多层发泡体片
文献发布时间:2023-06-19 12:25:57
技术领域
本发明涉及具备至少1层发泡体的多层发泡体片。
背景技术
对于便携电话、照相机、游戏设备、电子手帐、和个人计算机等电子设备,由发泡体构成的发泡片作为密封材料或冲击吸收材料被广泛使用。此外,发泡片也有时在电子设备内部,例如在至少一面涂布粘着剂(日文原文:粘着剤),制成粘着带而使用。以往,作为在这些用途中使用的发泡片,已知使包含热分解型发泡剂的发泡性聚烯烃系树脂片发泡并且交联而获得的交联聚烯烃系树脂发泡片(例如,参照专利文献1)。
现有技术文献
专利文献
专利文献1:日本特开2014-28925号公报
发明内容
发明所要解决的课题
近年来,在电子设备内部使用的发泡片随着电子设备的小型化、薄型化进展,而要求薄。然而,发泡片如果薄则拉伸强度等机械强度易于变低,因此例如,在将发泡片制成粘着带而使用的情况下,在进行再加工时等易于破损。另一方面,发泡片如果为了提高机械强度而使发泡倍率低,则有时压缩强度变高,损害冲击吸收性等发泡片所固有的特性。
因此,研究了通过在具备柔软性的发泡体(基材层)的两面叠层具备强度的层,从而兼具两个性质的多层发泡体片。然而,这样的多层发泡体片,例如在制造时卷缠于纸芯等卷芯的情况下,在卷芯侧的层(内层)和与其相反侧的层(外层)之间曲率半径产生差,因此有时内层向基材层侧弯折,发生由折皱引起的不良。
本发明是鉴于以上问题而提出的,其课题是提供可以使柔软性和机械强度良好,同时抑制折皱等外观不良的多层发泡体片。
用于解决课题的手段
本发明人等进行了深入研究,结果发现,在多层发泡体片中,通过使设置在基材层(发泡体)的两面的树脂层之中的至少1个树脂层的弯曲应力为特定的范围内可以解决上述课题,从而完成了以下本发明。
即,本发明提供以下[1]~[15]。
[1]一种多层发泡体片,其依次具备由树脂膜或发泡体构成的第1树脂层、由发泡体构成的第2树脂层、和由树脂膜或发泡体构成的第3树脂层,在曲率半径(R)为152.4mm的情况下由下述式(1)规定的上述第3树脂层的弯曲应力为1.6MPa以下。
第3树脂层的弯曲应力=D×S/R···(1)
D:第3树脂层的MD方向的拉伸弹性模量(MPa)
S:从第1树脂层的中性点到第3树脂层中的与第2树脂层相反侧的面的距离(mm)
R:曲率半径
[2]根据上述[1]所述的多层发泡体片,其25%压缩强度为800kPa以下。
[3]根据上述[1]或[2]所述的多层发泡体片,上述多层发泡体片的总厚度为50~2000μm。
[4]根据上述[1]~[3]中任一项所述的多层发泡体片,上述第3树脂层的MD方向的抗拉强度为1.5N以上。
[5]根据上述[1]~[4]中任一项所述的多层发泡体片,上述第1树脂层与上述第3树脂层的合计厚度为多层发泡体片的总厚度的50%以下。
[6]根据上述[1]~[5]中任一项所述的多层发泡体片,在曲率半径(R)为101.6mm的情况下由上述式(1)规定的上述第3树脂层的弯曲应力为1.6MPa以下。
[7]根据上述[1]~[6]中任一项所述的多层发泡体片,在曲率半径(R)为76.2mm的情况下由上述(1)规定的上述第3树脂层的弯曲应力为1.6MPa以下。
[8]根据上述[1]~[7]中任一项所述的多层发泡体片,在曲率半径(R2)为152.4mm的情况下由下述式(2)规定的上述第1树脂层的弯曲应力为1.6MPa以下。
第1树脂层的弯曲应力=D2×S2/R2···(2)
D2:第1树脂层的MD方向的拉伸弹性模量(MPa)
S2:从第3树脂层的中性点到第1树脂层中的与第2树脂层相反侧的面的距离(mm)
R2:曲率半径
[9]根据上述[8]所述的多层发泡体片,在曲率半径(R2)为101.6mm的情况下由上述式(2)规定的上述第1树脂层的弯曲应力为1.6MPa以下。
[10]根据上述[8]或[9]所述的多层发泡体片,在曲率半径(R2)为76.2mm的情况下由上述式(2)规定的上述第1树脂层的弯曲应力为1.6MPa以下。
[11]根据上述[1]~[10]中任一项所述的多层发泡体片,上述第1树脂层的抗拉强度为1.5N以上。
[12]根据上述[1]~[11]中任一项所述的多层发泡体片,构成上述第2树脂层的树脂为选自聚烯烃系树脂、聚氨酯系树脂、丙烯酸系树脂和热塑性弹性体中的1种以上。
[13]根据上述[1]~[12]中任一项所述的多层发泡体片,构成上述第2树脂层的树脂为选自聚烯烃树脂和热塑性弹性体中的1种以上。
[14]根据上述[1]~[13]中任一项所述的多层发泡体片,上述第1树脂层和上述第3树脂层的气泡率为66%以下。
[15]一种粘着带,其具备上述[1]~[14]中任一项所述的多层发泡体片、和设置在上述多层发泡体片的至少一面的粘着材料。
发明的效果
根据本发明,能够提供可以使柔软性和机械强度良好,同时抑制折皱等外观不良的多层发泡体片。
