一种造纸毛毯、造纸毛毯的制备方法和造纸机设备
文献发布时间:2023-06-19 12:00:51
技术领域
本申请涉及纺织技术领域,特别是涉及一种造纸毛毯、造纸毛毯的制备方法和造纸机设备。
背景技术
造纸毛毯是造纸机压榨部必不可少的消耗品,不同的原料、编织方法和制作工艺制成的造纸毛毯在纸页表面平整性上会产生不同的效果。
其中,特种纸对造纸毛毯的要求较高,应用于特种纸机上的造纸毛毯克重较低且厚度较薄,所以造纸机对其纠偏过程中易出现打折现象,且边部容易被磨烂。
发明内容
本申请主要解决的技术问题是提供一种造纸毛毯、造纸毛毯的制备方法和造纸机设备,能够防止造纸毛毯的边部被磨烂或者出现打折现象。
为解决上述技术问题,本申请采用的一个技术方案是:提供一种造纸毛毯,该造纸毛毯定义有主体部和位于主体部两侧边缘的边部,造纸毛毯包括层叠设置的基布层和纤维层;其中,边部的纤维层的厚度大于主体部的纤维层的厚度。
其中,造纸毛毯至少包括依序层叠设置的面层纤维层、基布层和底层纤维层;边部还包括加固层,加固层设置于面层纤维层远离基布层的一侧。
其中,加固层包括加固纤维层。
其中,加固纤维层的纤维原料包括锦纶纤维;其中,锦纶纤维的克重为145-155g/m
其中,基布层至少包括第一基布层和第二基布层,第一基布层和第二基布层层叠设置;其中,第一基布层的组织结构包括1/3或1/5纬二重组织;和/或第二基布层的组织结构包括1/2斜纹组织;和/或第一基布层由第一经线和第一纬线编织形成,第一经线为单丝,第一纬线为股线;和/或第二基布层由第二经线和第二纬线编织形成,第二经线为单丝和/或股线,第二纬线为股线;和/或第一经线的原料包括锦纶单丝,第一纬线和第二纬线的原料包括锦纶股线,第二经线的原料包括锦纶单丝和/或锦纶股线;和/或锦纶单丝的细度为500D-950D,锦纶股线的细度为1400D。
其中,造纸毛毯至少包括依序层叠设置的面层纤维层、基布层和底层纤维层,面层纤维层包括表层纤维层和里层纤维层,里层纤维层设置于表层纤维层和基布层之间;里层纤维层的纤维细度大于表层纤维层的纤维细度,里层纤维层的纤维细度大于或等于底层纤维层的纤维细度。
其中,表层纤维层的纤维细度为3D-10D,里层纤维层的纤维细度为25D-30D,底层纤维层的纤维细度为20D-30D。
为解决上述技术问题,本申请采用的另一个技术方案是:提供一种造纸毛毯的制备方法,该造纸毛毯的制备方法包括:提供基布层,基布层定义有主体部和位于主体部两侧边缘的边部;在基布层的主体部和边部上形成纤维层,其中,边部的纤维层的厚度大于主体部的纤维层的厚度。
其中,在基布层的主体部和边部上形成纤维层包括:分别在基布层的两侧针刺形成面层纤维层和底层纤维层;在面层纤维层远离基布层一侧的边部针刺形成加固纤维层。
其中,对加固纤维层进行针刺处理。
为解决上述技术问题,本申请采用的另一个技术方案是:提供一种造纸机设备,该造纸机设备包括上述的造纸毛毯。
本申请的有益效果是:区别于现有技术的情况,本申请提供一种造纸毛毯、造纸毛毯的制备方法和造纸机设备,该造纸毛毯定义有主体部和位于主体部两侧边缘的边部,造纸毛毯包括层叠设置的基布层和纤维层;其中,边部的纤维层的厚度大于主体部的纤维层的厚度。边部的厚度相对主体部增大,使得边部的硬挺度增大,从而使造纸毛毯在造纸机上运作时不易被磨烂;并且,由于造纸机是高速运转的,造纸毛毯在反复使用时会出现位置偏移现象,边部厚度的增大能够避免挡边器在纠偏过程中造纸毛毯出现打折现象。
