一种聚酯薄膜绕包铝扁线
文献发布时间:2023-06-19 09:54:18
技术领域
本发明涉及铝扁线领域,特别涉及一种聚酯薄膜绕包铝扁线。
背景技术
扁线,也称压扁线、平角线材或超窄带材,指的是截面近似圆角矩形的异性金属丝,相比常见的圆丝,扁丝这种形态在散热性、焊接接触面积、抗疲劳度、硬度控制等方面都具有独特的优势,扁线的材制包括不锈钢、碳钢、铂金、高纯铝和其他合金,其中的铝扁线广泛应用于机械制造、电力工程以及医疗用品等领域,而聚酯薄膜是一种高分子塑料薄膜,它是一种无色透明,有光泽的薄膜,性能优良,刚性,硬度及韧性高,耐穿刺,耐摩擦,耐高温和低温,耐化学药品性,耐油性,气密性和保鲜性良好,是常用的阻透性复合薄膜基材之一,常用的铝扁线经过一次轧制加工制成,可能出现表面尺寸不平均等问题,同时,常用铝扁线缺乏聚脂薄膜所具有的众多优良性能,不利于铝扁线的长期使用。
发明内容
本发明的主要目的在于提供一种聚酯薄膜绕包铝扁线,可以有效解决背景技术中的问题。
为实现上述目的,本发明采取的技术方案为:
一种聚酯薄膜绕包铝扁线,包括铝扁线主体与中间绕柱,所述铝扁线主体外圈设置有聚脂薄膜层,所述铝扁线主体位于中间绕柱外圈位置,所述中间绕柱两端在铝扁线主体外侧位置均设置有圆形挡板,所述中间绕柱与圆形挡板之间通过焊接进行固定,该聚酯薄膜绕包铝扁线的生产工艺,包括以下步骤:
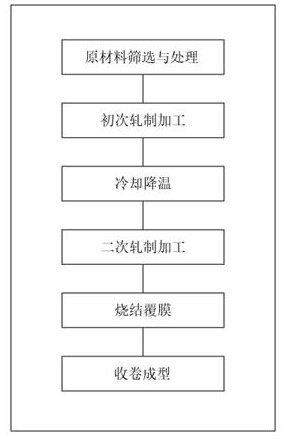
S1:原材筛选与处理,选取适量表面完整的原材铝杆,然后利用矫直机对原材铝杆进行矫直加工,接着使用冷脱剂对铝杆进行第一次清洗,最后再将清洗后的铝杆放入清洗池内,进行第二次清洗,得到预制原材铝杆;
S2:初次轧制加工,将获得的预制原材铝杆通过挤压成型模具与加热拉丝设备进行第一次拉伸与压扁加工,获得初锻铝扁线,然后向清洗池内注入中性铝材清洗剂并进行加热,将初次轧制加工后的初锻铝扁线放入清洗池内进行清洗;
S3:冷却降温,使用工业声波雾化设备,将清水进行雾化后形成水雾,接着将水雾喷洒到清洗后的初锻铝扁线表面,进行冷却降温处理;
S4:二次轧制加工,取得冷却处理后的初锻铝扁线,然后配合挤压成型模具进行第二次压扁加工,获得铝扁线原材;
S5:烧结覆膜,在铝扁线原材上叠包覆膜,然后对叠包覆膜后的铝扁线进行烧结熔覆,接着对烧结熔覆后的铝扁线进行聚脂薄膜绕包浸漆烘焙处理,对铝扁线进行双层聚脂薄膜绕包,各层之间均进行浸漆烘焙处理,最后在经处理后的铝扁线表面涂上自粘漆进行烘焙固化,使铝扁线与薄膜之间粘贴固定成整体;
S6:收卷成型,对涂漆后的铝扁线进行静置,然后进行收卷并包装,最后入库;
优选的,所述S1步骤中,原材料铝杆要求表面光滑,无破损、凹陷,清洗池内采用清水进行第二次清洗。
优选的,所述S2与S4步骤中,铝杆在挤压成型时温度保持在400℃以上,压力维持在1200Mpa。
优选的,所述S3步骤中,喷洒水雾直至初锻铝扁线的表面温度降至50℃以下。
优选的,所述S5步骤中,叠包覆膜采用聚酰亚胺薄膜,铝扁线涂上自粘漆进行烘焙时,烘焙温度维持在200℃-250℃之间,直至表面干燥。
优选的,所述S6步骤中,涂漆后的铝扁线静置时间为1h。
与现有技术相比,本发明具有如下有益效果:
通过对原材铝杆进行精细筛选,获得高质量的原材,再通过对铝杆进行矫直以及清洗,确保加工前的铝杆品相良好,通过对原材铝杆进行两侧拉伸与压扁加工,以获得更加的轧制效果,避免因一次加工而导致的铝扁线表面尺寸不均,通过在铝扁线表面叠包覆膜,方便对后续的聚脂薄膜绕包进行处理,最后经过浸漆烘焙以及涂上自粘漆,使铝扁线表面附着聚脂薄膜,使其获得耐穿刺、耐摩擦、耐化学药品性以及阻透性等众多优良特点。
附图说明
图1为本发明一种聚酯薄膜绕包铝扁线的结构示意图;
图2为本发明一种聚酯薄膜绕包铝扁线的正视图;
图3为本发明一种聚酯薄膜绕包铝扁线的生产工艺流程图。
图中:1、铝扁线主体;2、聚脂薄膜层;3、中间绕柱;4、圆形挡板。
