一种输水管道安装焊接工艺
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及管道安装焊接技术领域,具体为一种输水管道安装焊接工艺。
背景技术
输水管道的安装是集中供水工程中的一项重要的工程项目,安装质量的好坏,直接关系到工程能否正常发挥效益,干管上一处出现问题,将影响到全局。
管道施工中基本都需要进行焊接,以此达到所需的安装效果和安装长度,因此在管道施工中基本都需要进行组对、焊接操作,常规的组对、焊接都是在地上或台阶上完成;
由于输水管道的直径较大,且铺设管道的沟槽不平整,在铺设管道时,相邻的两个管道端口处会存在错口现象(错口现象表现为焊缝两侧外壁母材不在同一平面上,错口量大于10%母材厚度或超过4㎜),如果直接将相邻的两个管道端口焊接在一起,容易造成单边未熔现象,降低了相邻两个管道之间的焊接强度。
发明内容
本发明的目的在于提供一种输水管道安装焊接工艺,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:一种输水管道安装焊接工艺,包括以下步骤:
步骤1、测量放样:对已布控制网,分别在管线每个施工段的起点、转折点、终点处定出管线中线控制点;
步骤2、沟槽开挖:沿着管线中线两侧开挖,每隔5m测量开挖沟槽的标高,保证沟槽底部平整;
步骤3、沟槽处理:沟槽开挖完成后,在沟槽底部的一侧开设排水沟,将沟槽内的积水排出,然后在沟槽底部铺设砂石垫层;
步骤4、管道铺设:将输水管道铺设在沟槽内,相邻的两个管道端口对齐;
步骤5、管道预处理:相邻的两个管道端口处采用角磨机打磨处呈45度的倾斜边坡,并将相邻的两个管道端口之间的距离调节至4mm;
步骤6、管道焊接:在相邻的两个管道端口之间呈45度方向焊接,且钨针移动至错口内侧的管道端口处时停留0.5-0.8秒,直至将相邻的两个管道焊接在一起;
步骤7、管道表面处理:管道表面涂刷防锈漆,然后缠绕包裹玻璃布;
步骤8、沟槽回填:使用松散土壤回填沟槽,并采用蛙式打夯机夯实。
其中,在步骤6中,相邻的两个管道之间形成有焊缝,焊缝的宽度焊出坡口边缘3mm;焊缝表面余高小于1+0.2倍坡口边缘宽度,且小于4mm。
其中,所述焊缝的两侧咬边总长小于焊缝长度的10%,所述焊缝的深度小于0.5mm。
其中,所述焊缝的错边小于2mm。
其中,在步骤7中,管道表面先涂刷第一道防锈漆,然后在12小时后,在管道表面包裹住一层玻璃布,然后在涂刷第二道防锈漆。
其中,在步骤4中,管道铺设时,对于弯曲管道,先确定弯曲管道的弯曲角度和弯曲弧度,再根据弯曲管道的弯曲角度和弯曲弧度确定不同的支撑点,并不断调整弯曲管道的支撑点位置,直至将弯曲管道平稳的支撑在沟槽内。
其中,管道焊接时,采用吊机将相邻的两个管道悬空吊起,并保证相邻的两个管道处于同一水平上面。
其中,吊机的数量与需要焊接管道的数量对应,通过吊机将所有需要焊接的管道悬空吊起,为相邻两个管道直接的焊接提供空间。
其中,在所有管道焊接完成后,养护24小时,再将焊接完成的管道整体吊装在沟槽底部。
与现有技术相比,本发明的有益效果是:
1、本发明依次通过测量放样、槽开挖、沟槽处理、管道铺设、管道预处理、管道焊接、管道表面处理、沟槽回填,将输水管道安装在地下,施工简便、施工成本低;
