一种天地盖喷胶压合定位装置
文献发布时间:2024-01-17 01:13:28
技术领域
本发明属于天地盖加工设备技术领域,具体为一种天地盖喷胶压合定位装置。
背景技术
天地盖盒指的是一种盒子的样式。纸盒的盖为“天”,底为“地”,故称天地盖盒,被广泛应用于各类精装礼品包装盒、鞋盒、内衣盒、衬衫盒、手机盒等各类包装盒,针对天地盖的加工制造,通常将盒胚进行裁切并运送至定位机构中,并配合推压板推压初步成型,随后利用定位装置中的喷胶机构和压合机构完成喷胶压合,形成结构稳定的天地盖主体,且其中天地盖盒体成型时通过裁切出的里面折边和侧面折耳组成,配合侧面折耳的折叠并在折叠后通过折叠里面折边粘接,完成稳定的成型制备。
现有技术中的天地盖喷胶压合定位装置,在使用过程中,在进行盒胚定位和初步成型时,采用外接吸料设备将盒胚运送至定位框上方,并配合顶部的推压机构向下推压,配合转动定位机构和推压板完成盒胚的初步成型,然而在推压板移开后,盒体仅依靠自身折叠后的复原趋势维持稳定,实际盒体底部在运送框中定位不稳定,缺乏有效定位作用力,使得盒体初步成型后实际结构稳定性较差,使得盒体折叠区域的折叠量不足,折叠不到位,从而大大降低了实际天地盒的初步成型效果,且在后续喷胶压合时出现压合偏差,最终天地盒的成型加工质量不佳。
此外,现有技术中的天地盖喷胶压合定位装置,在使用过程中,在完成盒胚的初步成型后,需要对立面折边进行喷胶处理,且在喷胶时实际喷胶面积有效,天地盒在移动喷胶时形成喷涂线,然而实际喷涂线面积有效,在折叠后粘贴时的粘贴面有限,从而使得实际折叠粘接的效果不足,使得实际成型后的天地盒主体稳定性不佳,实际制备加工效果差。
发明内容
本发明的目的在于提供一种天地盖喷胶压合定位装置,以解决上述背景技术中提出的问题。
为了实现上述目的,本发明提供如下技术方案:一种天地盖喷胶压合定位装置,包括定位框,所述定位框的顶面开设有适配槽,所述定位框的侧面设有转动定位机构,所述定位框的内部活动安装有移动框,所述定位框的侧面设有压合机构,所述定位框的顶面固定连接有支撑板,所述支撑板的顶面固定连接有顶部架,所述顶部架的底面分别设有推压机构和喷胶机构,所述移动框内表面的底面开设有气孔,所述移动框的内表开设有连通腔,所述移动框的端面固定连通有吸气机构,所述连通腔的内部固定连接有伸缩杆,所述伸缩杆的端面固定安装有密封板,所述移动框的底面固定连通有固定套,所述固定套的内部设有风扇,所述移动框的内部开设有连通槽。
优选的,所述移动框的底面开设有底部孔,所述底部孔的上下两端分别与连通腔和固定套相连通,所述移动框的端面开设有侧孔,所述侧孔与连通腔相连通。
优选的,所述连通槽位于连通腔的上方,所述连通槽与连通腔相连通,所述连通槽的顶面尺寸大于密封板的顶面尺寸。
优选的,所述底部孔的尺寸小于密封板的尺寸,所述底部孔位于连通槽的正下方。
优选的,所述吸气机构包括抽气泵、连通管和出气管,所述抽气泵固定安装在移动框的端面上,所述连通管的一端与抽气泵固定连通,所述连通管的另一端与侧孔相连通,所述出气管固定连通在抽气泵上。
