溅射靶
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及溅射靶、涂覆系统和涂覆方法。
背景技术
在溅射技术中使用溅射靶特别地以涂覆衬底。在该过程中,溅射靶借助于颗粒轰击进行溅射。靶的被溅射出的成分进入气相并且可以因此用作例如用于表面涂层的材料。
在使用阴极溅射的PVD涂覆方法的情况下,将溅射靶作为阴极连接在涂覆系统的涂覆室中,并且借助于带正电的颗粒、特别是气体和/或金属离子进行溅射。
除了包括仅一种材料的溅射靶之外,还已知包括多种材料、特别是不同金属的溅射靶。在这方面,特别地,已知一种设计,在该设计中,溅射靶包括由第一材料制成的板并且在该板中设置有孔,其中,包括另一种材料的插塞插入到所述孔中。
例如,US 6 852 201公开了一种用于执行PVD涂覆方法的溅射部件,其中,溅射借助于使用气体离子轰击而发生并且将包括多种金属元素的层施加至衬底。溅射部件包括钛基部板,该钛基部板包括供铝插塞被按压到其中的孔。铝被溅射出的速率高于钛,并且因此铝插塞在相对于基部板的暴露表面上包括凹形弯曲部。
DE 29 40 369A1公开了一种用于溅射出至少两种不同金属材料的靶。由待溅射出的材料制成的板包括具有圆形横截面的连续孔,由待溅射出的第二材料制成的孔螺栓通过牢固配合插入到所述孔中。螺栓包括接合在被设计为沉孔的孔的扩大端部区域中的加厚端部。
发明内容
该目的可以认为是提出一种溅射靶、特别是用于在阴极溅射中使用的溅射靶,该溅射靶实现了特别均匀的涂覆。
该目的通过根据权利要求1的溅射靶、根据权利要求14的涂覆系统和根据权利要求15的涂覆方法来实现。从属权利要求涉及本发明的有利实施方式。
根据本发明的溅射靶包括基部板和固定在基部板上的靶板。靶板包括布置在形成于靶板表面的凹部中的多个插入件。
基部板和/或靶板优选地呈平面和/或矩形。基部板和靶板优选地至少基本上具有相同的尺寸。插入件优选地定形状成使得其适当地填充凹部,在适用的情况下,所述凹部具有表面凹入地弯曲的凹陷部。凹部和配装在凹部中的插入件可以具有任何期望的横截面形状、例如圆形、三角形、矩形、正方形、多边形、椭圆形等。下面对各种横截面形状的插入件的示例进行解释。
靶板包括第一溅射材料并且插入件中的至少一些插入件、更优选地插入件中的多数插入件、并且特别优选地插入件中的所有插入件包括第二溅射材料。溅射材料应当被理解为意指可以用于溅射方法、并且特别是涂覆方法的固体材料。优选地是金属、特别是纯金属,但是也可以使用其他材料、比如碳。在下面给出溅射材料的示例。
靶板的材料和插塞的材料彼此不同。构成插塞的第二溅射材料具有高于构成靶板的第一溅射材料的溅射率。例如,第二溅射材料可以具有比第一溅射材料的溅射率高至少20%、优选地至少50%、以及甚至100%的溅射率。如本领域技术人员已知的,溅射率是指定在溅射过程期间每个入射离子发射的靶原子的平均数目的材料相关参数。因此,在具有均匀撞击离子的区域方面,与靶板相比,在由第二溅射材料制成的插入件处存在更高的溅射侵蚀率。
根据本发明,由第二溅射材料制成的插入件中的至少一些插入件、优选地插入件中的大多数插入件、并且特别优选地插入件中的所有插入件具有这样的形状:在该形状中,在平行于表面的测量方向上测量的长度在深度方向上从表面到基部板连续地增加。这应该至少被理解为意味着,在给定的插入件中,该插入件在测量方向上在第一较浅深度处具有第一长度并且在测量方向上在第二较大深度处具有第二长度,第二长度总是大于第一长度。因此,长度的大小在深度上以严格单调的方式增加。优选地,插入件的相应的横截面面积因此也以对应的方式在深度方向上增加。