附图说明
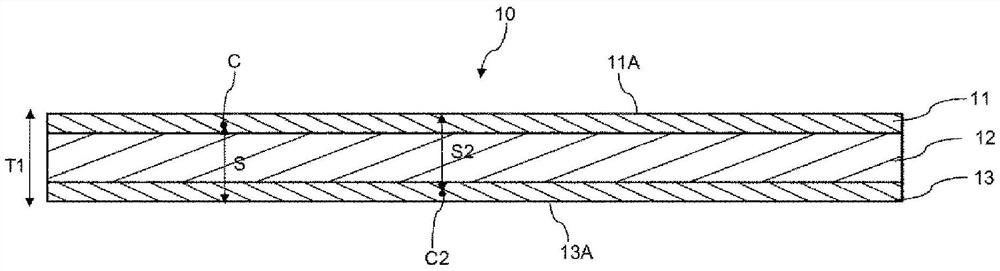
图1为显示多层发泡体片的一实施方式的截面图。
图2为显示多层发泡体片的其它一实施方式的截面图。
具体实施方式
以下,使用实施方式对本发明详细地说明。
[多层发泡体片]
本发明的多层发泡体片依次具备由树脂膜或发泡体构成的第1树脂层、由发泡体构成的第2树脂层(基材层)、和由树脂膜或发泡体构成的第3树脂层。需要说明的是,在以下说明中,为了简化说明,有时将第1~第3树脂层分别称为第1~第3层。
在本发明中,如图1所示那样,多层发泡体片10包含3层,可以在第2层12的两面直接叠层第1层11和第3层13。此外,如图2所示那样,多层发泡体片10可以具备第1~第3层11、12、13,并且经由粘着剂层、粘接剂(日文原文:接着剤)层等粘接层14、15而在第2层12的两面分别叠层第1层11、第3层13。如图1、2所示那样,第1和第3层11、13在多层发泡体片10中成为最外层为好。
本发明的多层发泡体片在曲率半径(R)为152.4mm的情况下由下述式(1)规定的第3层的弯曲应力为1.6MPa以下。
第3层的弯曲应力=D×S/R···(1)
D:第3层的MD方向的拉伸弹性模量(MPa)
S:从第1层的中性点到第3层中的与第2层相反侧的面的距离(mm)
R:曲率半径
需要说明的是,所谓中性点,如图1、2所示那样,是第1层11的厚度方向的中间点C,距离S为从中间点C到第3层13的表面13A的距离。
多层发泡体片一般卷缠于纸芯等卷芯而保存,但此时卷芯侧的层与相反侧的层的曲率半径产生差,因此卷芯侧的层产生折皱。与此相对在本发明中,由于将多层发泡体片的一面的弯曲应力调整为特定的范围,因此多层发泡体片的至少一面变得充分柔软,即使卷缠于卷芯也能够抑制折皱的发生。
需要说明的是,在本发明中“MD”是指Machine Direction,是指与膜层的挤出方向等一致的方向。
上述式(1)是指以规定的曲率半径将第3层弯曲时的弯曲应力为1.6MPa以下。因此,本发明的多层发泡体片即使卷缠于半径为152.4mm(6英寸)的纸芯等卷芯,弯曲应力也仅被作用1.6MPa以下,由此,能够抑制折皱的发生。需要说明的是,半径6英寸的纸芯是作为将发泡体片等进行卷绕的卷芯而通用使用的。
进一步,由于本发明的多层发泡体片为具有3层树脂层的多层结构,因此易于使柔软性和机械强度两者良好。
在本发明中,从充分地抑制折皱的观点考虑,曲率半径为152.4mm(6英寸)的情况下的第3层的弯曲应力更优选为1.55MPa以下,进一步优选为1.0MPa以下,更进一步优选为0.6MPa以下。此外,为了向第3层赋予一定以上的抗拉强度,曲率半径为152.4mm(6英寸)的情况下的弯曲应力优选为0.1MPa以上,更优选为0.2MPa以上。
在本发明中,由式(1)算出的第3层的弯曲应力在曲率半径(R)为101.6mm(4英寸)的情况下也优选为1.6MPa以下。在多层发泡体片的卷绕中,纸芯等卷芯有时使用半径4英寸左右的进一步小径的物质,但如上述那样,如果在曲率半径为101.6mm的情况下也为1.6MPa以下,则即使卷绕于小径的卷芯也不产生折皱。
此外,由式(1)算出的第3层的弯曲应力在曲率半径为76.2mm(3英寸)的情况下也更优选为1.6MPa以下。在多层发泡体片的卷绕中,纸芯等卷芯通用地使用极小径的半径3英寸左右的物质,但如上述那样,如果在曲率半径为76.2mm的情况下弯曲应力也为1.6MPa以下,则即使卷绕于极小径的卷芯也不产生折皱。
需要说明的是,如上述那样,在基材层(第2层)的两面设置树脂膜或发泡体的多层发泡体片,设置在两面的树脂膜或发泡体之中的、任意一者成为第1层,任意的另一者成为第3层。因此,在本发明中,设置在两面的树脂膜或发泡体之中的一者的由式(1)算出的弯曲应力为1.6MPa以下为好。这是因为如果一个层(即,第3层)的弯曲应力为1.6MPa以下,则如果以该第3层成为卷芯侧(内侧)的方式进行卷绕则不产生折皱。
然而,在本发明中,优选设置在两面的树脂膜或发泡体都(即,第1层和第3层都)弯曲应力为1.6MPa以下。即,在曲率半径(R2)为152.4mm的情况下由下述式(2)规定的第1层的弯曲应力优选为1.6MPa以下。
第1层的弯曲应力=D2×S2/R2···(2)
D2:第1层的MD方向的拉伸弹性模量(MPa)
S2:从第3层的中性点到第1层中的与第2层相反侧的面的距离(mm)
R2:曲率半径
式(2)中的所谓中性点,如图1、2所示那样,为第3层13的厚度方向的中间点C2,距离S2为从中间点C2到第1层11的表面11A的距离。
多层发泡体片通过第1和第3层的弯曲应力都成为1.6MPa以下,从而即使以第1和第3层的任一者成为卷芯侧(内侧)的方式进行卷绕也不产生折皱,因此可以没有限制地进行多层发泡体片的卷绕。