优选的,所述转动定位机构包括固定板、电机、摆动板、定位挡块和折叠曲杆,所述固定板固定安装在定位框的侧面上,所述电机设在固定板的一侧,所述摆动板与电机的输出轴固定连接,所述定位挡块和折叠曲杆均固定安装在摆动板的顶部,所述摆动板的外表面与适配槽活动套接。
优选的,所述转动定位机构的数量为四个,四个所述转动定位机构每两个为一组共分为左右两组,一组所述转动定位机构的底面固定安装有挡板,所述挡板的顶面与摆动板固定连接。
优选的,所述喷胶机构的一侧设有均料机构,所述顶部架的顶面固定安装有供气泵,所述供气泵与均料机构之间固定连通有气管。
优选的,所述均料机构包括出气框、气腔、加热管、气孔和通孔,所述出气框固定安装在喷胶机构的一侧,所述气腔和通孔分被开设在出气框的内部和顶部,所述气孔开设在出气框的侧面上,所述通孔的两端分别与气管和气腔相连通,所述气腔的内部固定安装有加热管。
优选的,所述定位框的端面固定安装有连接框,所述连接框的内部固定安装有电动推杆,所述电动推杆的活动端与移动框固定连接,所述移动框的侧面开设有卡槽,所述定位框的内表面固定连接有卡板,所述卡槽的内表面与卡板活动套接。
本发明的有益效果如下:
1、本发明通过在移动框中开设连通腔和吸气孔,并配合端面安装的吸气机构,在推压机构将盒胚向着移动框中推压成型时,随着盒胚初步折叠成型,同时盒体底部密封住吸气孔,并在吸气机构抽吸连通腔中的空气时,降低连通腔中的气压,在低压效果下利用吸气孔抽吸密封吸气孔顶部的盒体,进而使得复位推压机构后,成型后盒体底部稳定吸附固定在移动框中,避免盒体自身变形复位,保证在后续移动喷胶时具有稳定的定位喷胶位置,通过提高天地盖成型过程中的定位稳定,实现成型制备的效果。
2、本发明通过在连通腔中增设伸缩杆,并使得伸缩杆固定连接密封板,在抽吸时密封板位于连通槽的下方,使得抽吸时每组吸气孔均吸附住盒体,并在需要出料时通过改变密封板的位置,实现侧孔和外侧一组吸气孔的密封,并在接触吸附效果下利用风扇将气流通入到连通腔中,并在盒体底部出现非对称分布的风力,并在非对称风力作用下推动成型盒体从移动框中翻滚出,大大提高了实际出料的便捷性,实际自动出料结构简单,使用效果好。
3、本发明通过在喷胶机构的一侧安装均料机构,使得喷胶后的盒体跟随移动框沿着均料机构外侧移动,并利用供气泵提供动力空气,使得动力空气在进入到出气框中升温加热,形成的热空气吹向附着的胶液,并在气流推力下实现推挤的胶液的分散,从而提高胶液的实际附着面积,保证在压合翻转立面折板时,扩大立面折板的粘贴面积,进一步提高天地盖喷胶压合后的结构稳定,提高定位成型质量,使用效果好。
附图说明
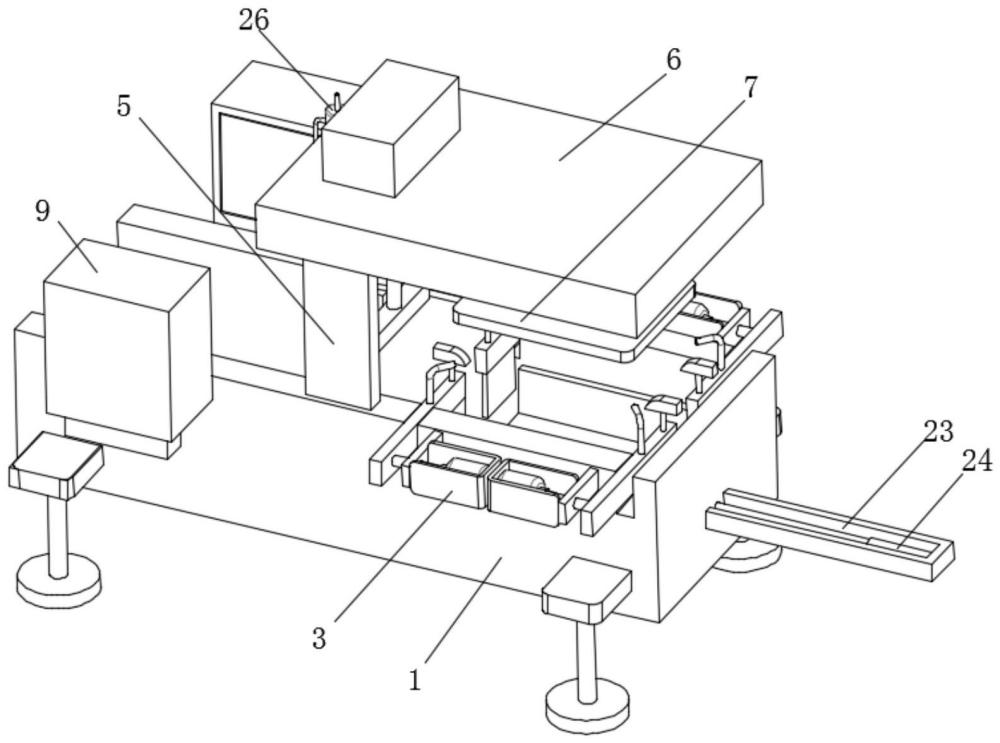
图1为本发明的结构示意图;
图2为本发明的剖视示意图;
图3为本发明定位框和转动定位机构的安装示意图;
图4为本发明移动框的结构示意图;
图5为本发明移动框的剖视示意图;
图6为本发明喷胶机构和均料机构的安装示意图;
图7为本发明均料机构的剖视示意图。
