一种带有可调式机械臂的管道自动焊接装置及方法
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及核级阀门管道焊接技术领域,具体涉及一种带有可调式机械臂的管道自动焊接装置及方法。
背景技术
反应堆核岛内管道由于辐射剂量大,空间狭小、管道复杂,有很多空间不可达的位置,如图1所示的待焊弯管,弯管待焊位置的直段距离只有不足50mm,而普通自动焊机的机头夹持距离最小为50mm,无法实现管道的自动焊接。因此,需专门设计一种自动焊接机头以满足核岛狭小空间内管道焊缝的自动化焊接。
目前,国内外均无能够满足图1所示尺寸的自动焊接机头。
发明内容
本发明的目的在于提供一种带有可调式机械臂的管道自动焊接装置及方法,以实现对核岛内放射性环境下、狭小空间核级阀门管道的自动焊接。
本发明通过下述技术方案实现:
一种带有可调式机械臂的管道自动焊接装置,包括夹块、固定盘、可调式机械臂和机头;
所述夹块与待焊弯管的竖直段可拆卸式连接;所述固定盘可拆卸式设置在待焊弯管的水平段上,所述可调式机械臂一端与夹块可拆卸式连接,另一端与固定盘可拆卸式连接,所述可调式机械臂用于对焊缝进行定位(即可通过可调式机械臂调节固定盘与待焊弯管的相对位置实现焊缝定位),所述机头包括焊枪、旋转盘和电机,所述焊枪安装在旋转盘上,所述旋转盘可拆卸式连接在固定盘上,所述旋转盘由电机驱动旋转。
本发明通过可调式机械臂调节机头的最小夹持距离,实现狭小空间核级阀门管道的自动焊接。
本发明所述夹块与待焊弯管的竖直段连接,用于对可调式机械臂起到支承作用,所述可调式机械臂为现有技术所述可调式机械臂型号为WXZ6-1,所述可调式机械臂固定在夹块上,可实现上下调节和左右调节,并实现机头与管道的对中;所述机头通过螺栓与固定盘连接在一起,并可实现阀门管道焊缝的自动焊接;所述电机和焊枪均为现有技术。
本发明在焊接操作开始之前,通过可调节式机械臂对焊缝进行定位,焊缝定位完成后,通过螺栓将固定盘固定在管道上,固定盘与旋转盘的外盘通过螺栓相连接(旋转盘由外盘和内盘构成,固定盘与旋转盘外盘不转动),在电机的驱动下,旋转盘的内盘通过内部齿轮带动焊枪围绕管道旋转。
因此,本发明通过设置可调式机械臂,能够调整机头与待焊弯管的对中度,使待焊弯管的中心与机头的旋转中心重合,实现了核岛内焊缝直段距离不足的阀门管道的自动焊接,确保了阀门管道的焊接质量,提高了焊接效率。
进一步地,固定盘为U形板,所述U形板倒立设置在待焊弯管的水平段上。
进一步地,U形板的2个侧壁之间的间距与待焊弯管的外径相等,所述U形板的内侧底部与待焊弯管具有相同的弧度。
上述设置能够很好的实现固定盘的滑动。
进一步地,旋转盘上设置靠口向下的U形槽,所述U形槽与待焊弯管匹配。
进一步地,旋转盘上在待焊弯管的两侧对称设置有2个限位块,2个限位块之间的间距与待焊弯管的外径相等。
所述限位块的设置能够提高固定盘滑动的稳定性。
进一步地,限位块为方形块,所述限位块与旋转盘垂直设置,所述限位块的高度大于等于待焊弯管的外径。
进一步地,可调式机械臂对称设置有2个,2个可调式机械臂设置在待焊弯管的两侧。
进一步地,可拆卸式连接为螺钉连接。
基于一种带有可调式机械臂的管道自动焊接装置的焊接方法,包括以下步骤:
S1、将夹块固定在待焊弯管的竖直段上;
S2、将可调式机械臂一端安装在夹块上,另一端固定在固定盘上,将固定盘放置在待焊弯管的水平段上;