在本发明中,从充分地抑制折皱的观点考虑,曲率半径为152.4mm(6英寸)的情况下的第1层的弯曲应力更优选为1.55MPa以下,进一步优选为1.0MPa以下,更进一步优选为0.6MPa以下。此外,为了向第1层赋予一定以上的抗拉强度,曲率半径为152.4mm(6英寸)的情况下的第1层的弯曲应力优选为0.1MPa以上,更优选为0.2MPa以上。
从即使对小径的卷芯,也可以没有限制地进行多层发泡体片的卷绕的观点考虑,由式(2)算出的第1层的弯曲应力在曲率半径(R2)为101.6mm(4英寸)的情况下也更优选为1.6MPa以下。此外,从即使对极小径的卷芯,也可以没有限制地进行多层发泡体片的卷绕的观点考虑,由式(2)算出的第1层的弯曲应力在曲率半径为76.2mm(3英寸)的情况下也进一步优选为1.6MPa以下。
〔拉伸弹性模量(D)、(D2)〕
本发明的多层发泡体片的第3层的MD方向的拉伸弹性模量(D)优选为40~500MPa,更优选为60~450MPa,进一步优选为150~400MPa。通过使第3层的拉伸弹性模量(D)为上述范围内,从而使压缩强度等良好,同时弯曲应力也易于提高。
从同样的观点考虑,第1层的MD方向的拉伸弹性模量(D2)优选为40~500MPa,更优选为60~450MPa,进一步优选为150~400MPa。
需要说明的是,第1层、和第3层的MD方向的拉伸弹性模量如在实施例中记载的那样进行测定而求出为好。
〔第1层和第3层的抗拉强度〕
本发明的多层发泡体片例如第3层的MD方向的抗拉强度为1.5N以上,优选为2.5N以上。如果使第3层的抗拉强度为2.5N以上,则能够不产生折皱,并且在维持多层发泡体片的柔软性的同时,使机械强度提高。从这些观点考虑,第3层的MD方向的抗拉强度更优选为4N以上。此外,从使弯曲应力为一定以下的观点考虑,上述抗拉强度例如为200N以下为好,优选为100N以下。
多层发泡体片例如第1层的MD方向的抗拉强度为1.5N以上,但从在维持柔软性的同时,使机械强度提高的观点考虑,优选为2.5N以上。此外,也优选第1和第3层两者的MD方向的抗拉强度为2.5N以上。如果使第1和第3层两者的抗拉强度为2.5N以上,则易于使多层发泡体片的机械强度更加提高。
第1层的MD方向的抗拉强度更优选为4N以上,进一步优选第1和第3层两者的MD方向的抗拉强度为4N以上。此外,从使弯曲应力为一定以下的观点考虑,抗拉强度例如为200N以下为好,优选为100N以下。
需要说明的是,抗拉强度可以按照JIS K6767测定。
<多层发泡体片的25%压缩强度>
本发明的多层发泡体片的25%压缩强度优选为800kPa以下。如果多层发泡体片的25%压缩强度为800kPa以下,则多层发泡体片的柔软性提高,并且冲击吸收性等也提高。进一步,由于追随性优异,因此在作为粘着带的基材而使用的情况下,粘着带的粘接力易于提高。从这些观点考虑,多层发泡体片的25%压缩强度优选为700kPa以下,更优选为300kPa以下,进一步优选为100kPa以下。
此外,多层发泡体片的25%压缩强度优选为20kPa以上,更优选为30kPa以上,进一步优选为40kPa以上。通过为这些下限值以上,从而防止柔软性变得过高而为必要以上,易于提高多层发泡体片的机械强度等。
25%压缩强度可以按照JIS K6767测定。
〔各层的厚度、和厚度比率〕
多层发泡体片的总厚度没有特别限制,但优选为50~2000μm,更优选为80~1800μm,进一步优选为150~1200μm。通过使多层发泡体片的总厚度为这样的范围从而能够进行多层发泡体片的薄型化,并且易于获得柔软性和机械强度良好的多层发泡体片。
在本发明中,第1层和第3层的合计厚度优选为多层发泡体片的总厚度的50%以下,优选为30%以下,进一步优选为25%以下。通过使合计厚度为上述范围内,从而在抑制折皱的发生的同时,使压缩强度低而易于提高柔软性。此外,从提高机械强度的观点考虑,上述合计厚度优选为多层发泡体片的总厚度的2%以上,更优选为4%以上,进一步优选为7%以上。
需要说明的是,如图1所示那样,所谓多层发泡体片10的总厚度,在第1层11、第2层12、和第3层13的3层结构的情况下为该3层的合计的厚度T1。此外,如图2所示那样,在第1层11与第2层12、或第2层12与第3层13之间存在层(粘接层14、15)的情况下,总厚度为对第1~第3层11~13的合计厚度加上粘接层14、15的厚度的厚度T2。
第1层和第3层各自的厚度优选为1~500μm,更优选为5~250μm,进一步优选为10~90μm。如果为这样的范围,则能够进行多层发泡体片的薄型化。此外,易于将第1层和第3层的抗拉强度、和多层发泡体片的25%压缩强度调整到上述范围内。需要说明的是,第1层和第3层的厚度可以相同也可以不同。
