一种用于汽车的多层吸音结构及制备方法
文献发布时间:2024-04-18 19:48:15
技术领域
本发明涉及汽车工业技术领域,具体涉及一种用于汽车的多层吸音结构及制备方法。
背景技术
噪音污染已成为继大气、环境的第三大污染,尤其是生活在嘈杂的都市环境中整天面对着各种各样的噪音,极大的影响着人们的身心健康,影响人们的生活质量。随着城市交通网络的逐步完善,人们出行更多的是使用各种各样的交通工具,如:汽车、飞机、火车、地铁、公交等,但是这些交通工具的使用,必然带来各种噪音,影响乘车舒适感。随着人们生活水平的提高,汽车已成为一种常见的交通工具,其普及率日益增加。汽车在启动时,发动机等零件会产生噪音,而且外部的噪音也会传播到车内,汽车内的驾驶员会听到噪音。人类可以接受的噪音在44分贝以下,超过44分贝人就开始感觉不适,当司机听到的噪声过大时会影响其正常思考,导致判断错误,甚至发生交通事故,造成人员伤亡。在汽车的发动和行驶过程中车内会产生各种动态噪音,这些噪音也直接关乎乘车人的舒适度和听觉健康。因此有效地降低车厢内的噪音,营造安静、健康的驾驶和乘坐环境显得尤为重要。降低车内噪音主要取决于车体本身的设计、材质以及内饰吸音材料,其中设计高品质的吸声隔音材料是最常见同时也是较为高效的一种降噪方法。
传统配方的汽车隔音材料的隔音层中的各种热塑性树脂分子之间结合不够紧密,且热塑性树脂与填料之间界面结合差,不够密实,难以达到理想的隔音效果,且由于添加了大量无机填料,增大了材料重量,与汽车轻量化的趋势相背离。目前,市场上车用吸音材料主要分为多孔吸声材料和共振结构吸声材料。多孔吸声材料一般高频吸声系数大、比重小,并且透气性高,且材料本体对灰尘和吸烟者的烟具有过滤的作用,但同时其多孔表面容易被污染,并且对较低频率的噪音吸收效果不明显。常用的穿孔板共振吸声结构材料一般比重较大,吸收频率范围较小。
如中国专利申请CN107599522A公开了一种高吸音性能多孔复合材料的汽车内饰顶棚,由下无纺布层、下打孔胶膜、下玻璃纤维毡、聚氨酯泡沫板、上玻璃纤维毡、上打孔胶膜、上无纺布层、面料自下而上粘接而成;下打孔胶膜和上打孔胶膜表面有圆形凸起小孔。其利用打孔胶膜和泡沫板的多孔结构实现其良好的吸音效果,但其对于中低频的噪音的吸音率不高,并且厚度、比重相对较大,影响汽车生产中的安装使用。
如中国专利申请CN103489442A公开了一种柔性吸音材料,包括:泡棉底层、黏胶层、保护层和吸音层,泡棉底层一面设置有黏胶层,黏胶层另一侧设置有保护层,泡棉底层的另一侧设置有吸音层。其发泡材料和有台状突起的吸音层虽具有较好的隔噪效果,但整体叠加后的结构过于柔软,并且厚度太大,影响安装和使用。
如中国专利申请CN104339782A公开了一种车用吸音隔热材料及制备方法,包括五层结构,依次是:底层玻璃纤维,第二层是玻璃纤维、PP纤维、PET纤维三者的混合纤维,中间层为PP材料与PET的混合纤维,第四层是玻璃纤维、PP纤维、PET纤维三者的混合纤维,面层为玻璃纤维,五层熔融连接成一体。制备的车用隔音垫,其相较于传统吸音材料,吸音性能稍有提高,并具有良好的隔热性能,但其对于较高和较低频率的噪音不能达到较好的吸音、隔音效果,并且整个材质较硬,表面粗糙,不具备良好的舒适性。
中国专利CN102529840A公布一种多层结构的汽车隔音垫及其制造方法,该隔音垫由密度为200~220kg/m
发明内容
针对上述问题,本发明提供一种用于汽车的多层吸音结构及制备方法。旨在解决上述背景技术存在的问题。
为了达到上述的目的,本发明提供了如下技术方案:
