基于电场辅助浸渍的高压绝缘套管电容芯子浇注工艺
文献发布时间:2023-06-19 19:37:02
技术领域
本发明涉及绝缘套管电容芯子浇注技术领域,具体涉及一种基于电场辅助浸渍的高压绝缘套管电容芯子浇注工艺。
背景技术
高压交直流绝缘套管在电力系统中用于将载流导体穿过与其电位不同的设备金属箱或者导体,引入或引出全电压和全电流,可以起到绝缘和机械支撑的作用。
传统的油式套管虽然密封性好,但是存在漏油以及不防火等风险,SF
胶浸干式套管可以避免上述缺陷,但是存在理化性能复杂、固化工艺难度大、易在封装过程中发生内部开裂及产生气泡,导致局部放电,绝缘部分被击穿,造成事故。
发明内容
(一)解决的技术问题
针对现有技术的不足,本发明提供了一种基于电场辅助浸渍的高压绝缘套管电容芯子浇注工艺,解决了胶浸干式绝缘套管电容芯子容易出现内部开裂及产生气泡的问题。
(二)技术方案
为实现以上目的,本发明通过以下技术方案予以实现:
一种基于电场辅助浸渍的高压绝缘套管电容芯子浇注工艺,所述工艺依次包括步骤如下:
S1、电容芯子缠绕
在金属导杆上缠绕半导电纸层,然后交替缠绕皱纹纸层和网状导体层,直至达到预设层数为止;
S2、安装入模
将缠绕好的电容芯子装入浇注工艺设备的模具中,并将电容芯子和模具都置于真空环境中;
S3、第一次通电
将模具接地,向金属导杆第一次通电;
S4、浇注树脂
在真空环境和金属导杆通电的状态下,向模具内浇注液态树脂复合物;
S5、旋转电容芯子
浇注过程中,驱动金属导杆旋转;
S6、第二次通电
向金属导杆第二次通电;
S7、固化取出
待液态树脂复合物浇注完毕后,停止旋转,对液态树脂复合物进行加热固化,固化完成后,取出。
优选的,所述S3中的第一次通电通的是直流电、交流电、脉冲电压的一种或多种;所述S6中的第二次通电通的是直流电、交流电、脉冲电压的一种或多种。
优选的,所述交流电压频率范围为10Hz~100kHz,交流电压大小范围20V~500kV;直流电压大小范围20V~500kV;脉冲电压的幅值范围20V~700kV。
优选的,浇注过程中,控制模具内温度小于180℃。
优选的,浇注过程中,控制浇注工艺设备内的真空压力在40~60Pa。
优选的,所述S4中,液态树脂复合物包括:环氧树脂、有机硅树脂、聚氨酯树脂、氰酸树脂、酚醛树脂、不饱和聚酯、乙烯基酯、双马来酰亚胺和聚酰亚胺树脂的一种或几种的混合物。
优选的,所述S5中,电容芯子的旋转速度为10-1000r/min。
优选的,所述浇注工艺设备包括:模具、真空舱、第一导杆、第二导杆和浇注管;
所述模具绝缘安装在真空舱内,所述模具顶部开口;
所述第一导杆通过第一密封轴承贯穿连接真空舱的舱盖,所述第二导杆与第一导杆共轴设置,且第二导杆分别通过第二密封轴承和第三密封轴承贯穿连接真空舱和模具;
所述金属导杆的两端分别与第一导杆和第二导杆花键连接;
所述第一导杆通过第一滑环连接供电组件,所述第二导杆通过第二滑环连接供电组件;
所述第一导杆和/或第二导杆与旋转驱动组件传动连接;
所述浇注管密封贯穿真空舱,浇注管上端连通真空给料罐,下端延伸至模具内。
优选的,所述真空舱设置有真空泵,所述模具通过绝缘支架安装在真空舱内,所述浇注管的下端设置为漏斗状,且贴合模具的内壁。
