层叠造型方法、层叠造型装置以及模型显示装置
文献发布时间:2024-01-17 01:21:27
技术领域
本发明涉及层叠造型方法、层叠造型装置以及模型显示装置。
背景技术
近年来,作为生产手段而使用3D打印机的造型的需求提高,面向使用金属材料的造型的实用化而进行了研究开发。作为使用金属材料制作三维的造型物的技术,例如,存在将使用电弧等热源使填充材料(焊丝)熔融以及凝固而成的熔敷焊道层叠为期望的形状的方式。
另外,已知在制作这样的造型物时以由计算机进行的设计支援或自动化控制为目的而使熔敷焊道的截面形状模型化的技术(例如专利文献1、2)。
在专利文献1中记载了使用椭圆形状的焊道模型,以使造型物的目标形状与根据实测数据库预测的预测形状的差量成为容许值以下的方式变更造型条件。另外,在专利文献2中记载了根据接头形状、板厚、坡口角度、宽度等工件条件,预测各层、各步骤的熔敷焊道的形状,并根据该预测出的焊道形状来决定下一层、下一步骤中的适当的焊炬目标位置。
现有技术文献
专利文献
专利文献1:日本国特开2018-27558号公报
专利文献2:日本国特开昭63-84776号公报
发明内容
发明要解决的课题
然而,在将使填充材料熔融以及凝固而成的熔敷焊道层叠时,在熔融时产生的熔融金属的下垂的累积、输入热量的累积、凝固了的熔敷焊道的表面的凹凸形状等各种因素影响造型物的形状。例如,如图17所示那样,在将相同形状的焊道模型Mo以4列×4层配置的层叠计划的情况下,有时实际制作出的造型物W的外缘形状如实线所示与焊道模型Mo的外缘形状不匹配。
于是,也考虑根据熔敷焊道的形成条件而精细地调整焊道模型的形状,但运算处理变得繁杂,由于造型物的规模而无法以现实的时间制作层叠计划。
本发明的目的在于提供能够以简单的计算来调整用于层叠计划的制作的焊道模型并能够以高的再现性来造型目标形状的造型物的制造方法、制造装置以及模型显示装置。
用于解决课题的方案
本发明由下述的结构构成。
(1)一种层叠造型方法,将使填充材料熔融以及凝固而形成的熔敷焊道层叠在基座上而制作造型物,其中,
所述层叠造型方法具有:
读入所述造型物的三维形状数据的工序;
将基于所述三维形状数据的立体模型形状分割为多个层,并且将分割出的各层分割为与所述熔敷焊道的焊道形状对应的多个焊道模型的工序;以及
从所述多个层的下层到上层反复进行沿着分割出的所述焊道模型形成所述熔敷焊道的处理,从而层叠所述熔敷焊道的工序,
所述焊道模型为梯形形状,在与焊道长边方向垂直的截面中,所述基座侧的底边与基座相反侧的上边相互平行,并且配置于同一层内的所述焊道模型的在排列方向上对置的一对侧边彼此相互非平行,
在分割为所述多个焊道模型的工序中,包括如下工序:
在同一层内,将与先形成的熔敷焊道对应的所述焊道模型以及与和该熔敷焊道相邻地后形成的熔敷焊道对应的所述焊道模型以具有彼此的重叠部的方式配置,
将后形成的一侧的所述焊道模型的4个顶点中的、在该焊道模型的底边的远离所述重叠部的一侧的端部配置的顶点作为中心,使其他3个顶点分别旋转移动,从而变更后形成的一侧的所述焊道模型的形状。
(2)一种层叠造型装置,其将使填充材料熔融以及凝固而形成的熔敷焊道层叠在基座上而制作造型物,其中,
所述层叠造型装置具备:
输入部,其读入所述造型物的三维形状数据;
模型设定部,其将基于所述三维形状数据的立体模型形状分割为多个层,并且将分割出的各层分割为与所述熔敷焊道的焊道形状对应的多个焊道模型;以及
造型部,其从所述多个层的下层到上层反复进行沿着分割出的所述焊道模型形成所述熔敷焊道的处理,从而层叠所述熔敷焊道,
所述焊道模型为梯形形状,在与焊道长边方向垂直的截面中,所述基座侧的底边与基座相反侧的上边相互平行,并且配置于同一层内的所述焊道模型的在排列方向上对置的一对侧边彼此相互非平行,
所述模型设定部在同一层内将与先形成的熔敷焊道对应的所述焊道模型以及与和该熔敷焊道相邻地后形成的熔敷焊道对应的所述焊道模型以具有彼此的重叠部的方式配置,
所述模型设定部将后形成的一侧的所述焊道模型的4个顶点中的、在该焊道模型的底边的远离所述重叠部的一侧的端部配置的顶点作为中心,使其他3个顶点分别旋转移动,从而变更后形成的一侧的所述焊道模型的形状。