一种用于汽车的多层吸音结构,所述吸音结构包括四层结构,包括自上而下依次设置的聚氨酯泡沫层、复合无纺布层、PPS滤料层和复合无纺布层。
在其中一些实施例中,以重量份计,所述复合无纺布层包括64 - 75重量份的无纺布基料、20-35重量份的无纺布辅料以及质量百分比为1 - 5重量份的辅助剂。
在其中一些实施例中,所述无纺布辅料为金属纳米离子,所述辅助剂为聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂的混合物。
在其中一些实施例中,所述聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂的质量之比为1:2:1。
本发明通过将聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂复配到一起,能够大大提高复合无纺布层的韧性,提高吸音结构的抗拉强度,且聚醚砜树脂具有自熄性,能够降低燃烧速度,提高吸音结构的阻燃效果,配合PPS滤料层,大幅度提高吸音结构的阻燃效果。将聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂按质量之比为1:2:1复配,聚醚砜树脂的添加量是聚芳醚酮树脂和聚芳砜树脂添加量的和,由于聚醚砜树脂不但要发挥增韧作用,还要发挥阻燃作用,因此聚醚砜树脂的用量不宜过低,设置聚醚砜树脂的添加量是聚芳醚酮树脂和聚芳砜树脂添加量的和,既能提高无纺布层的韧性,提高吸音结构的抗拉强度,又能提高吸音结构的阻燃效果。
金属纳米离子具有优异的杀菌作用,能够防止细菌滋生,起到杀菌保护的作用。在复合无纺布层中设置金属纳米离子,能够提高吸音结构的杀菌效果。
在其中一些实施例中,所述PPS滤料层的制备方法包括以下步骤:(1)将废弃PPS滤料在氢氧化钠溶液中浸泡3-5h,再超声清洗1-2h,80-85℃下烘烤10-13h,得到初步处理的废弃PPS滤料;(2)将初步处理的废弃PPS滤料与热熔纤维网进行热风粘合成型,其中初步处理的废弃PPS滤料层数为3-5层,与热熔纤维网叠加交错排放。
聚苯硫醚(PPS)又名聚对苯硫醚或聚苯撑硫醚,是一种采用熔融纺丝法进行纺丝的半结晶性聚合物。PPS纤维具有优良的力学性能、耐高温性、热稳定性、阻燃性和纺织加工性能。并且化学性能稳定,耐腐蚀性能优越。
随着我国烟气排放标准的升级,市场上对滤料的要求越来越高。拥有高效过滤性能的袋式除尘系统目前在垃圾焚烧厂、钢铁厂、水泥厂和火力发电厂的烟气处理中被广泛应用。高温烟气的除尘效率的关键决定因素在于袋式除尘系统中的滤袋。具有优异的耐化学稳定性、阻燃性、热稳定性和良好的机械性能的PPS纤维制备的滤料可以在比较恶劣的环境中使用,比如酸性环境和高温环境中,其使用寿命可达3年左右,因此PPS滤料已成为燃煤电厂的首选滤料。
PPS滤料主要采用针刺方式将PPS短纤维网与PPS机织布做成的基布加固在一起制备,具有三维立体结构,纤维之间柔性缠结,内部具有大量细小的空隙,并且具有良好的尺寸稳定性、弹性和机械性能。
随着我国烟气排放标准要求越来越高,对于PPS滤料的需求也越来越大。
滤料在使用过程中其过滤性能和机械性能会持续劣化以致失效,每年需要更换大量废弃PPS滤料,但废弃PPS滤料处理困难,目前国内采取焚烧或填埋的方式处理会对环境造成严重污染,并且也造成资源的严重浪费,同时PPS纤维与常用化纤相比,价格也较为昂贵,而且在PPS滤料的生产过程中也会产生大量的边角料。故废弃PPS滤料的回收利用具有极高的经济效益,也符合绿色环保的新趋势。