附图说明
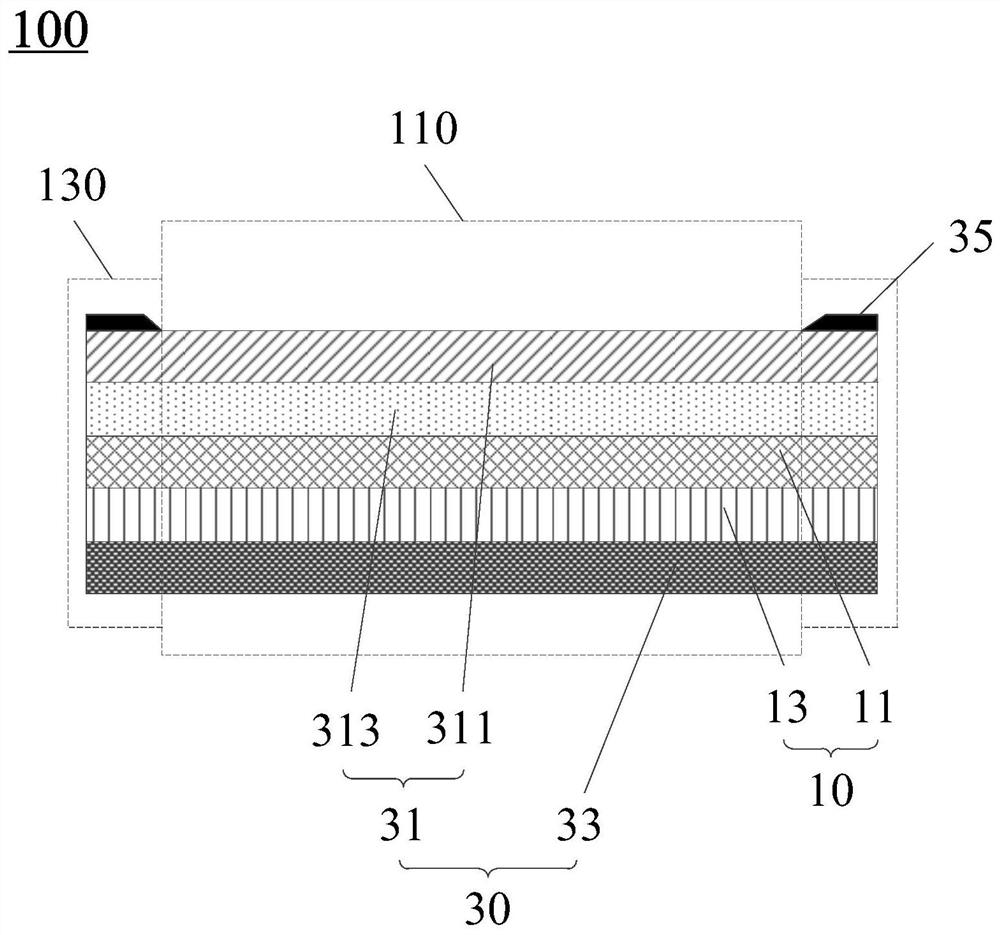
图1是本申请所提供的造纸毛毯一实施方式的剖切结构示意图;
图2是本申请所提供的造纸毛毯一实施方式的立体结构示意图;
图3是图2所示第一基布层一实施方式的编织结构示意图;
图4是图2所示第二基布层一实施方式的编织结构示意图;
图5是本申请所提供的造纸毛毯的制备方法一实施方式的流程示意图;
图6是本申请所提供的造纸毛毯的制备方法中在基布层的主体部和边部上形成纤维层的流程示意图。
具体实施方式
为使本申请的目的、技术方案和优点更加清楚,下面将结合本申请的实施例,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。在不冲突的情况下,下述的实施例及实施例中的特征可以相互组合。
需要说明,若本申请实施例中有涉及“第一”、“第二”等的描述,则该“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本申请要求的保护范围之内。
概况来说,本申请提供一种造纸毛毯、造纸毛毯的制备方法和造纸机设备,该造纸毛毯定义有主体部和位于主体部两侧边缘的边部,造纸毛毯包括层叠设置的基布层和纤维层;其中,边部的纤维层的厚度大于主体部的纤维层的厚度。边部的厚度相对主体部增大,使得边部的硬挺度增大,从而使造纸毛毯在造纸机上运作时不易被磨烂;并且,由于造纸机是高速运转的,造纸毛毯在反复使用时会出现位置偏移现象,边部厚度的增大能够避免挡边器在纠偏过程中造纸毛毯出现打折现象。
请参阅图1,图1是本申请所提供的造纸毛毯一实施方式的剖切结构示意图。本申请提供一种造纸毛毯100,造纸毛毯100可用于纸张成形、湿纸压榨脱水和输送等。其中,造纸毛毯100可以是湿毯、上毯或者干毯,可根据实际使用场景具体设置,在此不做具体限定。需要说明的是,为了方便描述,本申请将以造纸毛毯100为湿毯为例对本申请的技术方案进行描述,但不应仅限于此。
在一实施方式中,造纸毛毯100应用于特种纸造纸机,用于对特种纸纸页进行脱水以及纸页成形处理等。特种纸是将不同的纤维利用抄纸机抄制成具有特殊机能的纸张,是具有特殊用途的、产量比较小的纸张,所以特种纸相对普通纸张对纸页表面平整度要求高,因此要求特种纸机上的造纸毛毯100克重低且厚度薄,而克重低且厚度薄的造纸毛毯100的边缘容易被磨烂且纠偏过程中容易出现打折现象。在其他实施方式中,造纸毛毯100也可应用于生产制造其他纸张的造纸机,在此不做具体限定。
请继续参阅图1,造纸毛毯100定义有主体部110和位于主体部110两侧边缘的边部130。主体部110用于在造纸机上带水运转而压榨纸页使之脱水,同时对纸页的表面平整性进行修饰使其表面平整光滑;边部130位于主体部110两侧边缘,能够增强造纸毛毯100边缘部挺度,防止造纸毛毯100纠偏过程中出现打折现象。
造纸毛毯100包括层叠设置的基布层10和纤维层30。基布层10相当于造纸毛毯100中的骨架,起到支撑纤维层30的作用并使造纸毛毯100具有一定的强度,从而使得造纸毛毯100在受到造纸机的牵引力作用时不易被拉断;纤维层30可看作是附着于基布层10上的纤维网,能够吸收纸页的水分,使之脱水,并且能够对纸页的表面进行修饰,使纸页的表面平整光滑。