在下文中,参照有时用于插入件的扩大形状的术语“锥形”或替代性地“园锥形”,然而,并不限于锥形或替代性地楔形形状,即也意指圆形横截面形状和/或连续的线性路线,尽管后者是优选的。
插入件的锥形形状已经被证明有利于在溅射靶的整个使用寿命中在每种情况下获得尽可能均匀的溅射材料的组分。当在涂覆系统中使用时,所产生的涂层由材料的被喷溅出的成分构成。本发明人已经确定的是,在常规溅射靶的柱形插入物的磨损程度不断增加的情况下,形成插入件的第二溅射材料的比例相对于形成靶板的第一溅射材料的比例降低。
借助于根据本发明的溅射靶,抵消了这种趋势,使得第二溅射材料的相对比例的变化优选地至少部分地得到补偿,或者在理想情况下至少基本上完全地得到补偿。因此,当在涂覆系统中使用时,可以在溅射靶的整个使用寿命期间实现更均匀的层组分。
尺寸沿深度增加的插入件可以利用各种设计来实现。例如,插入件可以在纵向截面中包括一个或更多个阶梯部,在所述一个或更多个阶梯部处,所述插入件的长度在测量方向上急剧增加。根据本发明,该形状的长度在深度方向上连续地、即稳定地增加,其中,这优选地是线性的,使得在圆形横截面的情况下,例如至少部分地产生截头锥形的形状,或者在矩形横截面形状或者替代性地正方形横截面形状的情况下,产生截头棱锥形的形状。然而,也可以设想到长度在深度方向上的非线性增加。特别优选地,插入件定形状为连续的锥形或棱锥形。
由第二溅射材料制成的所有插入件可以具有相同的形状和尺寸。然而,不同插入件的形状、特别是锥度和尺寸也可以彼此不同。下面对应的实施方式进行解释。
在外部轮廓的线性增加的优选情况下,当在插入件的纵向截面中观察时,与正方形或圆柱形相比,至少在相应的插入件的一个部分中,外部轮廓可以以倾斜的方式延伸、即以一锥角延伸。该锥角可以例如在1°至20°的范围内。由于深度方向在此处垂直于表面延伸,因此在所讨论的边缘与表面之间形成的角度例如为70°至89°。优选地是4°至15°的锥角(对应于边缘与表面之间的75°至86°的角度);特别优选地是6°至12°的锥角(边缘与表面之间的78°至84°的角度)。如下面所解释的,靶的不同插入件的锥角可以不同。
插入件的横截面面积的优选扩大在不同的实施方式中变化。优选地,横截面面积在深度方向上在5mm的距离上增加4%至40%、更优选地8%至35%、特别优选地15%至30%。对于具有圆形横截面面积的插入件,可以优选地是8%至30%、特别优选地15%至25%的稍低值。
用于锥度的上述规格已经被证明是有利的、特别是对于其中第二溅射材料具有比第一溅射材料的溅射率高50%至150%的溅射率的材料对。
基部板和靶板优选地以平面方式一个直接位于另一个之上。根据优选实施方式,基部板可以包括凹部,所述凹部优选地形成在基部板的面向靶板的表面上,但是不完全穿透基部板。由第二溅射材料制成的一些插入件、若干插入件或优选地所有插入件优选地突出到基部板中的凹部中,并且更优选地可以因此至少基本上完全填充基部板。因此,靶板的材料可以以改进的方式被利用,因为溅射靶可以使用更长时间,而基部板的材料不会被溅射至很大程度。
基部板一方面用于机械地保持和固定溅射靶,并且优选地另一方面用于确保良好的热分布和热耗散。优选地,基部板完全或至少主要地由至少基本上纯铜或铜合金构成。基部板可以包括固定元件或用于固定元件的接合结构、例如用于接合固定元件的孔。