第2层的厚度没有特别限制,但优选为40~1900μm,更优选为70~1600μm,进一步优选为100~1000μm。通过使第2层的厚度为这样的范围内从而能够进行多层发泡体片的薄型化,并且易于获得柔软性良好的多层发泡体片。需要说明的是,第2层的厚度典型地大于第1和第3层各自的厚度。通过使第2层的厚度厚于第1和第3层各自,易于使多层发泡体片的柔软性高。
以下,对第1~第3层更详细地说明。
<第2层>
本发明的第2层由树脂发泡体构成。构成第2层的树脂的种类没有特别限定,可举出聚烯烃系树脂、丙烯酸系树脂、聚氨酯系树脂、和热塑性弹性体等。它们可以单独使用1种,也可以并用2种以上。它们之中优选为聚烯烃系树脂、热塑性弹性体,更优选为聚烯烃系树脂。通过使用聚烯烃系树脂、热塑性弹性体,从而在使发泡性等良好的同时,易于确保第2层的柔软性和机械强度等。第2层所使用的树脂可以单独使用1种,也可以并用2种以上。
聚烯烃系树脂为热塑性树脂,作为其具体例,可举出聚乙烯树脂、聚丙烯树脂、乙烯-乙酸乙烯酯共聚物等,它们之中优选为聚乙烯树脂。
作为聚乙烯树脂,可举出通过齐格勒/纳塔化合物、茂金属催化剂、氧化铬化合物等聚合催化剂进行了聚合的聚乙烯树脂,优选使用通过茂金属催化剂进行了聚合的聚乙烯树脂。
(茂金属催化剂)
作为茂金属催化剂,可以举出具有将过渡金属用π电子系的不饱和化合物夹着的结构的双(环戊二烯基)金属配位化合物等化合物。更具体而言,可以举出1个或2个以上环戊二烯基环或其类似物作为配体(配位体)而存在于钛、锆、镍、钯、铪、和铂等四价过渡金属的化合物。
这样的茂金属催化剂的活性点的性质均匀且各活性点具备相同活性度。使用茂金属催化剂而合成的聚合物由于分子量、分子量分布、组成、组成分布等的均匀性高,因此在将包含使用茂金属催化剂而合成的聚合物的片进行了交联的情况下,交联均匀进行。由于均匀地交联了的片均匀地发泡,因此易于使物性稳定。此外,由于可以均匀地拉伸,因此可以使发泡体的厚度均匀。
作为配体,可以举出例如,环戊二烯基环、茚基环等。这些环式化合物可以被烃基、取代烃基或烃-取代准金属基取代。作为烃基,可举出例如,甲基、乙基、各种丙基、各种丁基、各种戊基、各种己基、2-乙基己基、各种庚基、各种辛基、各种壬基、各种癸基、各种鲸蜡基、苯基等。需要说明的是,所谓“各种”,是指包含正、仲、叔、异的各种异构体。
此外,可以使用将环式化合物以低聚物的形式聚合而得的物质作为配体。
进一步,除了π电子系的不饱和化合物以外,还可以使用氯、溴等一价阴离子配体或二价阴离子螯合配体、烃、醇盐、芳基酰胺、芳基氧化物、酰胺、芳基酰胺、磷化物、芳基磷化物等。
作为包含四价过渡金属、配体的茂金属催化剂,可举出例如,环戊二烯基钛三(二甲基酰胺)、甲基环戊二烯基钛三(二甲基酰胺)、双(环戊二烯基)二氯化钛、二甲基甲硅烷基四甲基环戊二烯基-叔丁基酰胺二氯化锆等。
茂金属催化剂通过与特定的共催化剂(助催化剂)组合,从而在各种烯烃的聚合时发挥作为催化剂的作用。作为具体的共催化剂,可举出甲基铝氧烷(MAO)、硼系化合物等。需要说明的是,共催化剂相对于茂金属催化剂的使用比例优选为10~100万摩尔倍,更优选为50~5,000摩尔倍。
此外,作为聚乙烯树脂,优选为直链状低密度聚乙烯。直链状低密度聚乙烯更优选为通过将乙烯(例如,相对于全部单体量为75质量%以上,优选为90质量%以上)与根据需要的少量的α-烯烃进行共聚而获得的直链状低密度聚乙烯。作为α-烯烃,具体而言,可举出丙烯、1-丁烯、1-戊烯、4-甲基-1-戊烯、1-己烯、1-庚烯、和1-辛烯等。其中,优选为碳原子数4~10的α-烯烃。
从柔软性的观点考虑,聚乙烯树脂例如上述直链状低密度聚乙烯的密度优选为0.870~0.925g/cm
作为聚烯烃系树脂而使用的乙烯-乙酸乙烯酯共聚物可举出例如,含有乙烯50质量%以上的乙烯-乙酸乙烯酯共聚物。
此外,作为聚丙烯树脂,可举出例如,均聚丙烯、含有丙烯50质量%以上的丙烯-α-烯烃共聚物等。它们可以单独使用1种,也可以并用2种以上。作为构成丙烯-α-烯烃共聚物的α-烯烃,具体而言,可以举出乙烯、1-丁烯、1-戊烯、4-甲基-1-戊烯、1-己烯、1-庚烯、1-辛烯等,它们之中,优选为碳原子数6~12的α-烯烃。
作为热塑性弹性体,可举出烯烃系热塑性弹性体、苯乙烯系热塑性弹性体、氯乙烯系热塑性弹性体、聚氨酯系热塑性弹性体、聚酯系热塑性弹性体、聚酰胺系热塑性弹性体等。热塑性弹性体可以单独使用这些成分的1种,也可以并用2种以上。
它们之中,优选为烯烃系热塑性弹性体、苯乙烯系热塑性弹性体,更优选为苯乙烯系热塑性弹性体。
作为烯烃系热塑性弹性体,可举出掺混型、动态交联型、聚合型的物质,更具体而言,可举出硬链段使用了聚丙烯、聚乙烯等热塑性结晶性聚烯烃,软链段使用了进行了完全硫化或部分硫化的橡胶的热塑性弹性体。
