用于部件的增材制造的方法
文献发布时间:2023-06-19 19:14:59
本发明的主题是一种用于部件的增材制造的方法,其中部件由基底材料逐层配置,该基底材料从在每层中至少在一些区域中熔融并随后凝固,其中冷却气流至少被引导到待固化的区域上。
增材制造方法(也称为3D打印方法)、比如特别是选择性激光熔融、选择性激光烧结、立体平版印刷等是制造方法,并且被理解为通过化学和/或物理工艺从不成形或形状中性的材料制造三维部件的方法,其中部件的构造通常逐层发生。在此,构造材料本身通常至少在一些区域中分别变成液体或熔融,以便凝固而形成部件,或者施加例如使粉状材料固化的粘合剂材料。由于所需固化而产生了时间限制,这是因为先前施加的材料必须在材料的下一次施加之前固化。此外,存在以下情形:由于使材料固化所需的时间和材料的潜在的、仍剩余的粘度,仅在有限程度上限定了部件的潜在边缘。
由此,本发明基于至少部分克服现有技术中已知的缺点的目的。
所述目的通过独立权利要求来实现。从属权利要求针对于有利的改进。应指出的是,从属专利权利要求中个别地列出的特征可以以任何技术上有意义的方式相互组合,并限定本发明的另外的设计实施例。此外,在本说明书中更详细地论述和解释了专利权利要求中陈述的特征,其中将说明本发明的另外的优选的设计实施例。
提出了根据本发明的用于部件的增材制造的方法,在该方法中,该部件从在每层中至少在一些区域中熔融的基底材料(也就是说,在每层中至少部分固化的基底材料)逐层配置(也就是说,形成),该方法的特征在于,用于通过冷却介质喷管冷却至少待固化的区域的冷却介质被引入到载气流中以便形成冷却气流,其中冷却介质以液态和/或气态存在,其中该冷却气流被导引穿过德拉瓦尔喷管,其中冷却介质流被引入以使得该冷却介质流到该载气流中的流出在该德拉瓦尔喷管内或下游发生,并且该冷却气流被引导到该部件上。
在根据本发明的方法的情况下,优选的是,基底材料本身固化,因此例如基底材料至少部分熔融并接着固化,或者基底材料在液态时被施加并接着固化。还优选的是,基底材料通过至少一种添加剂(例如,粘合剂或胶粘剂)而固化。增材制造方法在某些情形下也称为3D打印方法。
德拉瓦尔喷管被理解为这样一种喷管,在这种喷管中,在喷管的流动方向上的截面首先缩窄并且接着再次变宽直到气体出口。载气流被理解为载气的流。载气以气态存在。冷却介质流被理解为冷却介质的流。在此,冷却介质可以以液态、气态和/或固态存在。当离开冷却介质喷管时,所述冷却介质可以改变其聚集状态,以使得离开冷却介质喷管后的液态冷却介质至少部分以气态和/或固态存在。冷却介质喷管原则上可以是任何喷管;这尤其也可以是管的出口。
载气流最初由德拉瓦尔喷管加速。当冷却介质流离开而进入到载气流中在德拉瓦尔喷管内发生时,载气流和冷却介质流在德拉瓦尔喷管中的同时混合也发生。这导致冷却介质在载气流中的分布。就冷却介质喷管被定位成使得冷却介质流的离开在德拉瓦尔喷管的下游发生来说,冷却介质和载气的混合在由德拉瓦尔喷管产生的载气流中发生。基本上湍流或准湍流通过德拉瓦尔喷管中赋予载气的加速而产生,冷却介质被引入到所述流中。冷却介质和载气的强制混合因此发生。
冷却气流至少被引导到待固化的区域上。在此,优选的是跟踪喷管以使得所述喷管始终指向待固化的区域,或者冷却整个区域或者甚至是为了部件的构造而提供的整个区域。已令人惊讶地证明,冷却气流对增材制造方法没有任何负面影响,特别是没有出现基底材料的移位等,而是基底材料的限定的且快速的固化发生以使得部件的更清楚地限定的边缘和快速循环时间得以实现。