由于PPS滤料长期在高温、酸碱性条件恶劣的环境中使用,滤料的机械性能和过滤性能会持续劣化直到失效,一般PPS滤料的正常使用寿命在3~5年,待滤料不足以继续工作时便要进行更换,对于更换下来的废弃PPS滤料目前国内主要采用填埋或者焚烧的方式,不仅浪费资源也污染环境。
废弃PPS滤料作为非织造材料,拥有多孔且疏松的结构,当声波入射到材料表面时,一部分声波被反射回去,另一部分在织物孔洞中进行传播,传播过程中由于受到空气粘滞力和摩擦力的作用,大部分声能被转化成了热能逸散,小部分声能则继续向前传播。
本发明将废弃PPS滤料进行再利用,通过碱洗进行初步处理,再与热熔纤维网(聚酰胺)进行热风粘合成型,并将初步处理的废弃PPS滤料与热熔纤维网按一定层数交错叠加排放。得到的多层吸音结构具有良好的隔音吸音性能,同时由于PPS滤料本身具有阻燃性和热稳定性,使得本发明的吸音结构无需额外添加阻燃剂,即可具有优良的阻燃性能,同时具有较好的隔热效果。
在其中一些实施例中,所述步骤(1)中氢氧化钠的质量百分比浓度为3-6%;步骤(2)中热风粘合成型的温度为120-130℃,时间为1-3min。
在其中一些实施例中,所述PPS滤料层的厚度为4.5-7.5mm,面密度为2-3.4kg/m
在其中一些实施例中,所述聚氨酯泡沫层为异氰酸酯和聚醚混合后,经发泡、熟化、切除余料得到,聚氨酯泡沫层的密度为45-60kg/m
在其中一些实施例中,所述聚氨酯泡沫层与相邻的复合无纺布层经聚氨酯自生粘结。
本发明还提供了一种用于汽车的多层吸音结构的制备方法,该方法包括以下步骤:
(1)热压成型
将复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布,然后进行热压成型,控制热压温度为200-210℃,压力为180-250KPa,压制处理60-80s;
(2)冷却定型
将热压成型的产品在室温中冷却80-100s进行冷却定型,再切除余料得到半成品;
(3)发泡
控制模具温度为60±15℃,将步骤(2)得到的半成品放入到发泡模具中,异氰酸酯和聚醚按照重量比为0.7-0.85:1混合得到聚氨酯发泡剂,控制聚氨酯发泡剂的温度为25±5℃,浇注在半成品的内表面,发泡熟化时间为3-5min,然后切除余料即得到用于汽车的多层吸音结构。
本发明通过将复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布热压成型,再冷却定型,再放入发泡模具中进行发泡制得多层吸音结构,制备工艺简单,无需经过复杂的工序和设备,提高生产效率和节省成本。
在其中一些实施例中,步骤(2)中,冷却定型具体为定型成波浪结构,所述波浪结构的厚度为15-20mm,波浪结构的波谷的深度为3-10mm。
其中,形成的波浪结构中的波谷一端封闭。步骤(1)中,复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布,进行热压成型,此时热压成型后是平整的三层结构,这样的设置能够将PPS滤料层与上下层的复合无纺布层压合的更紧密,保证吸音结构的机械性能。发明人在步骤(2)中冷却定型时将平整的三层结构定型为波浪结构,使本发明的吸音结构更加美观,且波浪结构上的多个波谷对中高频噪音吸收效果优良,同时提高吸音结构的承载能力和机械性能,延长吸音结构使用寿命。波浪结构的厚度低于15mm时,过于单薄,降低吸音结构的力学性能,波浪结构的厚度高于20mm时,同时由于厚度太大,噪音难以进入,降低吸音效果,且厚度太大,透气性也会降低。波浪结构的波谷深度设置为3-10mm,便于噪音进入到波浪结构体内,很大程度上减少了噪音的传播,达到很好的隔音效果。
