痕冲压装置,包括冲压平台,所述冲压平台的一侧固定有安装板,所述安装板的顶部固定有齿轮架,所述齿轮架一侧固定有电动机,所述电动机的输出轴固定有主动齿轮,所述主动齿轮的侧壁间隔设有若干个轮齿组,所述齿轮架上转动连接有与冲压平台配合的包装盒纸外套纸输送棍,所述包装盒纸外套纸输送棍的一端固定有从动齿轮,且从动齿轮与主动齿轮侧壁的轮齿组啮合连接;
所述冲压平台的顶部安装有压痕装置和冲切装置,所述压痕装置和冲切装置均包括固定在冲压平台顶部的形架,所述压痕装置还包括固定在形架顶部的压痕气缸,所述冲切装置还包括固定在形架顶部的冲切气缸;
所述安装板的顶部固定有立板,所述立板靠近齿轮架的一侧安装有用于控制压痕气缸的压痕气缸接触开关和用于控制冲切气缸的冲切气缸接触开关,所述主动齿轮侧壁固定有若干个与压痕气缸接触开关配合的第一挤压块,所述主动齿轮侧壁固定有一个与冲切气缸接触开关配合的第二挤压块。
优选的,所述第一挤压块和第二挤压块上均设有倒圆角。
优选的,所述压痕装置还包括固定在压痕气缸活塞杆端部的压痕刀。
优选的,所述冲压平台顶部设有与压痕刀配合的压痕槽。
优选的,所述冲切装置还包括固定在冲切气缸活塞杆端部的冲切刀。
优选的,所述冲压平台顶部设有若干个包装盒纸外套纸限位板,所述包装盒纸外套纸限位板与冲压平台之间设有包装盒纸外套纸通道。
优选的,所述包装盒纸外套纸通道的一端设有倒角。
优选的,所述冲切刀和压痕刀顶部均对称固定有导向杆,且导向杆与形架滑动连接。
与现有技术相比,本发明的有益效果是:通过主动齿轮转动一圈,完成多次间歇式进料,且包装盒纸外套纸每次的进给量与包装盒展开后的面宽度对应,压痕气缸冲压五次,冲切气缸冲切一次,完成一个包装盒毛坯的自动制作,整个过程自动化完成压痕和切割的需求,生产效率高。
附图说明
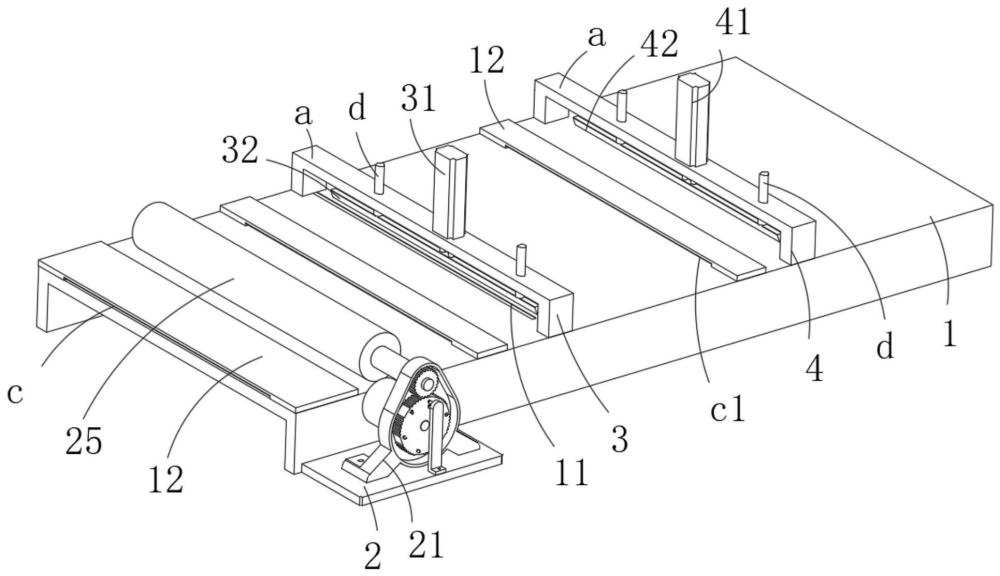
图1为本发明整体结构示意图;
图2为本发明主动齿轮相对位置示意图;
图3为本发明齿轮架内部结构示意图;
图4为本发明立板的结构示意图。
图中:1-冲压平台;11-压痕槽;12-包装盒纸外套纸限位板;2-安装板;21-齿轮架;22-电动机;23-主动齿轮;231-轮齿组;24-从动齿轮;25-包装盒纸外套纸输送棍;3-压痕装置;31-压痕气缸;32-压痕刀;4-冲切装置;41-冲切气缸;42-冲切刀;5-立板;51-压痕气缸接触开关;52-冲切气缸接触开关;53-第一挤压块;54-第二挤压块;a-U形架;b-倒圆角;c-包装盒纸外套纸通道;c1-倒角;d-导向杆。