一种先制袋后印刷的快制包装袋中间产品及其应用
文献发布时间:2024-01-17 01:14:25
技术领域
本发明涉及包装技术,特别是涉及一种先制袋后印刷的快制包装袋中间产品及其应用。
背景技术
现有含热封边的软包装袋,大多采用制版费高于同规格胶印十倍左右的凹版或柔版卷轮印刷,后在卷材供料的制袋机上制袋,这种采用卷材供料先印刷后制袋制造方式,大批量制造时速度快、质量好,制造成本低。由于凹版或柔版卷轮印刷的制版大费约是单张纸胶印的制版费的十倍,用于小批量制袋印刷成本相对较高,即使是采用数码卷轮印刷机等短版快印设备小批量印刷,印刷成本仍然较高,而且卷轮制袋机制袋在更换规格时调节麻烦,浪费材料,并不适合小批量制造。因此有必要研发一种先制袋后印刷、低制版费甚至零制版费的快制包装袋方案。
发明内容
本发明的目的在于提出一种先制袋后印刷的快制包装袋中间产品,以解决上述现有技术存在的技术问题。
本发明的又一目的在于提出一种先制袋后印刷的快制包装袋中间产品的应用,以解决上述现有技术存在的技术问题。
为此,本发明提出一种先制袋后印刷的快制包装袋中间产品,包括至少一个独立袋体,构成所述独立袋体的粘合边通过热压或胶粘剂粘合。
这种先制袋后印刷的快制包装袋中间产品的特点是:
所述独立袋体是开口粘合边封闭的独立袋体和/或开口置于共有的粘合边封闭区内的至少两个独立袋体;
所述独立袋体的内腔呈真空状态。
优选地,本发明的先制袋后印刷的快制包装袋中间产品还具有如下技术特征:
所述独立袋体是下列袋体中的至少一种:有一条折边的一边封袋、二边封袋、三边封袋、四纵边封尖底袋、自立袋、八边封装、风琴袋、以及带凸凹扣自立袋。
还包括至少两个独立袋体对称分布的联体袋体。
所述联体袋体的横向和/或纵向的中心线部位的面料只有正面料与背面料。
所述联体袋体是带凸凹自封扣的袋口相对的两列联体袋体。
优选地,本发明的先制袋后印刷的快制包装袋中间产品还具有如下进一步的技术特征:
所述后印刷是在末印刷和/或印刷有通用图文的快制包装袋中间产品上印刷用户订制的图文。
所述用于后印刷的面料上设有后续加工用对位标记,所述对位标记是印刷对位标记、压痕对位标记、冲孔对位标记中的至少一种。
本发明还提出一种先制袋后印刷的快制包装袋中间产品的应用。
这种先制袋后印刷的快制包装袋中间产品的应用,其特征在于:
包括以下步骤:
1)供应链上端制袋商按照使用类别批量制造不同规格的袋体内腔呈真空状态的先制袋后印刷的快制包装袋中间产品;
2)供应链上端/下端制袋商根据用户订制的图文,采用印刷图文的设备在步骤1完成的先制袋后印刷的快制包装袋中间产品进行以下制作中的一种:印刷图文、印刷图文后覆膜、以及印刷图文后上紫外线固化光油;
3)供应链上端/下端制袋商将步骤2完成的先制袋后印刷的快制包装袋中间产品裁切/模切成开口为袋口的袋体内腔非真空状态的单个包装袋成品。