优选的,所述模具的模具壁内设置有控温腔,所述控温腔底部设置有延伸出真空舱的入管,控温腔顶部设置有延伸出真空舱的出管;通过入管向控温腔内注入控温介质实现对模具的加热或冷却。
(三)有益效果
本发明提供了一种基于电场辅助浸渍的高压绝缘套管电容芯子浇注工艺。与现有技术相比,具备以下有益效果:
本发明中,采用电场辅助浸渍的方法可以提高胶浸干式套管制造过程中树脂的浸渍效能和速率;适当强度的电场与制备体系内带电粒子的交互作用有助于液态树脂复合物在电容芯子内的浸渍,使得树脂在皱纹纸与导体间分布更为均匀,大幅降低了固化后存在空隙和气泡的风险;电容芯子在浸渍过程中旋转,可以提高树脂的浸润程度,同时可避免树脂在反应过程中变得黏度过大,也可以加快树脂在固化过程中的散热。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
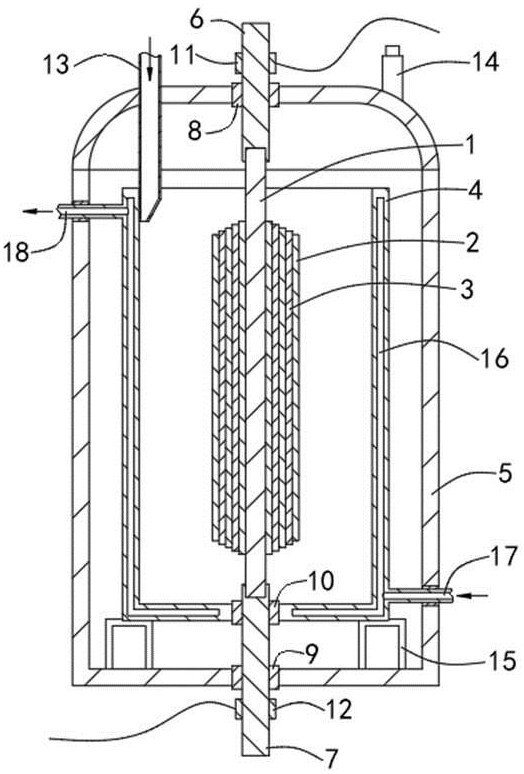
图1为本发明实施例中浇注工艺设备的结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
本申请实施例通过提供一种基于电场辅助浸渍的高压绝缘套管电容芯子浇注工艺,解决了胶浸干式绝缘套管电容芯子容易出现内部开裂及产生气泡的问题。
本申请实施例中的技术方案为解决上述技术问题,总体思路如下:
本发明实施例中,采用电场辅助浸渍的方法可以提高胶浸干式套管制造过程中树脂的浸渍效能和速率;适当强度的电场与制备体系内带电粒子的交互作用有助于液态树脂复合物在电容芯子内的浸渍,使得树脂在皱纹纸与导体间分布更为均匀,大幅降低了固化后存在空隙和气泡的风险;电容芯子在浸渍过程中旋转,可以提高树脂的浸润程度,同时可避免树脂在反应过程中变得黏度过大,也可以加快树脂在固化过程中的散热。
为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
实施例:
如图1所示,本发明提供了一种基于电场辅助浸渍的高压绝缘套管电容芯子浇注工艺,所述工艺依次包括步骤如下:
S1、电容芯子缠绕
在金属导杆1上缠绕半导电纸层,然后交替缠绕皱纹纸层2和网状导体层3,直至达到预设层数为止;
S2、安装入模
将缠绕好的电容芯子装入浇注工艺设备的模具4中,并将电容芯子和模具4都置于真空环境中;
S3、第一次通电
将模具4接地,向金属导杆1第一次通电;
S4、浇注树脂
在真空环境和金属导杆1通电的状态下,向模具4内浇注液态树脂复合物;
S5、旋转电容芯子
浇注过程中,驱动金属导杆1旋转;
S6、第二次通电
向金属导杆1第二次通电;
S7、固化取出
待液态树脂复合物浇注完毕后,停止旋转,对液态树脂复合物进行加热固化,固化完成后,取出。
所述S3中的第一次通电通的是直流电、交流电、脉冲电压的一种或多种;所述S6中的第二次通电通的是直流电、交流电、脉冲电压的一种或多种。
所述S6中第二次通电之前,可以先停止第一次通电再进行第二次通电,也可以不停止第一次通电,直接进行第二次通电。
所述交流电压频率范围为10Hz~100kHz,交流电压大小范围20V~500kV;直流电压大小范围20V~500kV;脉冲电压的幅值范围20V~700kV。