作为上述热塑性结晶性聚烯烃,可举出例如,具有1~4个碳原子的α-烯烃的均聚物或二种以上α-烯烃的共聚物,优选为聚乙烯或聚丙烯。软链段成分可举出丁基橡胶、卤代丁基橡胶、EPDM、EPM、丙烯腈/丁二烯橡胶、NBR、天然橡胶等,它们之中优选为EPDM。
此外,作为烯烃系热塑性弹性体,也可举出嵌段共聚物型。作为嵌段共聚物型,可举出具有结晶性嵌段、和软链段嵌段的物质,更具体而言,可例示结晶性烯烃嵌段-乙烯/丁烯共聚物-结晶性烯烃嵌段共聚物(CEBC)。在CEBC中,结晶性烯烃嵌段优选为结晶性乙烯嵌段,作为那样的CEBC的市售品,可举出JSR株式会社制的“DYNARON 6200P”等。
作为苯乙烯系热塑性弹性体,可举出具有苯乙烯的聚合物或共聚物嵌段、和共轭二烯化合物的聚合物或共聚物嵌段的嵌段共聚物等。作为共轭二烯化合物,可举出异戊二烯、丁二烯等。
本发明所使用的苯乙烯系热塑性弹性体可以氢化,也可以不氢化。在进行氢化的情况下,氢化可以通过公知的方法进行。
作为苯乙烯系热塑性弹性体,通常为嵌段共聚物,可举出苯乙烯-异戊二烯嵌段共聚物、苯乙烯-异戊二烯-苯乙烯嵌段共聚物、苯乙烯-丁二烯嵌段共聚物、苯乙烯-丁二烯-苯乙烯嵌段共聚物、苯乙烯-乙烯/丁烯-苯乙烯嵌段共聚物(SEBS)、苯乙烯-乙烯/丙烯-苯乙烯嵌段共聚物(SEPS)、苯乙烯-乙烯/丁烯嵌段共聚物(SEB)、苯乙烯-乙烯/丙烯嵌段共聚物(SEP)、苯乙烯-乙烯/丁烯-结晶性烯烃嵌段共聚物(SEBC)等。
作为上述苯乙烯系热塑性弹性体,优选为嵌段共聚物,其中更优选为SEBS、SEBC。
需要说明的是,作为苯乙烯系热塑性弹性体的市售品,可举出株式会社JSR制,商品名“DYNARON 8600P”(苯乙烯含量15质量%)、商品名“DYNARON 4600P”(苯乙烯含量20质量%)、商品名“DYNARON 1321P”(苯乙烯含量10质量%)等。
〔添加剂〕
在本发明中使用的第2层优选通过将包含上述树脂、和发泡剂的发泡性组合物进行发泡而获得。作为发泡剂,优选为热分解型发泡剂。
作为热分解型发泡剂,可以使用有机发泡剂、无机发泡剂。作为有机发泡剂,可举出偶氮二甲酰胺、偶氮二羧酸金属盐(偶氮二甲酸钡等)、偶氮二异丁腈等偶氮化合物、N,N’-二亚硝基五亚甲基四胺等亚硝基化合物、联二脲、4,4’-氧基双(苯磺酰肼)、甲苯磺酰肼等肼衍生物、甲苯磺酰氨基脲等氨基脲化合物等。
作为无机发泡剂,可举出碳酸铵、碳酸钠、碳酸氢铵、碳酸氢钠、亚硝酸铵、氢化硼钠、柠檬酸酐单钠等。
它们之中,从获得微细的气泡的观点、和经济性、安全方面的观点考虑,优选为偶氮化合物,更优选为偶氮二甲酰胺。
热分解型发泡剂可以单独使用1种,也可以并用2种以上。
发泡性树脂组合物中的发泡剂的混配量相对于树脂100质量份,优选为1~20质量份,更优选为1.5~15质量份,进一步优选为2~10质量份。通过使发泡剂的混配量为1质量份以上,能够将适度的柔软性和冲击吸收性赋予多层发泡体片。此外,通过使发泡剂的混配量为20质量份以下,从而可以防止第2层必要以上发泡,使第2层的机械强度等良好。
在发泡性树脂组合物中可以混配分解温度调节剂。分解温度调节剂是作为使热分解型发泡剂的分解温度低、或加快分解速度而进行调节的物质而混配的,作为具体的化合物,可举出氧化锌、硬脂酸锌、脲等。为了调整第2层的表面状态等,分解温度调节剂例如相对于树脂100质量份混配0.01~5质量份。
在发泡性树脂组合物中可以混配抗氧化剂。作为抗氧化剂,可举出2,6-二-叔丁基-对甲酚等酚系抗氧化剂、硫系抗氧化剂、磷系抗氧化剂、胺系抗氧化剂等。抗氧化剂例如相对于树脂100质量份混配0.01~5质量份。
在第2层中,树脂成为主成分,树脂的含量以第2层总量基准计,例如为70质量%以上,优选为80质量%以上,更优选为90质量%以上。
发泡性树脂组合物根据需要除了上述以外,还可以含有热稳定剂、着色剂、阻燃剂、抗静电剂、填充材等一般使用于发泡体的添加剂。
〔第2层的发泡倍率〕
第2层的发泡倍率没有特别限制,但优选为1.1~20cm
〔第2层的交联度〕
第2层的交联度没有特别限定,例如为5~65%,优选为10~55%,更优选为20~50%。通过使第2层的交联度为这些下限值以上,从而抑制柔软性高至必要以上,可以确保一定的机械强度。此外,通过为上述上限值以下,从而柔软性和冲击吸收性变得良好。
<第1和第3层>
第1层和第3层分别如上述那样为树脂膜、或发泡体,优选为树脂膜。树脂膜为非发泡体的树脂层。以下,对第1层和第3层都为树脂膜的情况更详细地说明。
在第1层和第3层各自中,构成树脂膜的树脂的种类只要满足上述式(1)、(2)的关系,就没有特别限定,但与上述第2层的树脂同样地,可举出聚烯烃系树脂、丙烯酸系树脂、聚氨酯系树脂、和热塑性弹性体等。此外,除了它们以外,还可以使用聚氯乙烯系树脂、苯乙烯系树脂、聚酯系树脂、聚酰胺系树脂、离子交联聚合物系树脂等。