S3、调节可调式机械臂,使待焊弯管的中心与机头的旋转中心重合,然后将固定盘固定在待焊弯管的水平段上;
S4、将旋转盘的外盘与固定盘通过螺栓连接;
S5、启动电机,旋转盘的内盘通过内部齿轮带动焊枪围绕管道旋转对待焊弯管进行焊接,直到焊接完成。
本发明与现有技术相比,具有如下的优点和有益效果:
1、本发明通过设置可调式机械臂,能够调整机头与待焊弯管的对中度,使待焊弯管的中心与机头的旋转中心重合,实现了核岛内焊缝直段距离不足的阀门管道的自动焊接,确保了阀门管道的焊接质量,提高了焊接效率。
2、本发明通过对固定盘的结构进行优化设计,以及设置限位块,能够提高固定盘滑动的稳定性。
附图说明
此处所说明的附图用来提供对本发明实施例的进一步理解,构成本申请的一部分,并不构成对本发明实施例的限定。在附图中:
图1为反应堆核岛内待焊弯管的结构示意图;
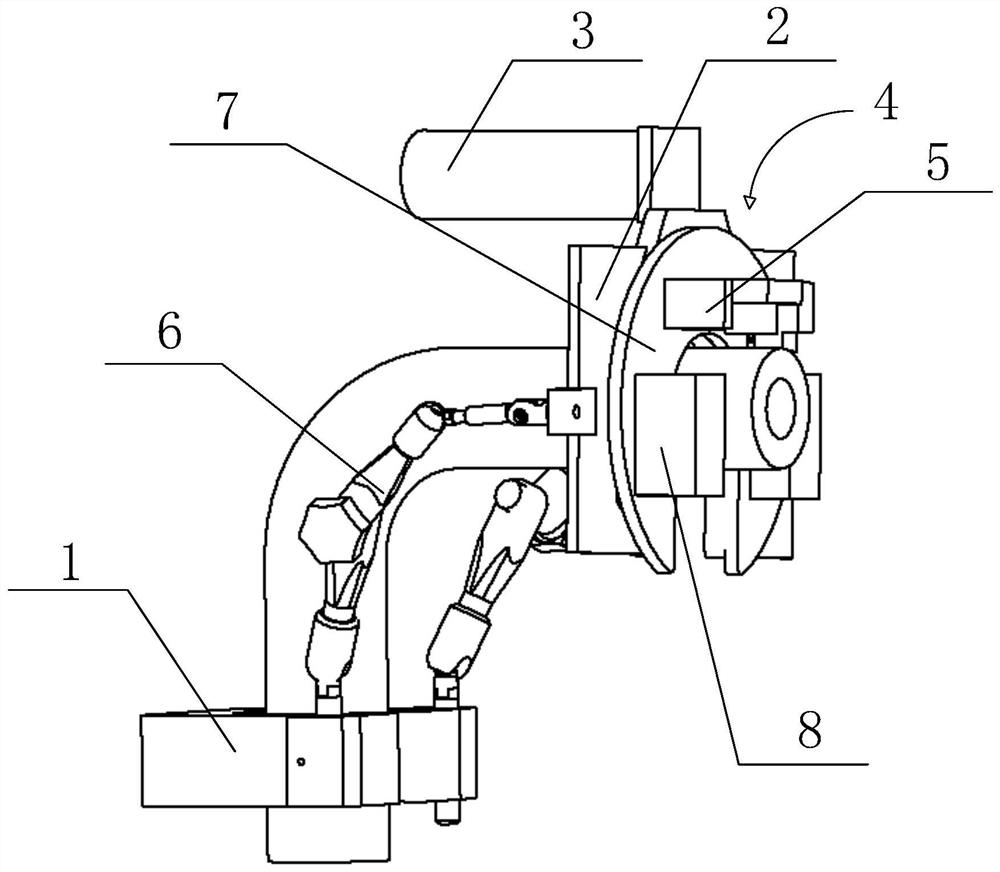
图2为自动焊接装置用于焊接待焊弯管的示意图。
附图中标记及对应的零部件名称:
1-夹块,2-固定盘,3-电机,4-机头,5-焊枪,6-可调式机械臂,7-旋转盘,8-限位块。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
实施例1:
如图2所示,一种带有可调式机械臂的管道自动焊接装置,包括夹块1、固定盘2、可调式机械臂6、电机3、机头4和焊枪5;
所述夹块1与待焊弯管的竖直段通过螺钉连接;所述固定盘2通过螺栓设置在待焊弯管的水平段上,具体地,所述固定盘2为U形板,所述U形板倒立设置在待焊弯管的水平段上,所述U形板的2个侧壁之间的间距与待焊弯管的外径相等,所述U形板的内侧底部与待焊弯管具有相同的弧度,所述可调式机械臂6一端与夹块1通过螺钉连接,另一端与固定盘2通过螺钉连接,所述可调式机械臂6对焊缝进行定位,所述机头4包括焊枪5、旋转盘7和电机3,所述焊枪5安装在旋转盘7上,所述旋转盘7可拆卸式连接在固定盘2上,所述旋转盘7由电机3驱动;所述可调式机械臂6对称设置有2个,2个可调式机械臂6设置在待焊弯管的两侧。
本实施例的焊接方法包括以下步骤:
S1、将夹块1固定在待焊弯管的竖直段上;
S2、将可调式机械臂6一端安装在夹块1上,另一端固定在固定盘2上,将固定盘2放置在待焊弯管的水平段上;
S3、调节可调式机械臂6,使待焊弯管的中心与机头4的旋转中心重合,然后将固定盘2固定在待焊弯管的水平段上;
S4、将旋转盘7的外盘与固定盘2通过螺栓连接;
S5、启动电机3,旋转盘7的内盘通过内部齿轮带动焊枪5围绕管道旋转对待焊弯管进行焊接,直到焊接完成。
在本实施例中,可调式机械臂6能够调整机头4与待焊弯管的对中度,使待焊弯管的中心与机头4的旋转中心重合,实现了核岛内焊缝直段距离不足的阀门管道的自动焊接,确保了阀门管道的焊接质量,提高了焊接效率。
实施例2:
如图2所示,本实施例基于实施例1,所述旋转盘7上设置靠口向下的U形槽,所述U形槽与待焊弯管匹配。
实施例3:
如图2所示,本实施例基于实施例1,
所述旋转盘7上在待焊弯管的两侧对称设置有2个限位块8,2个限位块8之间的间距与待焊弯管的外径相等;所述限位块8为方形块,所述限位块8与旋转盘7垂直设置,所述限位块8的高度大于等于待焊弯管的外径。
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种带有可调式机械臂的管道自动焊接装置及方法
- 一种带有可调式机械臂的管道自动焊接装置及方法