根据该方法的一个有利的设计实施例,该冷却介质喷管在该德拉瓦尔喷管的纵向轴线的方向上可相对于该德拉瓦尔喷管移位。
替代地或附加地,该冷却介质喷管被设计为可替换的。由此,可以被流经过的具有不同截面的冷却介质喷管可以被预先限定成可针对不同应用范围来替换。
由于冷却介质喷管相对于德拉瓦尔喷管的位置的根据本发明的选择、特别是由于冷却介质喷管相对于德拉瓦尔喷管的优选可移位性,特别是着眼于冷却介质的聚集状态的分布、因此着眼于冷却介质的哪一比例以液态存在、哪一比例以固态存在以及哪一比例作为气体存在、载气流中的冷却介质的空间分布和/或液态或固态的颗粒大小、特别是液滴或晶粒大小,可以预先限定或设定组成。特别是当二氧化碳用作冷却介质时,可以一方面实现二氧化碳雪的大小分布的设定,并且另一方面实现载气流中的二氧化碳雪颗粒的空间分布。当主要为液态的冷却介质(比如,液氮或液氩)用作冷却介质时,这导致载气流中的相应的氮气或氩气的液滴大小分布的设定能力。
由于通过冷却介质喷管相对于德拉瓦尔喷管的位置的选择或者通过冷却介质喷管相对于德拉瓦尔喷管的优选可移位性的选择而实现的冷却介质在载气流中的有效雾化,设定载气流中的冷却介质的颗粒大小的分布和/或空间分布以便适应于在每种情况下要满足的冷却要求并因此适应于所使用的相应增材制造方法成为可能。
根据本发明的方法的一个有利的设计实施例,当流经该冷却介质喷管时,该冷却介质以该液态聚集状态存在。
特别地,当该冷却介质喷管被进给液体形式的二氧化碳作为该冷却介质时,可能出现该冷却介质在离开该冷却介质喷管后至少部分以固态聚集状态形成(例如,作为二氧化碳雪),或者二氧化碳部分地蒸发。当使用液氮和/或液氩时,氮气和/或氩气通常至少部分蒸发。
使用基本上液态的冷却介质已被证明是有利的,这是因为蒸发焓也可以用于冷却。这同样适用于潜在地至少部分形成的二氧化碳雪,并且在这种情况下,升华冷却能量可以用于冷却待固化的区域。
根据本发明的方法的一个另外的有利的设计实施例,该冷却介质包括以下物质中的至少一种:
-二氧化碳(CO
-氮气(N
-氩气(Ar)。
将二氧化碳用作冷却介质已被证明是特别有利的,这是因为由于形成了二氧化碳雪,冷却介质在部件表面上的强制分布以及因此有效的冷却可以发生,并且升华冷却能量可以用于冷却部件表面。当使用液氮或液氩时,蒸发焓可以有利地用于部件表面的进一步冷却。氮气和氩气是可以用于在施加和固化过程中抑制与部件表面的反应并且可以尤其用于抑制氧化反应的惰性气体。
根据本发明的方法的一个另外的有利的设计实施例,该载气包括以下气体中的至少一种:
-空气;
-氩气;
-氮气;以及
-二氧化碳。
为了能够实现理想上简单的方法管理,优选的是,将相同气体用作载气和冷却介质,其中在这种情形下作为冷却介质的气体优选至少部分以另一聚集状态使用。将空气用作载气已被证明特别划算。
特别是在空气用作载气的情况下,并且通常当载气具有特定湿度时,冰可以形成在冷却介质喷管上。这可以优选被缓和,因为冷却介质喷管设有热绝缘材料,例如因为塑料材料、特别是聚四氟乙烯的涂层得以配置。
根据本发明的方法的一个另外的有利的设计实施例,在该冷却介质流被添加之前,该载气流被导引穿过多孔主体。