在第1层和第3层各自中,树脂可以单独使用1种,也可以并用2种以上。此外,第1层所使用的树脂、与第3层所使用的树脂彼此可以为同种树脂,也可以为不同的树脂,但从生产性的观点、和易于使两层的物性相同或类似的观点考虑,优选彼此为同种。
构成第1层和第3层各自的树脂优选为热塑性树脂,通过使用热塑性树脂,能够使第1层和第3层容易地与第2层粘接。
此外,作为第1层和第3层各自所使用的树脂,在上述之中,优选为聚烯烃系树脂。通过使用聚烯烃系树脂,从而易于在使弯曲应力低的同时,使多层发泡体片的机械强度高。此外,在第2层使用了聚烯烃树脂、热塑性弹性体的情况下,可以使第1和第3层对第2层的粘接性特别良好。
作为聚烯烃系树脂,可举出聚乙烯树脂、聚丙烯树脂等。此外,可以为乙烯-乙酸乙烯酯共聚物、乙烯-丙烯酸乙酯共聚物等。
作为聚乙烯树脂,可举出通过齐格勒/纳塔化合物、茂金属催化剂、氧化铬化合物等聚合催化剂进行了聚合的聚乙烯树脂,优选使用通过茂金属催化剂进行了聚合的聚乙烯树脂。
此外,作为聚乙烯树脂,可举出例如,低密度聚乙烯(密度:小于0.930g/cm
这里,作为低密度聚乙烯,可举出例如直链状低密度聚乙烯。直链状低密度聚乙烯的详细内容如在第2层的说明中描述的那样,因此其详细内容省略。此外,聚丙烯树脂的详细内容也如在第2层的说明中描述的那样,因此其详细内容省略。
在第1和第3层中使用的乙烯-乙酸乙烯酯共聚物可举出例如,含有来源于乙烯的结构单元50质量%以上的乙烯-乙酸乙烯酯共聚物。
此外,乙烯-丙烯酸乙酯共聚物可举出含有来源于乙烯的结构单元50质量%以上的乙烯-丙烯酸乙酯共聚物。
在上述之中,从与第2层的粘接性、弯曲应力、和抗拉强度的观点考虑,优选为乙烯树脂、特别优选为直链状低密度聚乙烯。此外,从同样的观点考虑,也优选为乙烯-乙酸乙烯酯共聚物。
在第1和第3层中,树脂成为主成分,树脂的含量以各层总量基准计,例如为70质量%以上,优选为80质量%以上,更优选为90质量%以上。在第1层和第3层中,除了上述树脂以外,还可以含有抗氧化剂、热稳定剂、着色剂、阻燃剂、抗静电剂、填充材等添加剂。
第1和第3层可以被交联。第1和第3层如在后述制造方法1中描述地那样,与第2层被交联的同时被交联为好,因此,优选通过电离性放射线被交联。
第1层和第3层分别可以如上述那样为发泡体。在使第1层、和第3层为发泡体的情况下,例如,只要在上述第1和第3层中可以使用的树脂中,如在第2层中说明地那样混配发泡剂等,使第1和第3层发泡为好。在第1层和第3层为发泡体的情况下,从确保一定的机械强度的观点考虑,发泡倍率低为好,表示各层所包含的气泡的比例的气泡率变低。
具体而言,第1层和第3层都优选气泡率为66%以下,更优选为33%以下,进一步优选为0%。需要说明的是,在第1和第2层为非发泡体(即,树脂膜)的情况下,气泡率成为0%。
需要说明的是,气泡率例如可以通过对第1层和第3层进行截面观察,算出气泡所占的面积相对于各层的面积的比例来求出。具体而言,沿着厚度方向切出截面,用光学显微镜进行截面拍摄。然后,将气泡、树脂部分利用二值化进行区分,以气泡部面积/总面积来算出为好。
(粘接层)
在本发明中,如上述那样,第1层与第2层、或第2层与第3层可以被直接粘接,但也可以经由其它层(即,粘接层)而粘接。作为粘接层,使用公知的粘接剂、粘着剂等为好。此外,可以为在基材的两面设置了粘着剂层的双面粘着带等。
需要说明的是,粘接层在多层发泡体片中,只要具有对机械强度、柔软性等物性不显著造成影响的程度的厚度即可。因此,将第1层与第2层粘接的粘接层的厚度优选比第1层薄,更优选为第1层的1/2以下的厚度。同样地,将第2层与第3层粘接的粘接层的厚度优选比第3层薄,更优选为第3层的1/2以下的厚度。
<多层发泡体片的制造方法>
(制造方法1)
本发明的多层发泡体片没有特别限定,例如,可以通过将由树脂组合物形成的层多个叠层,获得多层叠层体片,然后,将多层叠层体片进行发泡从而获得的方法(以下,也称为“制造方法1”)来制造。需要说明的是,在本说明书中“树脂组合物”这样的用语也包含由1种树脂单独构成的情况作为概念。
更具体而言,制造方法1包含以下工序I~II。
(I)获得具备由发泡性树脂组合物形成的层、和在该层的一面形成的第1层、和在该层的另一面形成的第3层的多层叠层体片的工序
(II)通过使多层叠层体片的由发泡性树脂组合物形成的层发泡,从而获得多层发泡体片的工序
以下,对各工序进行说明。
(工序(I))