优选地,本发明的先制袋后印刷的快制包装袋中间产品的应用还具有如下技术特征:
所述步骤1)的呈真空状态袋体内腔的制作,包括采用设置在制袋设备上的圆压圆压紧辊,挤压后端留有排气口的快制包装袋中间产品卷料,形成真空后封闭排气口。
所述步骤2)的印刷图文的设备是单张纸胶印机、紫外线固化油墨单张纸胶印机、打印机、复印机、丝印机以及数码印刷机中的一种。
所述单张纸胶印机的橡皮滚筒上的橡皮布设有两条环形凹槽,印刷带凸凹自封扣的袋口相对的两列联体袋体的先制袋后印刷的快制包装袋中间产品时, 所述两条环形凹槽对应于两列联体袋体的凸凹自封扣的最厚部位。
所述后印刷是在末印刷和/或印刷有通用图文的快制包装袋中间产品上印刷用户订制的图文;
所述用于后印刷的面料上设有后续加工用对位标记,所述对位标记是印刷对位标记、压痕对位标记、冲孔对位标记中的至少一种。
本发明与现有技术对比的有益效果包括:
制版费用少,印刷制袋总成本低,制袋速度快。本发明的袋体呈真空状态,可以选取最优方向将封闭的袋口送入用于包括印刷、复膜后加工的圆压圆制袋设备,避免发生因袋体内有空气被印刷滚筒挤压而破裂的现象,还可以防止胶印过程中易起皱以及被进纸双张检测传感器误测。
本发明适用于先按照使用类别大批量制造不同规格的袋体内腔呈真空状态的末印刷和/或印刷有通用图文的快制包装袋中间产品,后在快制包装袋中间产品上印刷用户订制的图文,最后裁切/模切成开口为袋口的袋体内腔非真空状态的单个包装袋成品。尤其适用于小批量订制彩色包装袋。
附图说明
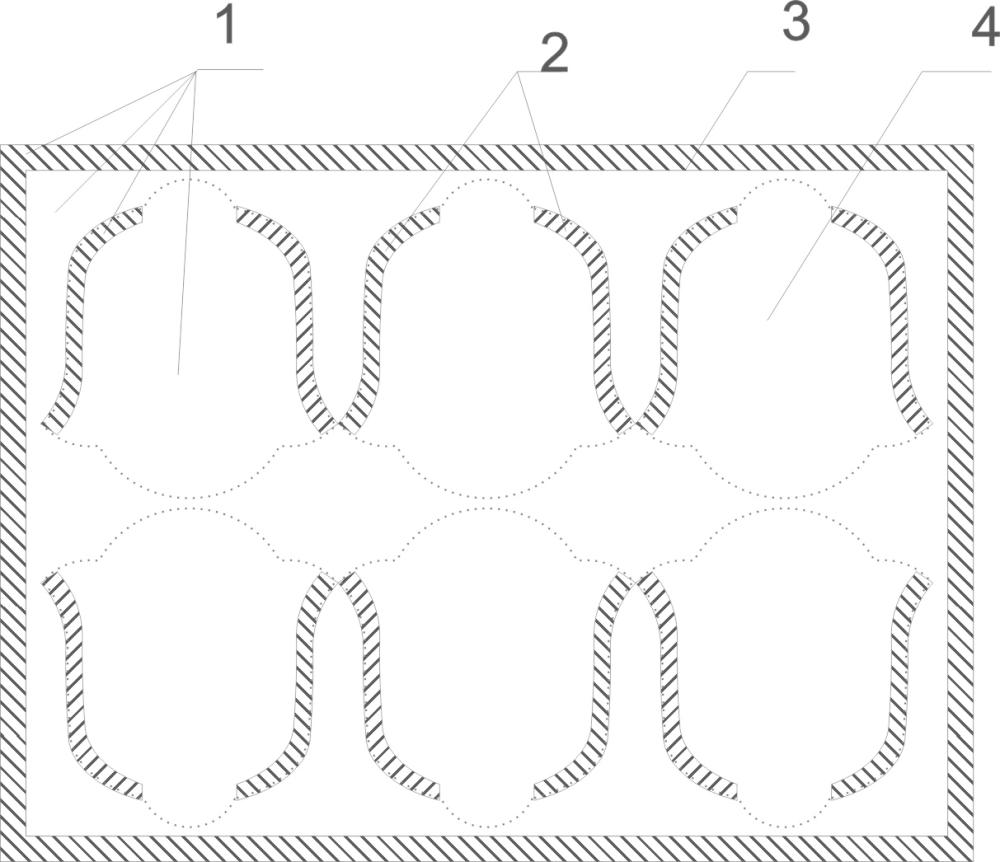
图1是本发明实施例一用于制造勺套的二边封联体快制包装袋中间产品的结构示意图,图中斜线部位是热封闭部位;
图2是本发明实施例一的单个勺套成品,图中斜线部位是热封闭部位;
图3是本发明实施例二用于制造带凸凹自封扣自立袋的快制包装袋中间产品结构示意图,图中斜线部位是热封闭部位。
图1、图2中的数字标记如下:
勺套快制包装袋中间产品1、袋体的粘合边2、四边框粘合边封闭区3、勺套袋体4。
图3的中数字标记如下:
自立袋快制包装袋中间产品5、凸凹自封扣6、自立袋袋体7、侧热封边8、底热封边9、两自立袋热封闭区10。
具体实施方式
下面结合具体实施方式并对照附图对本发明作进一步详细说明。应该强调的是,下述说明仅仅是示例性的,而不是为了限制本发明的范围及其应用。
参照图1~图3,将描述非限制性和非排他性的实施例,其中相同的附图标记表示相同的部件,除非另外特别说明。
实施例一:一种如图1、图2所示的先制袋后印刷的勺套快制包装袋中间产品1,包括六个独立勺套袋体4,十二条袋体的粘合边2是通过热压粘合的热封边,勺套快制包装袋中间产品1的正面料、背面料为40g淋膜纸,是用于后印刷的面料。四边框粘合边封闭区3为正面料和背面料边缘的热封边框。