使用烧结材料(比如,烧结金属或烧结陶瓷)对于在此配置多孔主体来说是特别优选的。将载气流导引穿过多孔主体导致多孔主体的下游的流的均匀化。多孔主体可以有利地同时用于将冷却介质喷管机械安装和/或居中在德拉瓦尔喷管中。
根据本发明的方法的一个另外的有利的设计实施例该,该冷却介质喷管被配置成相对于该德拉瓦尔喷管居中。特别地,当德拉瓦尔喷管具有纵向轴线形式的对称轴线、因此被配置成关于纵向轴线旋转对称时,有利的是,冷却介质喷管相对于德拉瓦尔喷管居中,因此所述冷却介质喷管被配置在德拉瓦尔喷管的纵向轴线上。由此,可以实现的是,冷却介质流在载气流的最大流速的区域中被添加,这导致冷却介质在载气中的特别强制性的分布。
根据本发明的方法的一个另外的有利的设计实施例,该冷却介质流在该德拉瓦尔喷管的纵向轴线的方向上被引入。
已证明,在纵向轴线的方向上添加冷却介质流导致冷却介质在载气中特别均匀的分布。然而,在某些情况下,还可以有利的是,冷却介质流改为相对于纵向轴线成一定角度添加,特别是当高度不对称的部件必须被冷却气流冲击时。这可以得以实现,例如,因为冷却介质喷管确实通过在喷管的纵向轴线的方向上配置的冷却介质进给管线被供应冷却介质,但是冷却介质喷管具有出口开口,该出口开口引起不同于纵向轴线的方向上的冷却介质流。
根据一个有利的设计实施例,该冷却介质喷管被配置成与该德拉瓦尔喷管同轴。
同轴被理解为意味着冷却介质喷管的一个轴线与德拉瓦尔喷管的对应轴线相同。冷却介质喷管尤其被配置成使得所述冷却介质喷管具有出口开口,该出口开口指向出口侧的方向,并且被配置成关于德拉瓦尔喷管的纵向轴线对称。
由于德拉瓦尔喷管和冷却介质喷管的同轴配置,可以以简单方式实现在构造方面在纵向轴线的方向上的可移位性。由于相对于纵向轴线对称的出口开口,可以实现冷却介质在载气流中的基本对称的空间分布。
根据一个另外的有利的设计实施例,该冷却介质喷管包括管,该管优选具有小于1.5mm、优选小于1.0mm、特别优选小于0.5mm的内径。
能够使冷却介质在足够小且经济上可行的体积流中进给的毛细管优选用作冷却介质喷管或用于将冷却介质引入到冷却介质喷管。毛细管或管的相应内径可以根据所需冷却和其他参数(比如,主导冷却介质压力)来调适,以便实现理想上有效的冷却。
原则上,在可移位的冷却介质喷管的情况下,本发明实现能够设定的颗粒大小或液滴大小(例如,20μm至40μm直到0.2mm至0.3mm的颗粒或液滴直径)的分布。
根据本发明的装置的一个另外的有利的设计实施例,该冷却介质喷管包括以下喷管中的至少一个:
-德拉瓦尔喷管;
-缩颈管;以及
-管。
缩颈管被理解为能够被流经过的截面至少在子区域中减小的管。在管作为冷却介质喷管的情况下,所述管具有能够被流经过的基本一致的截面。有利地,管也被理解为具有1.5mm和更小的内径的毛细管。当需要根据主导条件增大冷却介质流的流出速度时,优选使用德拉瓦尔喷管。当仅需要相当短的冷却介质喷管时、因此当冷却介质流在流动方向上将在德拉瓦尔喷管的前部区域中被引入时,管、特别是毛细管优选用作喷管。在缩颈管的情况下,能够被流经过的内径优选减小超过30%,例如,从约0.8mm的内径减小到0.4mm或0.5mm。如果冷却介质喷管被配置为德拉瓦尔喷管,那么能够被流经过其中的直径从所述德拉瓦尔喷管的上游到德拉瓦尔喷管的中心部分可以减小至少50%,例如,从0.8mm减小到0.3mm。在缩颈管作为冷却介质喷管的情况下,冷却介质流通过能够被流经过的减小的截面而加速也发生。