图中:1、定位框;2、适配槽;3、转动定位机构;31、固定板;32、电机;33、摆动板;34、定位挡块;35、折叠曲杆;4、移动框;5、支撑板;6、顶部架;7、推压机构;8、喷胶机构;9、压合机构;10、吸气孔;11、连通腔;12、侧孔;13、吸气机构;131、抽气泵;132、连通管;133、出气管;14、伸缩杆;15、密封板;16、固定套;17、风扇;18、底部孔;19、连通槽;20、卡板;21、卡槽;22、挡板;23、连接框;24、电动推杆;25、均料机构;251、出气框;252、气腔;253、加热管;254、气孔;255、通孔;26、供气泵;27、气管。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1至图7所示,本发明实施例提供了一种天地盖喷胶压合定位装置,包括定位框1,定位框1的顶面开设有适配槽2,定位框1的侧面设有转动定位机构3,定位框1的内部活动安装有移动框4,定位框1的侧面设有压合机构9,定位框1的顶面固定连接有支撑板5,支撑板5的顶面固定连接有顶部架6,顶部架6的底面分别设有推压机构7和喷胶机构8,移动框4内表面的底面开设有吸气孔10,移动框4的内表开设有连通腔11,移动框4的端面固定连通有吸气机构13,连通腔11的内部固定连接有伸缩杆14,伸缩杆14的端面固定安装有密封板15,移动框4的底面固定连通有固定套16,固定套16的内部设有风扇17,移动框4的内部开设有连通槽19。
第一实施例:定位过程中,随着外接气动吸附装置吸附抓取盒胚,并将盒胚移动至定位框1顶部位置处,使得盒胚位于移动框4的正上方,复位后启动推压机构7,使得推压机构7推动盒胚向下移动,同时盒胚前后的立面折板保持竖直,侧面的折耳与转动定位机构3接触并在推动下折叠,启动吸气机构13,随着抽气泵131启动并通过连通管132抽吸空气,使得连通管132通过连通的侧孔12抽吸连通腔11中的空气,从而使得连通腔11中气压降低,同时位于盒体底部的吸气孔10在盒体遮挡下抽吸盒体,使得盒体底部吸附并保持平整,从而使得盒体初步定位折叠成型后维持稳定,复位推压机构7,转动定位机构3摆动打开,电动推杆24启动并推动移动框4移动,随着移动过程启动喷胶机构8,使得喷胶机构8朝着前后两侧的盒体的立面折板喷出胶液,并在运送至压合机构9处时停止运行,随后压合机构9动作翻转,将立面折板翻转下折并粘贴,完成压合后关闭吸气机构13,启动连通腔11中的伸缩杆14,使得伸缩杆14带动密封板15移动,随着密封板15移动密封住侧孔12和外侧的吸气孔10,启动风扇17,随着风量通过底部孔18吹入到连通腔11中,使得开放的吸气孔10吹出空气,在盒体底部非对称推力作用下,使得盒体从底部吹起并翻转滚出移动框4,完成自动出料。
首先,通过在移动框4中开设连通腔11和吸气孔10,并配合端面安装的吸气机构13,在推压机构7将盒胚向着移动框4中推压成型时,随着盒胚初步折叠成型,同时盒体底部密封住吸气孔10,并在吸气机构13抽吸连通腔11中的空气时,降低连通腔11中的气压,在低压效果下利用吸气孔10抽吸密封吸气孔10顶部的盒体,进而使得复位推压机构7后,成型后盒体底部稳定吸附固定在移动框4中,避免盒体自身变形复位,保证在后续移动喷胶时具有稳定的定位喷胶位置,通过提高天地盖成型过程中的定位稳定,实现成型制备的效果。