具体实施方式
为使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
在本发明的描述中,需要说明的是,术语“上”、“下”、“内”、“外”“前端”、“后端”、“两端”、“一端”、“另一端”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“设置有”、“连接”等,应做广义理解,例如“连接”,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
如图1-3所示,本发明涉及一种聚酯薄膜绕包铝扁线,包括铝扁线主体1与中间绕柱3,铝扁线主体1外圈设置有聚脂薄膜层2,铝扁线主体1位于中间绕柱3外圈位置,中间绕柱3两端在铝扁线主体1外侧位置均设置有圆形挡板4,中间绕柱3与圆形挡板4之间通过焊接进行固定,该聚酯薄膜绕包铝扁线的生产工艺,包括以下步骤:
S1:原材筛选与处理,选取适量表面完整的原材铝杆,然后利用矫直机对原材铝杆进行矫直加工,接着使用冷脱剂对铝杆进行第一次清洗,最后再将清洗后的铝杆放入清洗池内,进行第二次清洗,得到预制原材铝杆;
S2:初次轧制加工,将获得的预制原材铝杆通过挤压成型模具与加热拉丝设备进行第一次拉伸与压扁加工,获得初锻铝扁线,然后向清洗池内注入中性铝材清洗剂并进行加热,将初次轧制加工后的初锻铝扁线放入清洗池内进行清洗;
S3:冷却降温,使用工业声波雾化设备,将清水进行雾化后形成水雾,接着将水雾喷洒到清洗后的初锻铝扁线表面,进行冷却降温处理;
S4:二次轧制加工,取得冷却处理后的初锻铝扁线,然后配合挤压成型模具进行第二次压扁加工,获得铝扁线原材;
S5:烧结覆膜,在铝扁线原材上叠包覆膜,然后对叠包覆膜后的铝扁线进行烧结熔覆,接着对烧结熔覆后的铝扁线进行聚脂薄膜绕包浸漆烘焙处理,对铝扁线进行双层聚脂薄膜绕包,各层之间均进行浸漆烘焙处理,最后在经处理后的铝扁线表面涂上自粘漆进行烘焙固化,使铝扁线与薄膜之间粘贴固定成整体;
S6:收卷成型,对涂漆后的铝扁线进行静置,然后进行收卷并包装,最后入库。
S1步骤中,原材料铝杆要求表面光滑,无破损、凹陷,清洗池内采用清水进行第二次清洗,S2与S4步骤中,铝杆在挤压成型时温度保持在400℃以上,压力维持在1200Mpa,S3步骤中,喷洒水雾直至初锻铝扁线的表面温度降至50℃以下,S5步骤中,叠包覆膜采用聚酰亚胺薄膜,铝扁线涂上自粘漆进行烘焙时,烘焙温度维持在200℃-250℃之间,直至表面干燥,S6步骤中,涂漆后的铝扁线静置时间为1h。
需要说明的是,本发明为一种聚酯薄膜绕包铝扁线,先选组适量的原材铝杆,然后在其中挑选表面完整、无破损、凹陷的优质铝杆,然后对铝杆进行矫直加工,接着使用冷脱剂对铝杆表面进行第一次清洗,取出杂质,然后放入清洗池内利用清水再次洗净,获得预制原材铝杆,然后利用加压成型模具以及加热拉丝设备对铝杆进行第一次轧制加工,获得初锻铝扁线,然后向清洗池内加入中性铝材清洗剂并进行加热,然后将初锻铝扁线放入清洗池内进行清洗,接着使用工业声波雾化设备,将清水雾化成水雾,并均匀喷洒到初锻铝扁线表面,进行有效降温,使其温度降低至50摄氏度以下,然后将初锻铝扁线再次放入加压成型模具内进行二次轧制,获得铝扁线原材;然后在铝扁线原材上叠包覆膜,并对叠包覆膜后的铝扁线进行烧结熔覆,接着对烧结熔覆后的铝扁线进行聚脂薄膜绕包浸漆烘焙处理,对铝扁线进行双层聚脂薄膜绕包,各层之间均进行浸漆烘焙处理,最后在经处理后的铝扁线表面涂上自粘漆进行烘焙固化,使铝扁线与薄膜之间粘贴固定成整体,最后将涂漆后的铝扁线静置1h,然后收卷成型入库即可,使其具有耐穿刺、耐摩擦、耐化学药品性以及阻透性等众多优良特点。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种自粘性玻璃丝包聚酯薄膜绕包铝扁线用放线装置
- 一种聚酯薄膜绕包铝扁线