特别地,第一溅射材料和第二溅射材料可以选自包括C、B、Al、Si和根据IUPAC(1988)的周期表的第4族至第6族元素的组,这些元素呈其纯形式或作为其化合物、合金或烧结材料。在特别优选的实施方式中,第一溅射材料和第二溅射材料的材料对可以是例如钛/铝。
靶板和/或基部板在形状上优选地呈矩形、特别地长形,即其中长度大于其宽度的3倍、优选地大于其宽度的5倍。宽度可以例如在50mm至200mm、优选地在70mm至150mm的范围内。长度可以例如在200mm至1000mm、优选地在300mm至700mm的范围内。与其长度和宽度相比,靶板的厚度优选地相对较低并且可以优选地在例如3mm至30mm、特别优选地在5mm至15mm的范围内。
插入件可以布置在靶板上的环形区域中,即沿着围绕靶板中心的封闭带。“环形”不一定要理解为意指圆形。事实上,在靶板的优选矩形形状中,插入件的优选布置遵循椭圆形路径,或者更确切地说是圆角矩形。
所述插入件优选地沿着线布置在靶板上,其中,在每种情况下,连续的插入件布置成在所述线的侧向的方向上偏移。这种布置已经被证明有利于允许沿着在阴极溅射期间经受负载的主要区域有相对大数目的插入件。
可以使用不同形状和/或不同尺寸的插入件并且可以将所述插入件布置在目标板上的不同位置处。特别地,如果根据靶板上的位置产生不同的溅射条件、例如在溅射靶设置在磁控管阴极上的情况下由于不同的磁场强度产生不同的溅射条件,这可能是有利的。通过这种方式,任何不均匀性可以得到补偿。例如,可以使用具有不同的横截面面积、特别是不同直径的插入件和/或具有锥度更大或更小的插入件。例如,在矩形靶板的情况下,具有第一尺寸和锥度的第一类型的插入件可以沿着靶板的长侧部布置,并且第二类型的插入件可以布置在窄侧部上。通过这种方式,由离子的可能非均匀冲击导致的位置相关的不同溅射侵蚀的影响可以得到补偿,使得被侵蚀材料的组分沿着溅射靶的长度尽可能均匀。这种不均匀的侵蚀分布可以通过插入件来应对,所述插入件布置在靶的被特别加载的第一区域中,与例如靶的被较少加载的第二区域相比,所述插入件没有锥度或具有较小锥度。
当在非平衡磁控管阴极上使用矩形靶时,已经表明的是,靶的不同区域根据电激发的类型经受不同的负载量。采用直流电压(DC)的操作导致窄侧部上的更大的溅射侵蚀,并且根据HIPIMS方法(高功率脉冲磁控溅射)的操作导致纵向侧部的中央的更大的侵蚀。因此,在HIPIMS方法中使用的情况下,例如可以设置这样的靶,其中,例如沿着纵向侧居中布置的插入件在例如100mm至350mm、优选地200mm至300mm的长度区域中例如与窄侧部上的插入件相比没有锥度或者锥度较小。
尽管具有圆形横截面的插入件是已知的并且已经进行尝试和测试,但是已经表明的是,在明显锥度的情况下,即在深度方向上增加直径的情况下,可能难以实现插入件的足够密集的布置以获得第二溅射材料的高表面比例。根据优选实施方式,因此特别可以使用具有带状横截面的插入件。这应该被理解为意指横截面形状,其中,最大纵向尺寸、即长度显著大于横向于长度的尺寸、即宽度。带状插入件的长度优选地对应于宽度的至少两倍、优选地宽度的至少三倍。甚至更长的设计也已经被证明是有利的,在该设计中,长度/宽度的比率对应于至少4、5、8或10。优选地,带状至少大致上是矩形的,即具有两个至少基本上平行的长边缘。端部可以优选地是倒圆的。借助于带状插入件,溅射靶表面的区域的相对较大部分可以容易地设置有第二溅射材料。