此外,通过在连通腔11中增设伸缩杆14,并使得伸缩杆14固定连接密封板,在抽吸时密封板15位于连通槽19的下方,使得抽吸时每组吸气孔10均吸附住盒体,并在需要出料时通过改变密封板15的位置,实现侧孔12和外侧一组吸气孔10的密封,并在接触吸附效果下利用风扇17将气流通入到连通腔11中,并在盒体底部出现非对称分布的风力,并在非对称风力作用下推动成型盒体从移动框4中翻滚出,大大提高了实际出料的便捷性,实际自动出料结构简单,使用效果好。
如图2、图4和图5所示,移动框4的底面开设有底部孔18,底部孔18的上下两端分别与连通腔11和固定套16相连通,移动框4的端面开设有侧孔12,侧孔12与连通腔11相连通,连通槽19位于连通腔11的上方,连通槽19与连通腔11相连通,连通槽19的顶面尺寸大于密封板15的顶面尺寸,底部孔18的尺寸小于密封板15的尺寸,底部孔18位于连通槽19的正下方,吸气机构13包括抽气泵131、连通管132和出气管133,抽气泵131固定安装在移动框4的端面上,连通管132的一端与抽气泵131固定连通,连通管132的另一端与侧孔12相连通,出气管133固定连通在抽气泵131上。
在使用过程中通过利用底部孔18并控制底部孔18的位置,使得密封板15在密封住底部孔18时实现连通腔11中的抽吸降压,其中控制连通槽19的尺寸,使得密封底部孔18下每组吸气孔10不被密封,并在密封板15移动后实现外侧吸气孔10和侧孔12的密封,保证底部孔18打开的情况下实现内部通气,其中通过吸气机构13实现连通腔11中的气体抽吸。
如图1、图2、图3、图6和图7所示,转动定位机构3包括固定板31、电机32、摆动板33、定位挡块34和折叠曲杆35,固定板31固定安装在定位框1的侧面上,电机32设在固定板31的一侧,摆动板33与电机32的输出轴固定连接,定位挡块34和折叠曲杆35均固定安装在摆动板33的顶部,摆动板33的外表面与适配槽2活动套接,转动定位机构3的数量为四个,四个转动定位机构3每两个为一组共分为左右两组,一组转动定位机构3的底面固定安装有挡板22,挡板22的顶面与摆动板33固定连接,喷胶机构8的一侧设有均料机构25,顶部架6的顶面固定安装有供气泵26,供气泵26与均料机构25之间固定连通有气管27。
在使用过程中,通过现有的转动定位机构3上的定位挡块34和折叠曲杆35实现盒胚上裁切处折耳板的折叠,配合移动框4和挡板22实现盒胚初步成型的定位和这得,从而完成实际初步成型操作,两侧对称分布的转动定位机构3,实现两侧折耳的同时折叠,且通过利用现有的喷胶机构8完成盒体前后两侧立面折板的喷胶,保证现有装置中的压合机构9翻转压合立面折板时完成粘贴固定,实现完整的定位折叠成型,其中均料机构25用于均于喷涂的胶液,提高粘贴面积。
如图6和图7所示,均料机构25包括出气框251、气腔252、加热管253、气孔254和通孔255,出气框251固定安装在喷胶机构8的一侧,气腔252和通孔255分被开设在出气框251的内部和顶部,气孔254开设在出气框251的侧面上,通孔255的两端分别与气管27和气腔252相连通,气腔252的内部固定安装有加热管253,定位框1的端面固定安装有连接框23,连接框23的内部固定安装有电动推杆24,电动推杆24的活动端与移动框4固定连接,移动框4的侧面开设有卡槽21,定位框1的内表面固定连接有卡板20,卡槽21的内表面与卡板20活动套接。