德拉瓦尔喷管或作为冷却介质喷管的缩颈管的生产优选以独立于本发明的方式通过加热和拉制金属毛细管发生。
根据一个另外的有利的设计实施例,多孔主体被配置在载气连接器与该德拉瓦尔喷管之间。
所述多孔主体在操作中被该载气的流经过。所述多孔主体优选是烧结主体,比如特别是烧结金属主体或烧结陶瓷主体。由于多孔主体被流经过,载气流被均匀化,以使得当载气流动到德拉瓦尔喷管中时,限定的条件主导,以使得载气供应中的微小压力变化等在多孔构件之前被均衡。
根据一个另外的有利的设计实施例,该冷却介质喷管通过多孔主体相对于该德拉瓦尔喷管居中。
在此,选择冷却介质喷管仍然可移位的设计实施例。多孔主体还可以同时用于使载气流的流动均匀化。
根据一个有利的设计实施例,该部件通过以下方法中的至少一种来生产:
-选择性激光熔融;
-选择性激光烧结;
-粘合剂喷射打印;
-电子束熔融;
-熔融分层;
-丝材电弧增材制造方法;
-堆焊;
-轮廓工艺;
-立体平版印刷术;以及
-3D丝网打印。
在选择性激光熔融的情况下,粉状形式的待加工的材料以薄层施加到基底板或下层,并且在一些区域中接着通过激光照射来熔融,以使得凝结后产生坚固的金属层。选择性激光烧结基于类似过程,其中在此,粉末的烧结在一些区域中发生。在粘合剂喷射打印中,粉状基底材料通过粘合剂在一些区域中胶粘地结合。在电子束熔融中,粉状初始材料(通常是金属初始材料)在一些区域中通过电子束来熔融并且随后固化。在熔融分层中,熔融状初始材料(例如,能够熔融的塑料材料或金属)以点状方式逐层熔融,并施加到基底板或下层。在堆焊中,特别是丝材或粉末通过激光焊接或等离子粉末堆焊在一些区域中施加到基底板或下层。在轮廓工艺中,粘性材料(例如,混凝土)在一些区域中通过喷管施加并通过后续凝结而固化。在立体平版印刷的上下文中,薄层的光固化塑料材料在一些区域中通过激光而固化。在3D丝网打印中,通过丝网打印的方式逐层施加基底材料来产生部件。
在丝材电弧增材制造中,丝材状材料例如根据TIG(钨极惰性气体保护焊)、MIG(金属惰性气体保护焊)、或MAG(熔化极活性气体保护焊)焊接方法(或利用电弧的其他焊接方法)通过电弧熔融成滴,并且在增材制造方法的意义上,用于制造三维结构。与粉末/激光方法相比,使用丝材电弧增材制造方法,熔融速率以及产生的部件质量可以显著增大。同时,进入所生产的部件中的热输入显著增大,这对材料或部件的相应特性有影响,并且特别能够对其有负面影响,以致于此处需要冷却。尤其已知的是,需要中断材料的施加以便提供冷却间隔。此处,本发明正是允许连续制造而没有冷却间隔。此外,根据本发明的冷却允许精确控制工件温度,并且因此也允许精确控制工件中的材料特性。
根据一个有利的设计实施例,该基底材料通过至少一个施加装置至少固化并且可选地也被施加,并且该施加装置以对应方式移动,其中至少一个冷却气流被输送以便引导和/或尾随施加装置。
在此,固化以及取决于所应用的方法而施加基底材料通过施加装置来执行。在此,施加装置在根据本发明的方法的上下文中移动,以便保证部件的逐层构造。在此,冷却气流的引导输送意味着在施加装置执行固化和任选的基底材料的施加之前,区域被冷却。冷却气流的对应的尾随输送意味着一旦施加装置已执行固化和任选的基底材料的施加,冷却气流就被输送到部件或施加位置。两个冷却气流的引导和尾随输送可以优选地发生,以便例如赋予特定的温度轮廓。冷却气流可以具有不同的体积流量、温度和/或压力。