浇注过程中,为避免浇注材料黏度上升过快,控制模具4内温度小于180℃。
浇注过程中,控制浇注工艺设备内的真空压力在40~60Pa。
所述S4中,液态树脂复合物包括:环氧树脂、有机硅树脂、聚氨酯树脂、氰酸树脂、酚醛树脂、不饱和聚酯、乙烯基酯、双马来酰亚胺和聚酰亚胺树脂的一种或几种的混合物。
所述S5中,电容芯子的旋转速度为10-1000r/min。
如图1所示,所述浇注工艺设备包括:模具4、真空舱5、第一导杆6、第二导杆7和浇注管13;
所述模具4绝缘安装在真空舱5内,所述模具4顶部开口;
所述第一导杆6通过第一密封轴承8贯穿连接真空舱5的舱盖,所述第二导杆7与第一导杆6共轴设置,且第二导杆7分别通过第二密封轴承9和第三密封轴承10贯穿连接真空舱5和模具4;
所述金属导杆1的两端分别与第一导杆6和第二导杆7花键连接,以此实现电容芯子在模具4内的安装;
所述第一导杆6通过第一滑环11连接供电组件,所述第二导杆7通过第二滑环12连接供电组件,以此实现对金属导杆1的通电;
所述第一导杆6和/或第二导杆7与旋转驱动组件传动连接,以此实现对金属导杆1的旋转驱动;
所述浇注管13密封贯穿真空舱5,浇注管13上端连通真空给料罐,下端延伸至模具4内,向模具4内浇注液态树脂复合物。
如图1所示,所述真空舱5设置有真空泵14,为真空舱5内提供合适的真空压力。
如图1所示,所述模具4通过绝缘支架15安装在真空舱5内。
如图1所示,所述模具4的模具壁内设置有控温腔16,所述控温腔16底部设置有延伸出真空舱5的入管17,控温腔16顶部设置有延伸出真空舱5的出管18;通过入管17向控温腔16内注入控温介质实现对模具4的加热或冷却;浇注过程中控制模具4内温度小于180℃,S7中,对模具4进行加热,促进液态树脂复合物固化。
如图1所示,所述浇注管13的下端设置为漏斗状,且贴合模具4的内壁,浇注管13的下端出口孔径为2-3cm,使得液态树脂复合物沿模具4的内壁滑入,减少液态树脂复合物与模具4间产生气泡的几率。
所述旋转驱动组件采用驱动电机、磁力泵、机械摇杆等一种或多种驱动方式。
综上所述,与现有技术相比,本发明具备以下有益效果:
1、本发明实施例中,采用电场辅助浸渍的方法可以提高胶浸干式套管制造过程中树脂的浸渍效能和速率;适当强度的电场与制备体系内带电粒子的交互作用有助于液态树脂复合物在电容芯子内的浸渍,使得树脂在皱纹纸与导体间分布更为均匀,大幅降低了固化后存在空隙和气泡的风险;电容芯子在浸渍过程中旋转,可以提高树脂的浸润程度,同时可避免树脂在反应过程中变得黏度过大,也可以加快树脂在固化过程中的散热。
2、施加多种类型的电压(直流电、交流电、脉冲电压)有利于液态树脂复合物的浸渍完全。
3、液态树脂复合物注入口采用漏斗式设计可以降低注入速率和流量,避免气泡的产生。
4、控温腔的设计有利于树脂固化时的散热,避免高温造成固化速度过快,以及内部固化应力不均匀。
需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个……”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。