在其中一些实施例中,步骤(3)中,还包括将两个步骤(2)得到的半成品放入到发泡模具中进行发泡。
本发明中,将两个步骤(2)得到的半成品放入到发泡模具中进行发泡,即将两个波浪结构的半成品放入到发泡模具中进行发泡,这里具体将两个波浪结构的半成品堆叠放入到发泡模具中进行发泡。通过两个波浪结构的堆叠,能够大大提升吸音效果和力学性能。需要说明的是,两个波浪结构的堆叠并非增加波浪结构的厚度,波浪结构是由复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布压制而成的,因此,冷却定型成的波浪结构厚度如果增加的话,PPS滤料层与上下层的复合无纺布层的复合可能较为松垮,不够紧密,影响波浪结构的吸音效果和机械性能。将已成型的两个波浪结构堆叠,再由聚氨酯发泡覆盖,波浪结构能够实现1+1>2的效果,大大提升吸音效果和力学性能。发明人试着将三个波浪结构的半成品放入到发泡模具中进行发泡,得到的吸音结构测试其吸音效果不如两个波浪结构的效果,仅与一个波浪结构的效果差不多。发明人发现大于两个波浪结构时,聚氨酯泡沫层影响了废弃PPS滤料的发挥,从而降低总体吸音效果。
本发明所提供的一种用于汽车的多层吸音结构及制备方法,相比于现有技术具有如下有益效果:
(1)本发明通过聚氨酯泡沫层、复合无纺布层、PPS滤料层和复合无纺布层组成的四层吸音结构,既能满足阻燃性能,又能提高吸音性能,同时柔韧性、耐高温、隔热、透气性能也有良好的表现。
(2)本发明将废弃PPS滤料进行再利用,通过碱洗进行初步处理,再与热熔纤维网(聚酰胺)进行热风粘合成型,并将初步处理的废弃PPS滤料与热熔纤维网按一定层数交错叠加排放,得到的多层吸音结构具有良好的隔音吸音性能,同时由于PPS滤料本身具有阻燃性和热稳定性,使得本发明的吸音结构无需额外添加阻燃剂,即可具有优良的阻燃性能,同时具有较好的隔热效果。本发明通过将废弃PPS滤料进行回收处理再利用,一方面大大节省了生产成本,另一方面避免了废弃PPS滤料采取焚烧或填埋的方式处理对环境造成的污染,既提高了经济效益,也符合绿色环保的趋势。
(3)本发明通过将聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂复配做复合无纺布层的辅助剂,能够大大提高复合无纺布层的韧性,提高吸音结构的抗拉强度,且聚醚砜树脂具有自熄性,能够降低燃烧速度,提高吸音结构的阻燃效果,配合PPS滤料层,大幅度提高吸音结构的阻燃效果。
(4)本发明通过将复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布热压成型,再冷却定型,再放入聚氨酯泡沫发泡模具中进行发泡制得多层吸音结构,制备工艺简单,无需经过复杂的工序和设备,提高生产效率和节省成本。
(5)通过设置波浪结构的厚度和波谷的深度,能够提高多层吸音结构的外观性、吸音性能和力学性能。
(6)将两个波浪结构半成品放入到发泡模具中进行发泡,制得的多层吸音结构的吸音效果大大提高。
附图说明
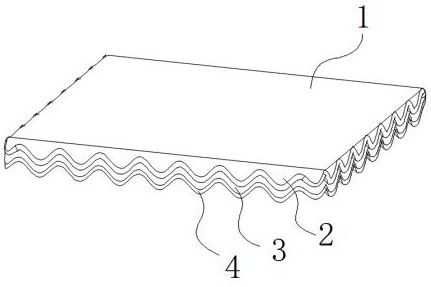
图1为本发明实施例1-3用于汽车的多层吸音结构的结构示意图;
图2为本发明实施例1-3用于汽车的多层吸音结构的剖视图;
图3为本发明实施例4用于汽车的多层吸音结构的结构示意图。
图中:1-聚氨酯泡沫层、2-复合无纺布层、3-PPS滤料层、4-复合无纺布层。
具体实施方式