根据一个有利的设计实施例,该基底材料通过至少一个施加装置至少固化并且可选地也被施加,其中该至少一个冷却气流在除了该施加装置移动的平面之外的平面中被引导到该部件上。
部件的逐层构造尤其意味着施加装置在平面中移动,以便保证部件的逐层构造。在此,配置了一层又一层。至少一个冷却气流朝向部件的另一平面的取向尤其意味着冷却气流被引导到部件的已被配置的区域上。
根据一个有利的设计实施例,该至少一个冷却气流被引导到该部件上,以使得在该部件中实现了预先限定的温度轮廓。
在此,温度轮廓可以被选择成使得热输入和输出以目标方式受到影响,以使得例如在部件中产生了重复轮廓。替代地或附加地,温度轮廓可以被选择成使得避免了部件的构造中的任何过度材料应力,并且特别是避免了热裂纹和/或冷裂纹。替代地或附加地,温度轮廓可以被选择成使得部件中的材料特性可以以目标局部化方式设定,例如,使得钢的特定晶体结构得以实现,特别是使得部件具有局部可变的硬度和/或韧度值。
下文将通过附图更详细地解释本发明和相关联的技术领域。应指出的是,本发明并不希望受所示的示例性实施例的限制。特别地,除非另外明确解释,否则还可以提取附图中解释的事实的部分方面,并将它们与来自其他附图和/或本说明书的其他部件和/或知识组合。示意性地:
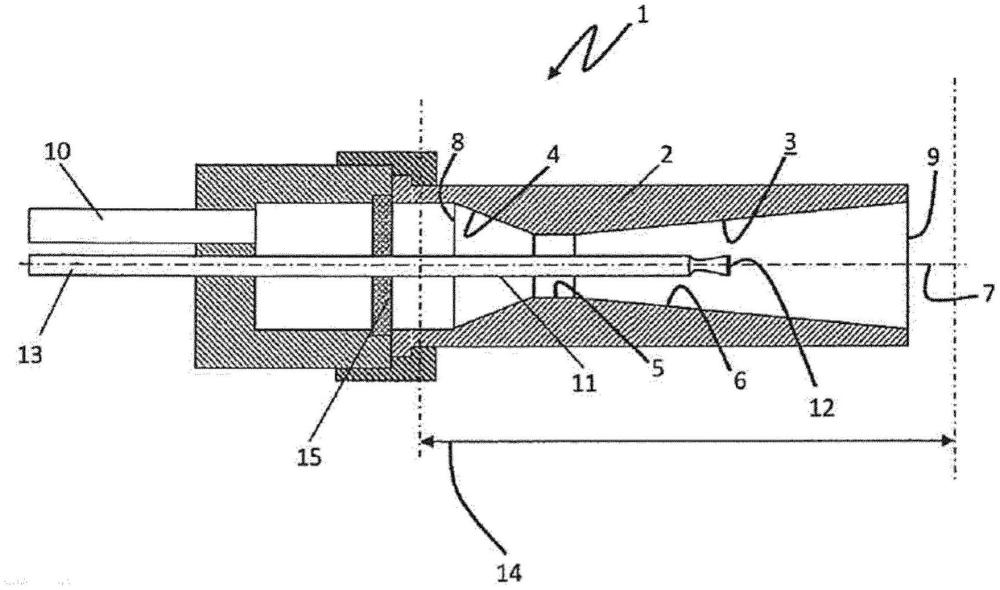
图1示出了用于输送冷却气流的装置的第一示例;
图2示出了用于输送冷却气流的装置的第二示例;以及
图3至图5示出了增材制造方法的示例。
图1示意性地示出了用于输送冷却气流的装置1的第一示例。装置1包括具有德拉瓦尔喷管3的喷管主体2。德拉瓦尔喷管3包括:第一区域4,在该第一区域中,能够被流经过的截面减小;第二区域5,在该第二区域中,能够被流经过的截面一致;以及第三区域6,在该第三区域中,能够被流经过的截面增大。德拉瓦尔喷管3被配置成相对于纵向轴线7旋转对称。德拉瓦尔喷管3具有入口侧8和出口侧9。德拉瓦尔喷管3在操作中被气流从入口侧8到出口侧9经过。
载气连接器10流体连接到德拉瓦尔喷管3的入口侧8,装置1在操作中可以通过该载气连接器而被供应以载气。装置1还包括冷却介质喷管11,该冷却介质喷管具有用于将冷却介质引入到载气流中的出口开口12。冷却介质喷管12连接到冷却介质进给管线13。冷却介质喷管11在操作中通过冷却介质进给管线13而被供应以冷却介质,该冷却介质通过出口开口12被引入到载气流中。在此,冷却介质喷管11被设置成可沿着德拉瓦尔喷管3的纵向轴线7移位,以使得冷却介质流在德拉瓦尔喷管3内被引入到载气流中,或者在德拉瓦尔喷管3的下游被引入到载气流中。这意味着冷却介质喷管11被配置成可纵向移位,以使得出口开口12或者定位在德拉瓦尔喷管3内,或者定位在德拉瓦尔喷管3的出口侧9后方。后一种情况意味着德拉瓦尔喷管3的出口侧9位于冷却介质喷管11的出口开口12与德拉瓦尔喷管3的入口侧8之间。冷却介质流和载气流形成冷却气流。
图1示出了冷却介质喷管11代表德拉瓦尔喷管的情况,其中所述冷却介质喷管位于德拉瓦尔喷管3内。在操作中,载气通过载气连接器10被引入到德拉瓦尔喷管3中,其中所产生的载气流在德拉瓦尔喷管3中加速。作为冷却介质流的冷却介质接着通过冷却介质喷管11添加到所产生的载气流。冷却介质的分布和冷却介质在载气流中的雾化是由于到载气流的添加而发生的,载气流的流动特性被德拉瓦尔喷管3改变。取决于冷却介质喷管11的出口开口12在德拉瓦尔喷管3中或在德拉瓦尔喷管3下游的位置,实现了冷却介质在载气流中的颗粒大小的其他分布和冷却介质在载气流中的其他空间分布。