作为在工序(I)中获得多层叠层体片的方法,没有特别限定,但优选通过共挤出成型进行。具体而言,将用于形成第1层、和第3层的树脂、其它根据需要混配的添加剂分别供给到第1和第3挤出机进行熔融混炼,获得用于形成第1和第3层的树脂组合物。此外,将用于形成第2层的树脂、热分解型发泡剂等发泡剂、和根据需要混配的添加剂供给到第2挤出机进行熔融混炼,获得用于形成第2层的发泡性树脂组合物。
接着,使从第1~第3挤出机供给的树脂组合物以从第2挤出机供给的组合物成为中层的方式合流,通过T型模等挤出为片状,从而可以获得3层结构的多层叠层体片。在共挤出成型中,可以为进料块法、多歧管法的任一者,但优选为进料块法。
在工序(I)中,优选将上述获得的多层叠层体片进一步交联。作为交联方法,虽然也有预先混配有机过氧化物,将在工序(I)中获得的多层叠层体片进行加热而交联的方法,但优选向多层叠层体片照射电离性放射线使其交联。需要说明的是,作为电离性放射线,可举出电子射线、β射线等,但优选为电子射线。
电离性放射线的照射量优选为1~10Mrad,更优选为1.5~5Mrad。
(工序(II))
在工序(II)中,将在工序(I)中获得的多层叠层体片进行发泡处理,使由发泡性树脂组合物形成的层发泡。由发泡性树脂组合物形成的层只要以发泡剂发泡的方式进行处理即可,但在发泡剂为热分解型发泡剂的情况下,通过将多层叠层体片加热来发泡。加热温度只要为热分解型发泡剂分解的温度以上即可,例如为150~320℃左右。
将多层叠层体片加热的方法没有特别限制,可举出例如,将多层叠层体片通过热风进行加热的方法、通过红外线进行加热的方法、通过盐浴进行加热的方法、通过油浴进行加热的方法等,可以将它们并用。
此外,多层叠层体片可以在发泡的同时,或在发泡后进行适当拉伸等。
需要说明的是,以上说明对第1和第3层为树脂膜(非发泡体)的情况下的例子进行了说明,但在第1和第3层为发泡体的情况下,在用于形成第1和第3层的树脂组合物中也混配热分解型发泡剂等发泡剂作为添加剂,在工序(II)中使其发泡为好。
(第2制造方法)
本发明的多层发泡体片的制造方法也可以通过其它方法制造。具体而言,可举出预先制造构成第2层的发泡体,在该发泡体(第2层)的两面重合树脂膜或发泡体(第1和第3层),使其粘接的方法(也称为“第2制造方法”)。
作为在第2制造方法中获得发泡体的方法,将用于形成第2层的树脂、热分解型发泡剂、和根据需要混配的添加剂进行熔融混炼,获得用于形成第2层的发泡性树脂组合物,将该发泡性树脂组合物成型为片状(发泡性树脂组合物片)为好。将发泡性树脂组合物熔融混炼,成型为片状的方法没有特别限定,优选使用挤出机进行。
所得的发泡性树脂组合物片优选在后述发泡前进一步交联。作为交联方法,虽然也有预先混配有机过氧化物,将发泡性树脂组合物片加热而交联的方法,但优选向发泡性树脂组合物片照射电离性放射线使其交联。需要说明的是,电离性放射线的种类、照射量如在上述第1制造方法中记载的那样。
接下来,使发泡性树脂组合物片发泡为好。由发泡性树脂组合物形成的层只要以发泡剂发泡的方式处理即可,但在发泡剂为热分解型发泡剂的情况下,通过将多层叠层体片加热来发泡。加热温度、加热方法如在上述第1制造方法中记载的那样。此外,发泡性树脂组合物片可以在发泡的同时,或在发泡后适当拉伸等。
然后,将另行准备的用于构成第1层和第3层的树脂膜、或发泡体与用于构成第2层的发泡体重合,进行粘接,从而可以获得多层发泡体片。具体而言,可以通过压制机等进行加热和加压,进行热压接。或者,可以在第2层与第1层之间的粘接面、和第2层与第3层之间的粘接面涂布粘着剂、粘接剂等,或粘贴双面粘着带,通过粘着剂、粘接剂、双面粘着带等进行贴合。
<多层发泡体片的用途>
本发明的多层发泡体片没有特别限定,但优选例如,在电子设备内部使用,例如,可以配置在2个构件之间,作为冲击吸收材料、密封材料等而使用。此外,也可以将多层发泡体片制成边框状,在便携电子设备内部使用。
作为便携电子设备,可举出便携电话、照相机、游戏设备、电子手帐、个人计算机等。此外,可以将本发明的多层发泡体片制成后述粘着带,在电子设备内部使用。
本发明的多层发泡体片可以卷绕于纸芯等卷芯而形成卷状。多层发泡体片通过形成卷状而易于进行保存、输送等。作为卷芯,如上所述,只要使用半径为3~6英寸(76.2~152.4mm)左右的卷芯即可。在卷绕于卷芯时,多层发泡体片如上述那样以弯曲应力为规定值以下的层成为卷芯侧(内侧)的方式卷绕为好。因此,只要以第3层成为卷芯侧的方式卷绕即可,但如上述那样,在第1和第3层的任一弯曲应力都为规定值以下的情况下,可以以第1层成为卷芯侧(内侧)的方式卷绕。
[粘着带]
本发明的多层发泡体片可以使用于以多层发泡体片作为基材的粘着带。粘着带具备例如,多层发泡体片、和设置在多层发泡体片的至少一面的粘着材料。粘着带可以经由粘着材料而与其它构件粘接。粘着带可以在多层发泡体片的两面设置粘着材料,也可以在一面设置粘着材料。