其中,边部130处的纤维层30的厚度大于主体部110的纤维层30的厚度,使得边部130的厚度相较于主体部110增大,从而增大边部130的硬挺度,使得造纸毛毯100在造纸机上运作时边部130不易被磨烂;另外,由于造纸机是高速运转的,边部130厚度的增大能够避免挡边器在纠偏过程中造纸毛毯100出现打折现象。
请继续参阅图1,在一实施方式中,造纸毛毯100至少包括依序层叠设置的面层纤维层31、基布层10和底层纤维层33。为了使边部130处的纤维层30厚度大于主体部110处的纤维层30的厚度,造纸毛毯100的边部130还包括加固层35,加固层35设置在面层纤维层31远离基布层10的一侧,通过在面层纤维层31远离基布层10的一侧设置加固层35,从而使得边部130相对于主体部110增加了一层,即使得边部130的厚度相对于主体部110的厚度增大,从而使得边部130的硬挺度增大,防止造纸毛毯100在造纸机上运作时被磨烂,并且能够避免挡边器在纠偏过程中造纸毛毯100出现打折现象。在其他实施方式中,加固层35也可以设置在面层纤维层31朝向基布层10的一侧、底层纤维层33远离或者朝向基布层10的一侧或者同时设置在面层纤维层31朝向基布层10的一侧和面层纤维层31远离基布层10的一侧等,可根据实际使用需要具体设置,在此不做具体限定。另外,加固层35的层数可根据实际使用需要具体设置,在此不做具体限定。
可选地,在一实施方式中,加固层35为加固纤维层。由于造纸毛毯100中本身包括有纤维层30,加固纤维层能够更好地与纤维层30连接,使加固纤维层和造纸毛毯100本身具有的纤维层30结合地更加紧密,从而使得增设有加固层35的边部130更加牢固结实,不易在使用时被磨烂,同时由于增加了一层纤维层30,使得造纸毛毯100的容水空间更大,从而提高了造纸毛毯100的滤水性能。在其他实施方式中,加固层35也可以是其他材质制成,或者也可以是通过其他方式对边部130加厚或者加固,可根据实际使用场景或者需要具体设置,在此不做具体限定。
可选地,在一实施方式中,加固纤维层的纤维原料是克重为145-155g/m
请继续参阅图1,在一具体实施方式中,面层纤维层31包括表层纤维层311和里层纤维层313,里层纤维层313设置在表层纤维层311和基布层10之间,即造纸毛毯100至少包括依序层叠设置的表层纤维层311、里层纤维层313、基布层10和底层纤维层33,也就是说,基布层10远离底层纤维层33的一侧设置有两层纤维层30,从而提高了面层纤维层31的强力,防止在使用时面层纤维层31的断裂,并且提高了面层纤维层31的回弹性,使得在挤压纸页后能够恢复至初始状态。在其他实施方式中,面层纤维层31也可包括三层或者三层以上的纤维层30,底层纤维层33也可包括多层纤维层30,可根据实际使用需要具体设置,在此不做具体限定。
其中,表层纤维层311在使用时会与纸页直接接触,能够对纸页的表面平整度进行修饰,提高纸页表面的平整光滑度。里层纤维层313与表层纤维层311层叠设置,里层纤维层313和表层纤维层311之间存在一定的空隙,增大了面层纤维层31中的空隙,即面层纤维层31内的容水空间加大,从而提高了面层纤维层31的滤水性和回弹性,并且表层纤维层311和里层纤维层313的层叠设置从整体上提高面层纤维层31的强力。