以下结合具体实施例对本发明作详细说明。
在具体实施方式中,复合无纺布层2和复合无纺布层4均包括64 - 75重量份的无纺布基料、20-35重量份的无纺布辅料以及质量百分比为1 - 5重量份的辅助剂。
在其中一些实施例中,所述无纺布辅料为金属纳米离子,所述辅助剂为聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂的混合物。
在其中一些实施例中,所述聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂的质量之比为1:2:1。
实施例1
如图1-2所示,一种用于汽车的多层吸音结构,该吸音结构为四层结构,包括自上而下依次设置的聚氨酯泡沫层1、复合无纺布层2、PPS滤料层3和复合无纺布层4;复合无纺布层由75重量份的无纺布基料、20重量份的无纺布辅料以及5重量份的辅助剂组成,无纺布辅料为金属纳米离子,辅助剂为聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂按质量比为1:2:1的混合物;聚氨酯泡沫层的密度为60kg/m
PPS滤料层的制备方法包括以下步骤:(1)将废弃PPS滤料在质量百分比浓度为3%的氢氧化钠溶液中浸泡5h,再超声清洗1h,85℃下烘烤10h,得到初步处理的废弃PPS滤料;(2)将初步处理的废弃PPS滤料与热熔纤维网进行热风粘合成型,其中初步处理的废弃PPS滤料层数为3层,与热熔纤维网叠加交错排放;步骤(2)中热风粘合成型的温度为130℃,时间为1min;PPS滤料层的厚度为4.5mm,面密度为2kg/m
本实施例中一种用于汽车的多层吸音结构的制备方法,该方法包括以下步骤:
(1)热压成型
将复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布,然后进行热压成型,控制热压温度为210℃,压力为180KPa,压制处理80s;
(2)冷却定型
将热压成型的产品在室温中冷却80s进行冷却定型为波浪结构,波浪结构的厚度为15mm,波浪结构的波谷的深度为10mm,再切除余料得到半成品;
(3)发泡
控制模具温度为55℃,将步骤(2)得到的半成品放入到发泡模具中,异氰酸酯和聚醚按照重量份比为0.7:1混合得到聚氨酯发泡剂,控制聚氨酯发泡剂的温度为30℃,浇注在半成品的内表面,发泡熟化时间为5min,然后切除余料即得到用于汽车的多层吸音结构。
实施例2
一种用于汽车的多层吸音结构,该吸音结构为四层结构,包括自上而下依次设置的聚氨酯泡沫层、复合无纺布层、PPS滤料层和复合无纺布层;复合无纺布层包括64重量份的无纺布基料、35重量份的无纺布辅料以及1 重量份的辅助剂;无纺布辅料为金属纳米粒子,辅助剂为为聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂按质量比为1:2:1的混合物;聚氨酯泡沫层的密度为45kg/m
PPS滤料层的制备方法包括以下步骤:(1)将废弃PPS滤料在质量百分比浓度为6%的氢氧化钠溶液中浸泡3h,再超声清洗2h,80℃下烘烤10h,得到初步处理的废弃PPS滤料;(2)将初步处理的废弃PPS滤料与热熔纤维网进行热风粘合成型,其中初步处理的废弃PPS滤料层数为4层,与热熔纤维网叠加交错排放;步骤(2)中热风粘合成型的温度为120℃,时间为3min;所述PPS滤料层的厚度为5.9mm,面密度为2.7kg/m
本实施例中一种用于汽车的多层吸音结构的制备方法,该方法包括以下步骤:
(1)热压成型