带状插入件在上侧部上可以具有例如5mm至20mm、优选地8mm至16mm、特别优选地10mm至15mm的宽度。长度可以取决于矩形靶板内的布置,使得在横向布置或对角布置的情况下可以使用较短的插入件,并且在纵向布置的情况下可以使用较长的插入件。在短的变型中,例如,长度可以是20mm至100mm、优选地25mm至80mm、特别优选地30mm至50mm。在长的变型中,长度可以例如达500mm。
带状插入件可以设置有锥度,因为它们的长度和/或宽度在深度方向上增加。优选地,宽度和长度两者增加。
带状插入件可以优选地布置成彼此平行。插入件在矩形靶表面的倾斜布置、即对角线布置已经被证明是特别有利的,其中,插入件相对于矩形靶表面的纵向轴线和/或横向边缘以优选地20°至70°、特别优选地30°至60°、特别是45°+/-10°的角度与其纵向轴线对准。这样,可以实现第一溅射材料和第二溅射材料在溅射靶材表面上的分布的良好均匀性。
本发明还涉及一种涂覆系统,在该涂覆系统中,在涂覆室中通过合适的装置以本身已知的方式产生真空并且在涂覆室中可以布置有待涂覆的衬底。在涂覆室内布置有至少一个阴极、优选地多个阴极、特别地磁控管阴极。根据前述权利要求中的一项所述的溅射靶安装在至少一个阴极、优选地多个阴极或者所有阴极上。
最后,本发明涉及一种涂覆方法,在该涂覆方法中,根据本发明的溅射靶在真空中借助阴极溅射进行溅射并且将溅射靶的溅射成分的涂层施加至衬底。
附图说明
在下文中,将参照附图更详细地描述本发明的实施方式,在附图中:
图1是具有部分插入的插入件的溅射靶的第一实施方式的立体图;
图2以平面图示出了图1的溅射靶;
图3是沿着图2中的线A..A穿过靶的纵向截面的视图;
图4示出了图3的区域B的放大图,其图示了根据溅射靶的第一实施方式的插入件的形状;
图5以示意图示出了涂覆系统;
图6是具有插入的插入件的溅射靶的第二实施方式的平面图;
图7a至图7c是根据图6的溅射靶的插入件的视图;
图8是具有插入的插入件的溅射靶的第三实施方式的平面图;
图9是示出溅射材料的比例相对于溅射靶的侵蚀的进展的曲线图;
图10、图11是具有插入的插入件的溅射靶的第四实施方式和第五实施方式的平面图;
具体实施方式
所述附图应当被理解为是说明性的并且不一定按比例绘制。
图1示出了溅射靶10的第一实施方式。
溅射靶10具有平坦的矩形形状。溅射靶10包括由铜制成的矩形基部板12和布置在矩形基部板12上的由第一溅射材料制成的靶板14,作为示例,第一溅射材料在这种情况下为纯钛。
在靶板的前表面16上设置有凹部18,由第二溅射材料制成的插入件20插入到凹部18中,作为示例,第二溅射材料在这种情况下为纯铝。插入件20也被称为插塞。
在图1中,为了帮助理解,在溅射靶10的右半部示出了没有插入所述插入件20的凹部18并且在左半部示出了具有所述插入件20的凹部18。实际上,插入件20插入溅射靶10中的凹部18中的每个凹部中,使得凹部18被完全地填充或者至少大多数地被填充。在每种情况下,插入件20的上侧与靶板14的表面16形成连续的平坦表面,或者替代性地邻接表面16,但是具有凹形的上凹入部(未示出)。
溅射靶10在图2中以平面图示出。凹部18和插入到所述凹部18中的插入件20沿着周向带以环形布置安置在表面16上,该周向带具有带有明显倒圆拐角的窄的长矩形的形状。连续的插入件20至少沿着溅射靶10的长边缘布置成以交替的方式相对于彼此侧向偏移并且紧密连续地布置成使得它们的边缘几乎接触。
在拐角处,靶板14包括凹部,而位于凹部下方的基部板12包括用于将溅射靶10固定至涂覆系统的阴极的螺钉孔,如将在下文中结合图5进行解释的。此外,靶板14和基部板12包括一排居中的孔,所述孔也用于附接。