可选地,在一实施方式中,里层纤维层313的纤维细度大于表层纤维层311的纤维细度,表层纤维层311的纤维细度相较于里层纤维层313的纤维细度更小。由于表层纤维层311与纸页直接接触,表层纤维层311的纤维细度小,则表层纤维层311的纤维较细,使得表层纤维层311表面平整细腻,从而使得经过表层纤维层311修饰过的纸页表面平整光滑;另外,由于里层纤维层313的纤维细度较大,使得里层纤维层313具有一定的强力,从而整体上提高面层纤维层31的强力,并且不易被压进表层纤维层311的缝隙里,即表层纤维层311和里层纤维层313不会被压实贴合在一起,从而使得面层纤维层31具有一定的回弹性,在挤压纸页后表层纤维层311和里层纤维层313能够分离至初始状态。
可选地,在一实施方式中,里层纤维层313的纤维细度大于或等于底层纤维层33的纤维细度,底层纤维层33的纤维细度较大,使得底层纤维层33强力更大,更加结实牢靠,从而使得底层纤维层33向面层纤维层31提供的抱合力更大,进而使得面层纤维层31和基布层10的结合更加牢靠。
可选地,在一实施方式中,表层纤维层311、里层纤维层313和底层纤维层33为锦纶纤维。在其他实施方式中,表层纤维层311、里层纤维层313和底层纤维层33也可以为其他纤维,可根据实际使用需要具体设置,在此不做具体限定。其中,本申请不对表层纤维层311、里层纤维层313和底层纤维层33的纤维原料的细度、克重等规格做具体限定,可根据实际使用需要具体设置。例如,表层纤维层311为3D-10D的锦纶纤维,里层纤维层313为25-30D的锦纶纤维,底层纤维层33为20D-30D的锦纶纤维。
请参阅图2,图2是本申请所提供的造纸毛毯一实施方式的立体结构示意图。基布层10是由经纬纱线按照一定的交织规则编织而成。其中,在一实施方式中,基布层10至少包括第一基布层11和第二基布层13,第一基布层11和第二基布层13复合形成基布层10。相较于只有单一的一层基布,两层的设置能够增大基布层10的强力,能够更好地支撑面层纤维层31且能够防止在使用时基布层10被拉断,并且第一基布层11和第二基布层13由于不会完全贴合起来,两者之间存在空隙,使基布层10具有一定的回弹性和容水空间,从而增大了造纸毛毯100的回弹性和滤水性能。在其他实施方式中,基布层10也可以是三层、四层或者多层等基布复合而成,可根据实际使用需要具体设置,在此不做具体限定。
请参阅图3,图3是图2所示第一基布层一实施方式的编织结构示意图。在一实施方式中,第一基布层11由第一经线111和第一纬线113采用1/3纬二重组织编织构成。在其他实施方式中,第一基布层11也可采用1/5纬二重组织或者其他组织编织构成,可根据实际使用需要具体设置,在此不做具体限定。
具体地,在组织结构为1/3纬二重组织时,组织结构包括表面组织和里面组织,第一纬线113包括第一表纬1131和第一里纬1133,第一表纬1131与第一经线111交织构成表面组织,第一里纬1133与第一经线111交织构成里面组织,也就是说,由第一表纬1131和第一里纬1133与一个经纱系统即第一经线111交织构成第一基布层11,使得第一基布层11的反面同时衬有两种纬线,从而使得第一基布层11厚度大且结实牢靠。