六个独立勺套袋体4是十二个勺套开口置于共有的四边框粘合边封闭区3内;独立勺套袋体4的内腔呈真空状态。六个独立勺套袋体4是对称分布的内腔呈真空状态的联体勺套袋体4。
本实施例一制造勺套包括以下步骤:
1)供应链上端制袋商按照使用类别批量制造不同规格的袋体内腔呈真空状态的勺套快制包装袋中间产品1,呈真空状态勺套袋体4内腔的制作,包括采用设置在制袋设备上的圆压圆压紧辊,挤压后端留有排气口的快制包装袋中间产品卷料,形成真空后封闭排气口;
2)供应链上端/下端制袋商根据用户订制的图文,采用单张纸胶印机在勺套快制包装袋中间产品1印刷图文;
3)供应链上端/下端制袋商将完成步骤2的勺套快制包装袋中间产品1模切成如图2所示的开口为袋口的袋体内腔非真空状态的单个勺套成品。
本实施例一的勺套,采用先制勺套快制包装袋中间产品再印刷的制造方法,制版费用少,印刷制袋总成本低,制袋速度快。由于40g淋膜纸易打卷且淋膜面有粘性,单张淋膜纸难以送进彩色胶印机印刷,先制袋后印刷,正面料和背面料的淋膜面相对压合,相应增加了进纸厚度,可以克服淋膜纸打卷,容易送进彩色胶印机印刷,还可以防止胶印过程中易起皱以及被进纸双张检测传感器误测。
本实施例由设备先进的供应链上端制造商按照使用类别批量制造不同规格的勺套快制包装袋中间产品,供应链下端制造商不必投资制袋机,仅需印刷和模切设备就可以按照使用类别大批量或小批量制造不同规格的勺套包装袋。
实施例二:一种如图3的带凸凹自封扣6的自立袋快制包装袋中间产品5,包括四个带凸凹自封扣6的自立袋袋体7,自立袋快制包装袋中间产品5四个独立袋体左右两列对称分布,自立袋袋体7开口相对两个袋体的开口置于两侧热封边8和底热封边9组成的两自立袋共有的两自立袋热封闭区10内, 袋体呈真空状态。
自立袋快制包装袋中间产品5以袋口方向的垂直方向即纵向进入紫外线固化油墨单张纸胶印机印刷,单张纸胶印机的橡皮滚筒上的橡皮布设有两条环形凹槽,印刷带凸凹自封扣6的袋口相对的两列联体快制包装袋中间产品时,两条环形凹槽对应于两列联体袋体的凸凹自封扣6的最厚部位。
自立袋快制包装袋中间产品5的四个联体袋体的纵向的中心线部位的面料是用于后印刷的正面料与背面料,而纵向两边分别有正背面料和内折底面料四层面料,进纸双张检测传感器正对纵向中心线。
实施例二的优点:由于不同规格的自立袋凸凹扣自封扣至袋口的距离相差不大,这样橡皮滚筒上的橡皮布两条环形凹槽可以适合制造多种规格的自立袋中间产品。袋体呈真空状态,可以避免发生因袋体内有空气被印刷滚筒挤压而破裂的现象。
以上内容是结合具体实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,其还可以对这些已描述的具体实施方式做出若干替代或变型,而这些替代或变型方式都应当视为属于本发明的保护范围。