此外,粘着材料只要至少具备粘着剂层即可,可以为被叠层在多层发泡体片的表面(即,第1或第3层11、13的表面11A、13A,参照图1、2)的单独粘着剂层,也可以为被粘贴在多层发泡体片的表面的双面粘着片,但优选为单独粘着剂层。需要说明的是,双面粘着片具备基材、和设置在基材的两面的粘着剂层。双面粘着片为了使一个粘着剂层与多层发泡体片粘接,并且使另一个粘着剂层与其它构件粘接而使用。
作为构成粘着剂层的粘着剂,没有特别限制,可以使用例如,丙烯酸系粘着剂、氨基甲酸酯系粘着剂、橡胶系粘着剂等。此外,可以在粘着材料上进一步贴合脱模纸等剥离片。
粘着材料的厚度优选为5~200μm,更优选为7~150μm,进一步优选为10~100μm。
本发明的粘着带可以卷绕于卷芯而形成卷状。卷芯的半径如上所述。这样多层发泡体片在形成粘着带的状态而被卷绕的情况下,如上述那样粘着材料的厚度也薄,因此以大致与卷芯的大小对应的曲率半径弯曲,但通过第3层、或第1和第3层的弯曲应力为上述规定的范围以下,从而可以防止折皱的发生。
实施例
通过实施例进一步详细地说明本发明,但本发明不受这些例子任何限定。
[测定方法]
各物性的测定方法和评价方法如下所述。
<第1层和第3层的拉伸弹性模量>
使用拉伸试验机(ヤマト科学(株)社制,テンシロンRTF系列)测定了第1层和第3层的拉伸弹性模量。测定条件按照JIS K6767进行。
<第1层和第3层的抗拉强度>
将第1层和第3层切割为JIS K6251 4.1所规定的哑铃状1号形。将其作为试样而使用,利用拉伸试验机(制品名.テンシロンRTF235,エー·アンド·デイ社制),在测定温度23℃下,按照JISK6767测定了抗拉强度。
<25%压缩强度>
多层发泡体片的25%压缩强度按照JIS K6767测定。
<表观密度和发泡倍率>
对发泡体按照JIS K7222测定表观密度,将其倒数设为发泡倍率。
<交联度>
从发泡体取约100mg的试验片,精密称量试验片的重量A(mg)。接下来,将该试验片在120℃的二甲苯30cm
交联度(质量%)=100×(B/A)
<评价(折皱)>
对于制作为A4尺寸的样品,将短边固定于规定的纸芯。在固定后,以5N的力对纸芯实施卷缠。实施后,静止30秒,然后,去除纸芯,观察卷缠内侧的样品状况,判断折皱的发生有无。判断基准是,将折的深度为0.05mm以上判定为折皱。将没有折皱的情况设为“A”,将具有折皱的情况设为“B”。
[实施例1]
准备作为第2层用的聚烯烃树脂的通过茂金属催化剂而获得的直链状低密度聚乙烯树脂(日本ポリエチレン株式会社制,商品名“カーネルKF283”,密度:0.921g/cm
接着,准备作为第1层用和第3层用的聚乙烯树脂的直链状低密度聚乙烯树脂(タマポリ株式会社制,商品名“SK615P”)。将该聚乙烯树脂分别供给到第1挤出机、第3挤出机在130℃下进行了熔融混炼。
将发泡性树脂组合物从第2挤出机,将第1层用的聚乙烯树脂从第1挤出机,将第3层用的聚乙烯树脂从第3挤出机分别共挤出,从而获得了具备由发泡性树脂组合物形成的层(第2层)、和叠层在该层的两面的树脂膜(第1层和第3层)的未发泡的多层叠层体片。
接下来,对多层叠层体片照射加速电压500kV的电子射线2.5Mrad进行了交联后,连续地送入到通过热风和红外线加热器而保持为250℃的发泡炉内进行加热使其发泡,从而获得了依次具有第1层(树脂膜)、第2层(发泡体)、和第3层(树脂膜)的多层发泡体片。
[实施例2~14、比较例1~2]
将第1~第3层所使用的树脂的种类、第2层的厚度、第1和第3层的厚度如表1所记载的那样变更。此外,通过改变发泡剂的混配量,从而将第2层的发泡倍率如表1所记载的那样变更。进一步,通过混配发泡剂从而将第3层的气泡率如表1那样变更。除此以外,与实施例1同样地制造出多层发泡体片。
需要说明的是,各树脂的详细内容如以下所述。
SEBS:SEBS,JSR株式会社制,制品名“DYNARON 8600P”
SF625P:直链状低密度聚乙烯、タマポリ株式会社制,商品名“SF625P”
SB-7:乙烯-乙酸乙烯酯共聚物、タマポリ株式会社制,商品名“SB-7”
HD:高密度聚乙烯,タマポリ株式会社制,商品名“HD”
关于在实施例和比较例中获得的多层发泡体片的特性、和折皱的评价结果,示于表1中。
[表1]
※表1中的弯曲应力显示第1和第3层两者的弯曲应力。
由实施例和比较例的结果明确了,通过使各曲率半径时的第3层的弯曲应力为1.6MPa以下,从而以第3层作为内侧而卷缠于具有该曲率半径的纸芯的情况下可以抑制折皱的发生。
符号的说明
10 多层发泡体片
11 第1树脂层
12 第2树脂层
13 第3树脂层
14、15 粘接层
C、C2 中性点
S、S2 距离。
- 聚苯乙烯系树脂多层发泡片及使用该多层发泡片而成的隔纸
- 热成型用多层聚乳酸系树脂挤出发泡体和多层聚乳酸系树脂发泡成型体