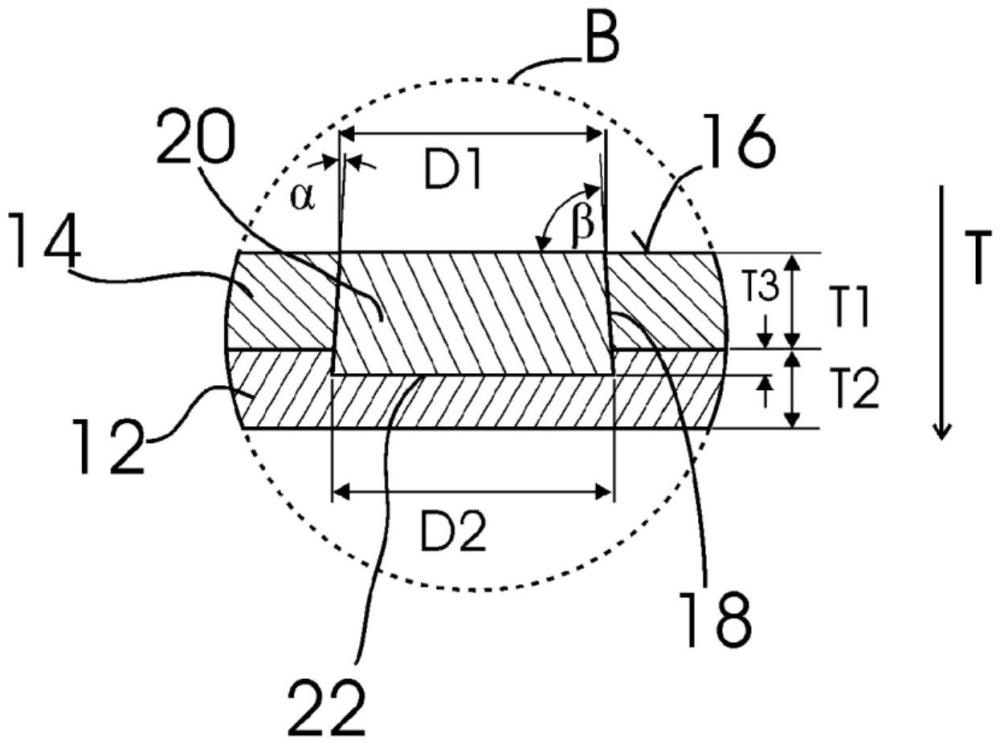
图3以沿着图2中的线A..A穿过溅射靶10的纵向截面示出了基部板12、靶板14和凹部18以及插入件20的布置和形状。图4以放大图示出了图3的区域B。
在所示出的示例中,插入件20各自具有相同的形状。每个插入件20定形状为在表面16处具有较小的上直径D1以及较大的下直径D2的截头锥形。在从表面16以直角朝向基部板12延伸的深度方向T上,此处测量为直径的横向尺寸因此在平行于表面16的测量方向上从直径D1线性地增加至直径D2。因此,插入件20的在每种情况下平行于表面16测量的横截面面积相应地增加。
在图4的放大的纵向截面中,关于所示出的插入件20的轮廓,可以看出,插入件20的邻接凹部18的边缘的侧边缘倾斜地延伸,即相对于竖向以锥度角α并且相对于表面16以角度β倾斜地延伸(其中显然β=90°-α是有效的)。
在所示出的优选示例性实施方式中,角度α为约8°并且因此角度β为约82°
图4还示出了插入件20在深度方向上与对应于靶板14的厚度T1的延伸相比延伸得更多,即延伸到基部板12中的凹部22中。基部板12在此具有厚度T2并且插入件20在基部板12中的延伸量T3。
在优选实施方式中,插入件20的长度或者确切地说深度(T1+T3)为大约4mm至20mm、优选地大约7mm。插入件20的上直径D1在例如10mm至20mm的范围内并且优选地为大约15mm,并且下直径D2比D1例如大5%至20%、优选地约大13%。
图5示意性地示出了具有真空室32的涂覆系统30,在真空室32中,作为示例,设计为非平衡磁控管的四个阴极40围绕衬底台38布置。在每种情况下,阴极40中的每个阴极配备有一个溅射靶10。
用于产生真空(泵系统)的装置34和用于供应过程气体的装置36以及如果适用情况下的反应性气体连接至真空室32。
也布置在真空室32中的阴极20、衬底台38和阳极44连接至电力供应系统42。
例如,涂覆系统30可以根据申请人的WO 98/46807中所公开的进行构造和操作。本文件的内容、特别是关于所示出的涂覆系统30的元件的电气配置和关于涂覆期间的工艺并入本文中。
在真空室32中,通过电力供应系统42借助于电压在阴极40与阳极44之间产生等离子体,使得溅射靶10被溅射。因此,布置在衬底台38上的衬底被溅射靶10的溅射出的成分镀上涂层。
在涂覆系统10的操作期间,材料主要沿着侵蚀通道从溅射靶10的表面16被侵蚀,所述侵蚀通道沿着插入件20的布置以环形方式在溅射靶上延伸(参见图2)。材料从靶板14的相关暴露表面和从插入物20两者被侵蚀。
然而,根据所述材料的相应的溅射率,对于在这种情况下为钛的第一溅射材料和对于在这种情况下为铝的第二溅射材料,侵蚀不是均匀的,而是不同的。
在下文中,通过示例给出了一些材料在600eV下的溅射率的值(对于用Ar离子的溅射):
因此,对于钛/铝的优选材料对,第二溅射材料的溅射率大约比第一溅射材料钛的溅射率高100%。
在一定的操作时间之后,构成插入件20的第二溅射材料的较高的溅射率导致溅射材料的表面16不再是平坦的,而是插入件20以凹部的方式加深。这些凹部又导致对撞击离子的部分屏蔽,使得考虑到上述溅射率,第一溅射材料和第二溅射材料的相应比例不是直接由插入件20的横截面和靶板14的表面产生,而是情况更加复杂。然而,在任何情况下,在不根据本发明的筒形插入件20的比较情况下,真空室32中的第二溅射材料的比例或者更确切地说在衬底上产生的涂层的比例已经被示出为在溅射靶10的整个使用寿命中降低。