在使用过程中,通过加热管253加热给入的气体,形成热空气的情况下降低胶液粘度,保证气流推动下便于胶液打开,提高胶液分散效果,且通过利用电动推杆24控制移动框4的移动,通过利用卡板20和卡槽21的活动套接,提高移动框4的移动稳定。
第二实施例:当进行移动喷胶时,随着胶液喷涂在立面折板的正面上,并在移动至均料机构25一侧时,随着供气泵26将气体通过气管27通入到均料机构25中,并启动加热管253,使得进入到均料机构25中出气框251中的气体升温,且升温后的气体通过侧面的气孔254吹向立面折板上的胶液,使得气流推动下使得胶液从中部向外侧扩散,使得胶液逐渐摊开同时附着面积增大,并在压合翻转立面折板时,完成充分压合粘贴。
首先,通过在喷胶机构8的一侧安装均料机构25,使得喷胶后的盒体跟随移动框4沿着均料机构25外侧移动,并利用供气泵26提供动力空气,使得动力空气在进入到出气框251中升温加热,形成的热空气吹向附着的胶液,并在气流推力下实现推挤的胶液的分散,从而提高胶液的实际附着面积,保证在压合翻转立面折板时,扩大立面折板的粘贴面积,进一步提高天地盖喷胶压合后的结构稳定,提高定位成型质量,使用效果好。
工作原理及使用流程:定位过程中,随着外接气动吸附装置吸附抓取盒胚,并将盒胚移动至定位框1顶部位置处,使得盒胚位于移动框4的正上方,复位后启动推压机构7,使得推压机构7推动盒胚向下移动,同时盒胚前后的立面折板保持竖直,侧面的折耳与转动定位机构3接触并在推动下折叠,启动吸气机构13,随着抽气泵131启动并通过连通管132抽吸空气,使得连通管132通过连通的侧孔12抽吸连通腔11中的空气,从而使得连通腔11中气压降低,同时位于盒体底部的吸气孔10在盒体遮挡下抽吸盒体,使得盒体底部吸附并保持平整,从而使得盒体初步定位折叠成型后维持稳定,复位推压机构7,转动定位机构3摆动打开,电动推杆24启动并推动移动框4移动,随着移动过程启动喷胶机构8,使得喷胶机构8朝着前后两侧的盒体的立面折板喷出胶液,并在运送至压合机构9处时停止运行,随后压合机构9动作翻转,将立面折板翻转下折并粘贴,完成压合后关闭吸气机构13,启动连通腔11中的伸缩杆14,使得伸缩杆14带动密封板15移动,随着密封板15移动密封住侧孔12和外侧的吸气孔10,启动风扇17,随着风量通过底部孔18吹入到连通腔11中,使得开放的吸气孔10吹出空气,在盒体底部非对称推力作用下,使得盒体从底部吹起并翻转滚出移动框4,完成自动出料;当进行移动喷胶时,随着胶液喷涂在立面折板的正面上,并在移动至均料机构25一侧时,随着供气泵26将气体通过气管27通入到均料机构25中,并启动加热管253,使得进入到均料机构25中出气框251中的气体升温,且升温后的气体通过侧面的气孔254吹向立面折板上的胶液,使得气流推动下使得胶液从中部向外侧扩散,使得胶液逐渐摊开同时附着面积增大,并在压合翻转立面折板时,完成充分压合粘贴。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。