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1-4,本发明提供一种技术方案:一种包装盒外套压痕冲压装置,包括冲压平台1,所述冲压平台1的一侧固定有安装板2,所述安装板2的顶部固定有齿轮架21,所述齿轮架21一侧固定有电动机22,所述电动机22的输出轴固定有主动齿轮23,所述主动齿轮23的侧壁间隔设有若干个轮齿组231,所述齿轮架21上转动连接有与冲压平台1配合的包装盒纸外套纸输送棍25,所述包装盒纸外套纸输送棍25的一端固定有从动齿轮24,且从动齿轮24与主动齿轮23侧壁的轮齿组231啮合连接;
所述冲压平台1的顶部安装有压痕装置3和冲切装置4,所述压痕装置3和冲切装置4均包括固定在冲压平台1顶部的U形架a,所述压痕装置3还包括固定在U形架a顶部的压痕气缸31和固定在压痕气缸31活塞杆端部的压痕刀32,冲压平台1顶部设有与压痕刀32配合的压痕槽11,所述冲切装置4还包括固定在U形架a顶部的冲切气缸41,冲切装置4还包括固定在冲切气缸41活塞杆端部的冲切刀42,所述冲切刀42和压痕刀32顶部均对称固定有导向杆d,且导向杆d与U形架a滑动连接,通过导向杆d的设置使冲切刀42和压痕刀32上下移动更稳定;
所述安装板2的顶部固定有立板5,所述立板5靠近齿轮架21的一侧安装有用于控制压痕气缸31的压痕气缸接触开关51和用于控制冲切气缸41的冲切气缸接触开关52,所述主动齿轮23侧壁固定有若干个与压痕气缸接触开关51配合的第一挤压块53,所述主动齿轮23侧壁固定有一个与冲切气缸接触开关52配合的第二挤压块54,所述第一挤压块53和第二挤压块54上均设有倒圆角b,通过第一挤压块53与压痕气缸接触开关51配合,主动齿轮23转动一圈,压痕气缸31冲压五次,冲切气缸41冲切一次。
所述冲压平台1顶部设有若干个包装盒纸外套纸限位板12,所述包装盒纸外套纸限位板12与冲压平台1之间设有包装盒纸外套纸通道c,所述包装盒纸外套纸通道c的一端设有倒角c1,包装盒纸外套纸通过盒纸通道c进行限位,使压痕和切割更整齐,通过倒角c1的设置,使包装盒纸外套纸更容易穿入盒纸通道c。
工作原理:首先包装盒纸外套纸带材通过包装盒纸外套纸输送棍25与冲压平台1之间穿过(需要强调的是:包装盒纸外套纸输送棍25表面具有一定的弹性,包装盒纸外套纸输送棍25与齿轮架21之间的摩擦力相对比较大,误碰包装盒纸外套纸输送棍25不会发生转动),电动机22带动主动齿轮23转动,由于主动齿轮23侧壁间隔设有若干个轮齿组231,主动齿轮23转动间歇与从动齿轮24啮合,压痕气缸接触开关51与第一挤压块53接触一次,压痕气缸31完成一次冲压,第二挤压块54与冲切气缸接触开关52接触一次冲切气缸41完成一次冲切,主动齿轮23转动一圈,压痕气缸31冲压五次,冲切气缸41冲切一次,完成一个包装盒毛坯的自动制作。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。