2、本发明在相邻的两个管道焊接过程中,在相邻的两个管道端口之间呈45度方向焊接,且钨针移动至错口内侧的管道端口处时停留0.5-0.8秒,直至将相邻的两个管道焊接在一起,通过在错口内侧的管道端口处停留设置,保证错口内侧的管道端口处能够熔焊,避免出现单边未熔的现象,提高了相邻两个管道之间的焊接强度。
附图说明
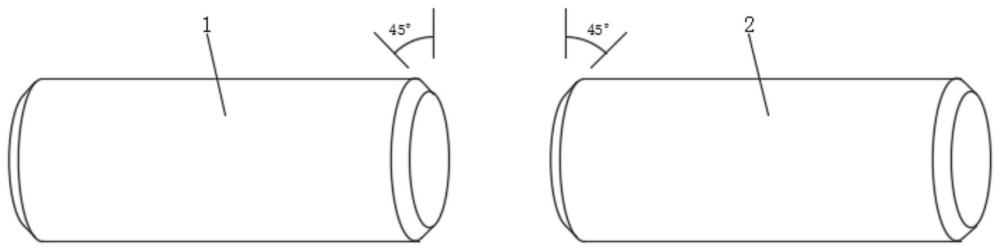
图1为本发明管道端口边坡结构示意图;
图2为本发明管道焊接拼装结构示意图;
图3为本发明管道焊接钨针走向示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
实施例1
请参阅图1-3,本实施例提供一种技术方案:一种输水管道安装焊接工艺,包括以下步骤:
步骤1、测量放样:对已布控制网,分别在管线每个施工段的起点、转折点、终点处定出管线中线控制点;
步骤2、沟槽开挖:沿着管线中线两侧开挖,每隔5m测量开挖沟槽的标高,保证沟槽底部平整,每日对开挖沟槽的标高进行复检,确保万无一失;
步骤3、沟槽处理:沟槽开挖完成后,在沟槽底部的一侧开设排水沟,将沟槽内的积水排出,然后在沟槽底部铺设砂石垫层;
步骤4、管道铺设:将输水管道铺设在沟槽内,选取相邻的两个管道(第一管道1和第二管道2),将第一管道1的端口和第二管道2的端口对齐;管道铺设时,对于弯曲管道,先确定弯曲管道的弯曲角度和弯曲弧度,再根据弯曲管道的弯曲角度和弯曲弧度确定不同的支撑点,并不断调整弯曲管道的支撑点位置,直至将弯曲管道平稳的支撑在沟槽内;
步骤5、管道预处理:采用吊机将相邻的两个管道悬空吊起,并保证相邻的两个管道处于同一水平上面,且吊机的数量与需要焊接管道的数量对应,通过吊机将所有需要焊接的管道悬空吊起,为相邻两个管道直接的焊接提供空间;然后相邻的第一管道1的端口和第二管道2端口处采用角磨机打磨处呈45度的倾斜边坡,并将相邻的第一管道1的端口和第二管道2端口之间的距离调节至4mm;
步骤6、管道焊接:相邻的第一管道1和第二管道2之间形成有焊缝,焊缝的宽度焊出坡口边缘3mm;焊缝表面余高小于1+0.2倍坡口边缘宽度,且小于4mm;焊缝的两侧咬边总长小于焊缝长度的10%,焊缝的深度小于0.5mm;焊缝的错边小于2mm,在相邻的第一管道1的端口和第二管道2端口之间呈45度方向焊接,且钨针移动至错口内侧的管道端口处时停留0.5-0.8秒,直至将相邻的第一管道1和第二管道2焊接在一起,通过在错口内侧的管道端口处停留设置,保证错口内侧的管道端口处能够熔焊,避免出现单边未熔的现象,提高了相邻第一管道1和第二管道2之间的焊接强度;
步骤7、管道表面处理:管道表面先涂刷第一道防锈漆,然后在12小时后,在管道表面包裹住一层玻璃布,然后在涂刷第二道防锈漆,在所有管道焊接完成后,养护24小时,再将焊接完成的管道整体吊装在沟槽底部;
步骤8、沟槽回填:使用松散土壤回填沟槽,并采用蛙式打夯机夯实。
实施例2
请参阅图1-3,本实施例提供一种技术方案:一种输水管道安装焊接工艺,包括以下步骤:
步骤1、测量放样:对已布控制网,分别在管线每个施工段的起点、转折点、终点处定出管线中线控制点;
步骤2、沟槽开挖:沿着管线中线两侧开挖,每隔5m测量开挖沟槽的标高,保证沟槽底部平整,每日对开挖沟槽的标高进行复检,确保万无一失;
步骤3、沟槽处理:沟槽开挖完成后,在沟槽底部的一侧开设排水沟,将沟槽内的积水排出,然后在沟槽底部铺设砂石垫层;