冷却介质喷管11的出口开口12可以移动的移位范围由附图标记14表示。优选的设计实施例是,冷却介质喷管11可以在纵向轴线7的方向上从德拉瓦尔喷管3离开的范围小于移位范围14的长度的五分之一、优选甚至小于十分之一。
根据本发明的装置1的第一示例性实施例还包括多孔主体15。所述多孔主体15被配置为烧结金属盘、并且将冷却介质喷管11或冷却介质进给管线13分别居中在德拉瓦尔喷管3的内部中。载气在操作中被迫使穿过多孔主体15,这使得载气流的均匀化。因此,在进入德拉瓦尔喷管3之前,载气的压力和速度变化可以减弱,使得均匀条件在操作中始终主导。
图2示意性地示出了用于输送冷却气流的装置1的第二示例。为了清楚起见,此处将只描述相对于第一示例的不同点。另外参考关于第一示例的描述。第二示例中配置了不同的冷却介质喷管11。在这种情况下,冷却介质喷管11被配置为还代表冷却介质进给管线13的毛细管。冷却介质(比如,来自冷却介质进给管线13的二氧化碳)仅穿过冷却介质喷管11的出口开口12离开,并且接着被雾化并分布在载气流中。
图3非常示意性地示出了用于部件17的增材制造的装置16。所述装置16具有施加装置18,该施加装置通过逐区域地使基底材料固化来构造部件17。在此,施加装置可以根据此处描述的增材制造方法来配置。部件17的待固化的区域尤其是由用于输送冷却气流19的装置1来冷却。用于输送冷却气流19的装置1被配置成可移动的,如箭头所示。移动可以不仅在箭头的方向上发生,而且另外特别是在垂直于箭头的方向的方向上发生。根据本发明,装置1的枢转移动也是可能的。此外,用于输送冷却气流19的装置1的移动可以耦合到施加装置18的移动。用于部件17的增材制造的装置16的整个面也可以被冷却气流19冲击。
图4示出了另外的示例,其中部件17通过施加装置18逐层配置。冷却气流19在此通过用于输送冷却气流19的装置1在除了施加装置18移动的平面之外的平面中被引导到部件17上。特别地,冷却气流19在此被引导到部件17的已产生的部分上,因此在部件17的构造中从上到下在施加装置18下方。在此,用于输送冷却气流19的装置1能够倾斜,优选围绕两个轴线倾斜,如箭头所描绘的倾斜20所示。在此,用于输送冷却气流19的装置1可在移动方向21上移动(移位)。
图5示出了其中施加装置18和用于输送冷却气流19的装置1在同一平面中移动的示例;在此,冷却气流19可以移动,以便在移动方向21上引导和/或尾随施加装置18。在此,用于输送冷却气流19的装置1能够倾斜,如箭头所描绘的倾斜20所示。
由于在同一平面或不同平面中的移动、倾斜20以及移动方向21上的移动,部件17可以被赋予适应于部件17的材料和/或期望特性的温度轮廓。特别地,可以因此实现部件17中的局部硬度和/或韧度值,并且可以实现没有热裂纹和/或冷裂纹的制造。
附图标记列表
1 用于输送冷却气流的装置
2 喷管主体
3 德拉瓦尔喷管
4 第一区域
5 第二区域
6 第三区域
7 纵向轴线
8 入口侧
9 出口侧
10 载气连接器
11 冷却介质喷管
12 出口开口
13 冷却介质进给管线
14 移位范围
15 多孔主体
16 用于增材制造的装置
17 部件
18 施加装置
19 冷却气流
20 倾斜
21 移动方向