将复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布,然后进行热压成型,控制热压温度为200℃,压力为250KPa,压制处理60s;
(2)冷却定型
将热压成型的产品在室温中冷却100s进行冷却定型为波浪结构,波浪结构的厚度为20mm,波浪结构的波谷的深度为3mm,再切除余料得到半成品;
(3)发泡
控制模具温度为75℃,将步骤(2)得到的半成品放入到发泡模具中,异氰酸酯和聚醚按照重量份比为0.85:1混合得到聚氨酯发泡剂,控制聚氨酯发泡剂的温度为20℃,浇注在半成品的内表面,发泡熟化时间为3min,然后切除余料即得到用于汽车的多层吸音结构。
实施例3
一种用于汽车的多层吸音结构,该吸音结构为四层结构,包括自上而下依次设置的聚氨酯泡沫层、复合无纺布层、PPS滤料层和复合无纺布层;复合无纺布层包括67重量份的无纺布基料、30重量份的无纺布辅料以及3重量份的辅助剂;无纺布辅料为金属纳米粒子,辅助剂为为聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂按质量比为1:2:1的混合物;聚氨酯泡沫层的密度为50kg/m
PPS滤料层的制备方法包括以下步骤:(1)将废弃PPS滤料在质量百分比浓度为5%的氢氧化钠溶液中浸泡4h,再超声清洗1h,80℃下烘烤12h,得到初步处理的废弃PPS滤料;(2)将初步处理的废弃PPS滤料与热熔纤维网进行热风粘合成型,其中初步处理的废弃PPS滤料层数为5层,与热熔纤维网叠加交错排放;步骤(2)中热风粘合成型的温度为125℃,时间为2min;所述PPS滤料层的厚度为7.5mm,面密度为3.4kg/m
本实施例中一种用于汽车的多层吸音结构的制备方法,该方法包括以下步骤:
(1)热压成型
将复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布,然后进行热压成型,控制热压温度为205℃,压力为230KPa,压制处理70s;
(2)冷却定型
将热压成型的产品在室温中冷却90s进行冷却定型为波浪结构,波浪结构的厚度为17mm,波浪结构的波谷的深度为6mm,再切除余料得到半成品;
(3)发泡
控制模具温度为70℃,将步骤(2)得到的半成品放入到发泡模具中,异氰酸酯和聚醚按照重量份比为0.8:1混合得到聚氨酯发泡剂,控制聚氨酯发泡剂的温度为25℃,浇注在半成品的内表面,发泡熟化时间为4min,然后切除余料即得到用于汽车的多层吸音结构。
实施例4
如图3所示,一种用于汽车的多层吸音结构,该吸音结构为七层结构,包括自上而下依次设置的聚氨酯泡沫层1、复合无纺布层2、PPS滤料层3、复合无纺布层4、复合无纺布层2、PPS滤料层3和复合无纺布层4;复合无纺布层包括67重量份的无纺布基料、30重量份的无纺布辅料以及3重量份的辅助剂;无纺布辅料为金属纳米粒子,辅助剂为为聚芳醚酮树脂、聚醚砜树脂和聚芳砜树脂按质量比为1:2:1的混合物;聚氨酯泡沫层的密度为50kg/m
PPS滤料层的制备方法包括以下步骤:(1)将废弃PPS滤料在质量百分比浓度为5%的氢氧化钠溶液中浸泡4h,再超声清洗1h,80℃下烘烤12h,得到初步处理的废弃PPS滤料;(2)将初步处理的废弃PPS滤料与热熔纤维网进行热风粘合成型,其中初步处理的废弃PPS滤料层数为5层,与热熔纤维网叠加交错排放;步骤(2)中热风粘合成型的温度为125℃,时间为2min;所述PPS滤料层的厚度为7.5mm,面密度为3.4kg/m