步骤4、管道铺设:将输水管道铺设在沟槽内,选取相邻的两个管道(第一管道1和第二管道2),将第一管道1的端口和第二管道2的端口对齐;管道铺设时,对于弯曲管道,先确定弯曲管道的弯曲角度和弯曲弧度,再根据弯曲管道的弯曲角度和弯曲弧度确定不同的支撑点,并不断调整弯曲管道的支撑点位置,直至将弯曲管道平稳的支撑在沟槽内;
步骤5、管道预处理:采用吊机将相邻的两个管道悬空吊起,并保证相邻的两个管道处于同一水平上面,且吊机的数量与需要焊接管道的数量对应,通过吊机将所有需要焊接的管道悬空吊起,为相邻两个管道直接的焊接提供空间;然后相邻的第一管道1的端口和第二管道2端口处采用角磨机打磨处呈45度的倾斜边坡,并将相邻的第一管道1的端口和第二管道2端口之间的距离调节至4mm;
步骤6、管道焊接:相邻的第一管道1和第二管道2之间形成有焊缝,焊缝的宽度焊出坡口边缘3mm;焊缝表面余高小于1+0.2倍坡口边缘宽度,且小于4mm;焊缝的两侧咬边总长小于焊缝长度的10%,焊缝的深度小于0.5mm;焊缝的错边小于2mm,在相邻的第一管道1的端口和第二管道2端口之间呈45度方向焊接,直至将相邻的第一管道1和第二管道2焊接在一起,通过在错口内侧的管道端口处停留设置,保证错口内侧的管道端口处能够熔焊,避免出现单边未熔的现象,提高了相邻第一管道1和第二管道2之间的焊接强度;
步骤7、管道表面处理:管道表面先涂刷第一道防锈漆,然后在12小时后,在管道表面包裹住一层玻璃布,然后在涂刷第二道防锈漆,在所有管道焊接完成后,养护24小时,再将焊接完成的管道整体吊装在沟槽底部;
步骤8、沟槽回填:使用松散土壤回填沟槽,并采用蛙式打夯机夯实。
试验例
在管道焊接完成后,按照目前最近似标准Q/SYGJX0210-2012《西气东输三线管道工程线路焊接技术规范》要求,对管道的焊接缝进行检验,其检验项目包括外观检查、RT检测和力学性能试验;
检查结果表明:采用实施例1的焊接工艺形成的焊缝外观成形均匀一致,焊缝及其附近表面上未出现裂纹、未熔合、气孔、夹渣、凹陷等缺陷;盖面焊缝宽度W比外表面坡口宽度每侧增加0.5mm~2.0mm之间,错边量≤1/8δ,焊缝表面余高h在0mm~2mm之间,咬边深度在0.2mm~0.5mm之间,外观检查合格;进行RT检测,符合《西气东输三线管道工程无损检测》射线标准的要求,RT检测合格;再进行力学性能试验,其拉伸试验、刻槽锤断试验、弯曲试验、低温冲击试验、宏观金相、硬度试验等均符合Q/SYGJX0210-2012标准的要求;
采用实施例2的焊接工艺形成的焊缝外观成形不均匀,焊缝及其附近表面出现裂纹、未熔合、气孔、夹渣、凹陷等缺陷,外观不合格;进行RT检测,符合《西气东输三线管道工程无损检测》射线标准的要求,RT检测合格;再进行力学性能试验,其拉伸试验、刻槽锤断试验、硬度试验等均不符合Q/SYGJX0210-2012标准的要求。
综上所述,本申请依次通过测量放样、槽开挖、沟槽处理、管道铺设、管道预处理、管道焊接、管道表面处理、沟槽回填,将输水管道安装在地下,施工简便、施工成本低;在相邻的两个管道焊接过程中,在相邻的两个管道端口之间呈45度方向焊接,且钨针移动至错口内侧的管道端口处时停留0.5-0.8秒,直至将相邻的两个管道焊接在一起,通过在错口内侧的管道端口处停留设置,保证错口内侧的管道端口处能够熔焊,避免出现单边未熔的现象,提高了相邻两个管道之间的焊接强度。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。