可选地,在一实施方式中,第一经线111为500D-950D的锦纶单丝,第一纬线113为1400D的锦纶股线,例如,可以是两根锦纶单丝合并形成锦纶股线即第一纬线113,也可以是两根锦纶单丝合并成锦纶股线后,将两根股线再次合并形成第一纬线113;第一经线111选择单丝保证了第一基布层11的表面平整细腻度,第一纬线113选择股线保证了第一基布层11具有较大的强力。在其他实施方式中,第一经线111也可以为其他规格尺寸的锦纶单丝或者股线,第一纬线113也可以为其他规格尺寸的锦纶单丝或者股线,第一经线111和第一纬线113也可以是涤纶等其他原料的单丝或者股线,可根据实际使用需要具体设置,在此不做具体限定。
请参阅图4,图4是图2所示第二基布层一实施方式的编织结构示意图。在一实施方式中,第二基布层13由第二经线131和第二纬线133采用1/2斜纹组织编织构成,斜纹组织编织成的第二基布层13具有一定的柔软性和强度,在保证强度的前提下增大了基布层10的弹性,使得第一基布层11和第二基布层13不会完全贴合在一起,在挤压纸页的水分后可恢复至初始状态以便于持续使用。
可选地,在一实施方式中,第二经线131为锦纶单丝或者锦纶股线,可根据实际使用需要具体设置,在此不做具体限定;第二纬线133为1400D的锦纶股线。在其他实施方式中,第二纬线133也可以为其他规格尺寸的锦纶单丝或者股线,第二经线131和第二纬线133也可以是涤纶等其他原料的单丝或者股线,可根据实际使用需要具体设置,在此不做具体限定。
区别于现有技术,本申请提供一种造纸毛毯,该造纸毛毯定义有主体部和位于主体部两侧边缘的边部,造纸毛毯包括层叠设置的基布层和纤维层;其中,边部的纤维层的厚度大于主体部的纤维层的厚度。基布层起到支撑纤维层的作用,使得造纸毛毯具有一定的强度,从而使得造纸毛毯在受到造纸机的牵引力作用时不易被拉断;纤维层能够吸收纸页的水分,使之脱水,并且能够对纸页的表面进行修饰,使纸页的表面平整光滑。边部的厚度相对主体部增大,使得边部的硬挺度增大,从而使造纸毛毯在造纸机上运作时不易被磨烂;并且,由于造纸机是高速运转的,造纸毛毯在反复使用时会出现位置偏移现象,边部厚度的增大能够避免挡边器在纠偏过程中造纸毛毯出现打折现象。
请参阅图5,图5是本申请所提供的造纸毛毯的制备方法一实施方式的流程示意图。在另一实施方式中,本申请还提供一种造纸毛毯的制备方法。需要注意的是,若有实质上相同的结果,本实施方式并不以图5所示的流程顺序为限。如图5所示,本实施方式包括:
S410:提供基布层。
其中,基布层10定义有主体部110和位于主体部110两侧边缘的边部130。基布层10的具体结构参数参见上述实施方式,在此不再赘述。基布层10至少包括第一基布层11和第二基布层13,通过将第一基布层11和第二基布层13复合形成基布层10。两层基布的设置能够增大基布层10的强力,能够更好地支撑面层纤维层31且能够防止在使用时基布层10被拉断,并且第一基布层11和第二基布层13由于不会完全贴合起来,两者之间存在空隙,使基布层10具有一定的回弹性和滤水性能,从而增大了造纸毛毯100的回弹性,满足造纸机对造纸毛毯100的脱水需求。
进一步地,在一实施方式中,基布层10需在一定张力下进行油热拉伸定型处理,通过热力消除基布层10在拉伸过程中产生的内应力,使基布层10内的大分子发生一定程度上的松弛,从而使基布层10中纤维的形状固定成型,避免基布层10在后续使用时出现形态或者尺寸的改变。