本实施例中一种用于汽车的多层吸音结构的制备方法,该方法包括以下步骤:
(1)热压成型
将第二、第三和第四层结构依次排布,即复合无纺布层、PPS滤料层、复合无纺布层自上而下依次排布,然后进行热压成型,控制热压温度为205℃,压力为230KPa,压制处理70s;
(2)冷却定型
将热压成型的产品在室温中冷却90s进行冷却定型为波浪结构,波浪结构的厚度为17mm,波浪结构的波谷的深度为6mm,再切除余料得到半成品;
(3)发泡
控制模具温度为70℃,将两个步骤(2)得到的半成品堆叠放入到发泡模具中,异氰酸酯和聚醚按照重量份比为0.8:1混合得到聚氨酯发泡剂,控制聚氨酯发泡剂的温度为25℃,浇注在半成品的内表面,发泡熟化时间为4min,然后切除余料即得到用于汽车的多层吸音结构。具体的,两个步骤(2)得到的半成品堆叠指的是两个波浪结构堆叠,即,将第二、第三和第四层制得的第一个波浪结构与将第五、第六和第七层制得的第二个波浪结构堆叠,其中,第一个波浪结构和第二个波浪结构的制备方法相同。堆叠的条件为:将第一个波浪结构置于第二个波浪结构上,进行热压成型,控制热压温度为205℃,压力为230KPa,压制处理70s,再在室温中冷却90s进行定型即可。
对比例1
与实施例3的不同之处在于,对比例1的PPS滤料层中的废弃PPS滤料未经任何处理。
对比例2
与实施例3的不同之处在于,对比例2的PPS滤料层的制备方法包括以下步骤:将废弃PPS滤料在质量百分比浓度为5%的氢氧化钠溶液中浸泡4h,再超声清洗1h,80℃下烘烤12h,即可。
对比例3
与实施例3的不同之处在于,对比例3的PPS滤料层的制备方法包括以下步骤:(1)将废弃PPS滤料在质量百分比浓度为5%的氢氧化钠溶液中浸泡4h,再超声清洗1h,80℃下烘烤12h,得到初步处理的废弃PPS滤料;(2)将初步处理的废弃PPS滤料与热熔纤维网进行热风粘合成型,其中初步处理的废弃PPS滤料层数为2层,与热熔纤维网叠加交错排放;步骤(2)中热风粘合成型的温度为125℃,时间为2min;PPS滤料层的厚度为3mm,面密度为1.3kg/m
对比例4
与实施例3的不同之处在于,对比例4的多层吸音结构的制备方法中,步骤(3)为控制模具温度为70℃,将三个步骤(2)得到的半成品堆叠放入到发泡模具中,异氰酸酯和聚醚按照重量份比为0.8:1混合得到聚氨酯发泡剂,控制聚氨酯发泡剂的温度为25℃,浇注在半成品的内表面,发泡熟化时间为4min,然后切除余料即得到用于汽车的多层吸音结构。
对实施例1-4和对比例1-4进行吸音测试试验,测试方法采用“阿尔法舱(AlphaCabin)法——在扩散声场中的吸音性”的测试方法,检测标准是D49 1977的检测标准,结果如表1所示:
表1
由表1可知,实施例1-4的吸音系数大大高于对比例1-3的吸音系数。由实施例4与实施例1-3对比可知,当采用两个波浪结构的半成品时,制得的多层吸音结构能够吸音系数大大高于单个波浪结构制得的多层吸音结构。由对比例4与实施例1-4对比可知,当采用三个波浪结构时,吸音系数并没有高于采用两个波浪结构结果的实施例4,但是吸音系数与实施例1-3相当,表明采用两个波浪结构制得的多层吸音结构的吸音效果达到顶峰。综上,本发明的多层吸音结构具有优异的吸音效果。
在不冲突的情况下,上述的实施例及实施例中的特征可以相互组合。
最后应当说明的是,以上实施例仅用以说明本发明的技术方案,而非对本发明保护范围的限制,尽管参照较佳实施例对本发明作了详细地说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的实质和范围。