在图3和图4中所示出的插入件20的锥形形状的情况下,所述插入件在深度方向上的尺寸增加,渐进性侵蚀逐渐暴露出逐渐增大的区域。这抵消了第二溅射材料的比例的下降或者在理想情况下完全补偿第二溅射材料的比例的下降。
尽管在溅射靶10的上述实施方式中,所有插入件20具有相同的形状,但是相同的溅射靶10的各个插入件20的形状也可以彼此不同、特别地插入件20可以具有不同的锥度(即,特别具有不同的锥度角),或者插入件20可以具有筒形形状、即没有锥度。
因此,作为替代性实施方式(未示出),提出了溅射靶10,该溅射靶10具有与靶板14相同的形状以及具有与所示出的溅射靶10相同的插入件20的数目和布置,其中,筒形形状的插入件20、即没有锥度的插入件20仍然沿着距靶板14的纵向侧面的中央例如250mm的距离设置。这种靶特别地适合于根据HIPIMS方法的操作,其中,在纵向侧部的中心有更多的侵蚀。
图6以及图7a至图7c示出了根据优选的第二实施方式的溅射靶110及其插入件120。根据第二实施方式的溅射靶110很大程度上对应于根据第一实施方式的溅射靶10;相同的部件设置有相同的附图标记。类似于溅射靶10,溅射靶110包括矩形靶板14,其中,在矩形靶板14下方布置有基部板12(在图6中不可见)。
在下文中,将仅提及实施方式之间的差异。
第二实施方式与第一实施方式的不同之处在于凹部118和配合地接纳在凹部118中的插入件120的横截面形状不同。所述插入件各自具有带状、即长矩形的横截面,但具有倒圆端部。
凹部118和插入件120是锥形的,即,它们在深度方向T上的尺寸增加。在表面16处,插入件120具有长度L1并且在下端部处具有大于长度L1的长度L2。横向于长度,下端部处的宽度B2也大于表面16处的宽度B
在根据第二实施方式的溅射靶110的情况下,靶板14优选地由钛制成并且插入件120由铝制成。插入件120的宽度在深度方向T上从宽度B1增加至宽度B2,使得在插入件120的纵向方向上观察,侧壁以角度β1延伸。同时,插入件120的长度在深度方向T上从长度L1增加至L2,使得在插入件120的横向方向上观察,侧壁以角度β2延伸。因此,插入件120的横截面面积从表面16沿深度方向T从面积L1×B1增加(平行于表面14)至面积L2×B2(其中,在该计算中不考虑四舍五入)。
对于不同的实施方式,尺寸L1、L2、B1、B2、β1、β2的大小可以不同。特别地,L1=L2或B1=B2是可能的,即,例如,插入件120可以仅在纵向方向或横向方向上是锥形的。特别地,从制造的角度来看,可以证明仅在横向方向上提供锥度而不在纵向方向上提供锥度(即,L1=L2)是更简单的,因为锥度在横向方向上的影响无论如何都是更显著的。
在优选的示例性实施方式中,插入件120可以例如由以下值表征:
L1=95mm
L2=95mm(在5mm的深度T处)
B1=15mm
B2=18mm
β1=73.3°(在5mm的深度T处)
β2=90°。
这导致与表面16相比,横截面面积在5mm的深度处增加大约20%。
根据图6中的实施方式,长形的插入件120在表面16上以相对于靶板14的边缘的对角线对准而彼此平行地延伸,在这种情况下插入件120以大约45°的角度延伸。
与根据第一实施方式的插入件20的圆形横截面相比,由于插入件120的长形形状,在表面16处可以实现插入件120的材料(这里:铝)相对于靶板114的材料(这里:钛)的更高比例。最重要的是,由于插入件120的锥度,可以以更简单的方式实现插入件120的材料与总表面面积的比例的显著增加,而不会引起插入件120彼此相邻放置的问题。