S420:在基布层的主体部和边部上形成纤维层。
其中,纤维层30可看作是附着于基布层10上的纤维网,能够吸收纸页的水分,使之脱水,并且能够对纸页的表面进行修饰,使纸页的表面平整光滑。在本实施方式中,通过在基布层10上铺设纤维层30以构成造纸毛毯100,使得造纸毛毯100能够对纸页进行滤水以及能够对纸页表面的平整度进行修饰。
请参阅图6,图6是本申请所提供的造纸毛毯的制备方法中在基布层的主体部和边部上形成纤维层的流程示意图。需要注意的是,若有实质上相同的结果,本实施方式并不以图6所示的流程顺序为限。如图6所示,本实施方式包括:
S421:分别在基布层的两侧针刺形成面层纤维层和底层纤维层。
在该实施方式中,将基布层10装上针刺机,在基布层10的两侧通过针刺植绒形成面层纤维层31和底层纤维层33,从而形成半成品造纸毛毯100。
进一步地,将半成品造纸毛毯100浸入洗涤剂浸泡,待浸泡到预设时间后冲洗吸干,从而清洗掉纤维油脂,并对冲洗吸干后的半成品造纸毛毯100的表面进行烧毛处理,清除表面浮毛和长毛,从而提高造纸毛毯100的表面平整度。其中,洗涤剂的种类及浓度和浸泡的预设时间不做具体限定,可根据实际使用需要具体设置。例如,洗涤剂可以是浓度为5%的碱性洗涤剂,浸泡的预设时间可以是1小时。
为了避免造纸毛毯100在后续使用时出现形态或者尺寸的改变,还需要对经过浸泡和烧毛处理后的半成品造纸毛毯100进行加压油热辊筒定型,从而得到造纸毛毯100成品。
S422:在面层纤维层远离基布层一侧的边部针刺形成加固纤维层。
在该实施方式中,在边部130的外缘向内预设宽度处使用标记工具在定型机上整圈画一个记号线作为边部130加厚的参照线,其中,预设宽度不做具体限定,可根据实际使用需要具体设置,例如,预设宽度可以是8公分;将造纸毛毯100成品再次装入针刺机,在记号线外侧的面层纤维层31远离基布层11的一侧通过针刺形成加固纤维层。其中,针刺机上不需针刺的部位需要拆除针板,以避免对造纸毛毯100的主体部110产生影响。在面层纤维层31远离基布层11一侧的边部130针刺植绒加固纤维层即在边部130铺设毛网时,在边部130用手扯毛使与主体部110形成斜向接口。
可选地,在一实施方式中,可在面层纤维层31远离基布层11一侧的边部130针刺植绒150g/m
S423:对加固纤维层进行针刺处理。
在该实施方式中,为了使加固纤维层与造纸毛毯100成品结合的更加牢固,在一实施方式中,在针刺植绒加固纤维层后,再对铺设有加固纤维层的边部130针刺一圈,例如可以是对边部130空刺一圈,增大加固纤维层和造纸毛毯100成品的抱合力,从而增大边部130的厚度,使边部130硬挺度增大。
进一步地,为了避免造纸毛毯100的边部130在后续使用时出现形态或者尺寸的改变,在一实施方式中,在边部130植绒加厚后通过红外线进行定型,并在定型结束后按照订货等要求两侧开边。
在另一实施方式中,本申请还提供一种造纸机设备,造纸机设备包括上述任一实施方式中的造纸毛毯100。
以上所述仅为本申请的实施方式,并非因此限制本申请的专利范围,凡是利用本申请说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本申请的专利保护范围内。
- 一种造纸毛毯、造纸毛毯的制备方法和造纸机设备
- 一种可在造纸机上缝合的造纸毛毯