图8示出了根据第三实施方式的溅射靶210。根据第二实施方式的溅射靶210很大程度上对应于根据第二实施方式的溅射靶110;在这种情况下,相同的部件也设置有相同的附图标记。在下文中,将仅参考实施方式之间的差异。
在第三实施方式的情况下,凹部218和插入凹部218中的插入件220也是长形的,但是具有大约为1:4的宽度与长度的比率,凹部218和插入件220明显更短。插入件220也相对于边缘以大约45°对准成对角线并且沿着靶板14的纵向边缘布置成两个平行的排。插入件220也是锥形的,即它们的长度和/或宽度在深度方向T上增加(在图8中未示出)。
根据图7a至图7c的插入件120的表示也适用于插入件220,即尺寸L1、L2、B1、B2、β1、β2也适用于形状和尺寸在深度方向T上的增加。根据优选的示例性实施方式,这些尺寸可以选择如下:
L1=31mm
L2=34mm(在5mm的深度T处)
B1=15mm
B2=18mm(在5mm的深度T处)
β1=73.3°
β2=73.3°。
这导致与表面16相比,在5mm的深度处的横截面面积增加了大约32%。
图9示出了使用根据第三实施方式的各种溅射靶210的涂覆测试的结果。如上所述,借助于溅射靶210在系统30中施加涂层,溅射靶210包括由钛制成的靶板14和由铝制成的插入件220。示出了所产生的层中的铝含量(以金属层含量的原子%计)与溅射靶210的侵蚀(以mm计)。
在图9中,示出了针对插入件220的不同锥度的三个不同曲线,所述曲线在每种情况下由表面16处的横截面面积与下端部处的横截面面积之间的面积比率表示。因此,由1:1表示的最下面的线表示尺寸在深度方向上不增加的插入件(比较示例);上方的两条线示出了用于低锥度(1:1.2,即在5mm深度上横截面面积增加20%)和较高锥度(1:1.3,即在5mm深度上横截面面积增加30%)的曲线。
在非锥形插入件(线1:1)的对比示例中,当溅射靶被侵蚀至5mm的深度时,Al含量从最初的大约58原子%下降至小于50原子%。即使具有横截面面积增加20%的锥度也能显著地将Al含量的下降降低至大约54%。具有横截面面积增加30%的甚至更大的锥度再次产生Al含量的下降,然而这次下降的幅度要小得多。
图10和图11示出了根据第四实施方式和第五实施方式的溅射靶310、410。根据第四实施方式和第五实施方式的溅射靶310、410很大程度上对应于根据先前描述的实施方式的溅射靶110、210;在这种情况下,相同的部件也设置有相同的附图标记。在下文中,将仅提及实施方式之间的差异。
在第四实施方式和第五实施方式中,凹部318、418和插入到凹部318、418的插入件320、420不是对角布置的,而是与靶板14的边缘平行;在图10的示例中,它们与窄侧部平行,而在图11中它们与长侧部平行。在这种情况下,插入件320、420也是锥形的,即它们的长度和/或宽度在深度方向T上增加(在图10和图11中未示出)。
总之,已经示出溅射靶的插入件的锥度可以用来使所产生的层中涂层材料的相对比例均匀化。可以为靶板14中的不同横截面形状和布置的插入件20、120、220、320、420提供这种锥度。
- 陶瓷膜、溅射靶以及溅射靶的制造方法
- 溅射靶用铜材料及溅射靶
- 溅射靶的加工方法、溅射靶的加工装置、溅射靶及溅射靶制品的制造方法
- 溅射靶的加工方法、溅射靶的加工装置、溅射靶及溅射靶制品的制造方法