(3)一种模型显示装置,其中,
所述模型显示装置具备:
输入部,其被输入由(2)所述的层叠造型装置的所述模型设定部设定的所述焊道模型的信息;以及
显示部,其显示所输入的所述焊道模型的信息。
发明效果
根据本发明,能够以简单的计算来调整用于层叠计划的制作的焊道模型,并能够以高的再现性来造型目标形状。
附图说明
图1是示出层叠造型装置的概要结构图。
图2是示出形成于基座板的熔敷焊道的外观的概要立体图。
图3是显示装置的功能框图。
图4是示出设定与造型物的形状相应的焊道模型的顺序的流程图。
图5的(A)~(D)是示意性示出设定焊道模型的情形的说明图。
图6是示出梯形焊道模型的截面形状与实际的熔敷焊道的截面形状的说明图。
图7是示出变更梯形焊道模型的形状的情形的说明图。
图8是示出图7所示的梯形焊道模型的旋转动作的详情的说明图。
图9是利用一次函数表示半径距离x与角度θ的关系的图表。
图10的(A)是利用零次函数表示半径距离x与角度θ的关系的图表,图10的(B)是示意性示出使用图10的(A)所示的函数决定了角度θ的情况下的焊道模型的形状的说明图。
图11的(A)是利用三次函数表示半径距离x与角度θ的关系的图表,图11的(B)是示意性示出使用图11的(A)所示的函数决定了角度θ的情况下的焊道模型的形状的说明图。
图12是利用n次函数表示半径距离x与角度θ的关系的图表。
图13是示出使用图12所示的n次函数决定了角度θ的情况下的焊道模型的形状的说明图。
图14是示出将图13所示的焊道模型排列配置于梯形焊道模型的情形的说明图。
图15是示出考虑了熔敷焊道的垂下的焊道模型的说明图。
图16的(A)、(B)是示出考虑了熔敷焊道的垂下的焊道模型与以使用了焊道模型的层叠计划制作出的层叠造型体的外缘形状的概要图。
图17是示出利用以往的层叠计划制作出的焊道模型与造型物的外缘形状的说明图。
具体实施方式
以下,参照附图详细地说明本发明的实施方式。
在本发明的层叠造型方法中,使用对使填充材料熔融以及凝固而形成的熔敷焊道进行模拟得到的焊道模型来制作层叠计划,并基于制作出的层叠计划,将熔敷焊道形成于基座上而制作造型物。
<层叠造型装置>
图1是示出层叠造型装置的概要结构图。
层叠造型装置100是制作造型物或作为用于得到期望形状的造型物的粗形材料的造型物的装置,并具备造型部11、电源部13以及综合控制造型部11及电源部13的控制器15。需要说明的是,在此所示的层叠造型装置100利用电弧使填充材料M熔融以及凝固而形成熔敷焊道B,并将多个熔敷焊道B依次层叠从而造型出造型物W,但层叠造型的方式并不限定于此。
造型部11具有:焊接机器人19,其在前端轴具有焊炬17;以及填充材料供给部21,其向焊炬17供给填充材料(焊丝)M。
焊接机器人19是多关节机器人,并在机械臂的前端轴以能够连续供给填充材料M的方式支承有焊炬17。焊炬17的位置以及姿态在机械臂的自由度的范围内能够三维地任意设定。
焊炬17支承填充材料M,并且在保护气体气氛下从填充材料M的前端产生电弧。焊炬17具有未图示的保护喷嘴,并从保护喷嘴供给保护气体。作为电弧焊接法,可以是覆盖电弧焊接、二氧化碳气体电弧焊接等消耗电极式;TIG焊接、等离子体电弧焊接等非消耗电极式中的任一个,根据所制作的造型物来适当选定。
例如,在消耗电极式的情况下,在保护喷嘴的内部配置有导电嘴,被供给熔融电流的填充材料M保持于导电嘴。焊炬17保持填充材料M的同时在保护气体气氛下从填充材料M的前端产生电弧。填充材料M通过安装于机械臂等的未图示的送出机构,而从填充材料供给部21向焊炬17进给。并且,若一边移动焊炬17一边使连续进给的填充材料M熔融以及凝固,则在基座板25上形成作为填充材料M的熔融凝固体的线状的熔敷焊道B。
需要说明的是,作为使填充材料M熔融的热源,并不限定于上述的电弧。例如,也可以采用并用电弧和激光的加热方式、使用等离子体的加热方式、使用电子束或激光的加热方式等其他方式的热源。在利用电子束或激光来加热的情况下,能够进一步精细地控制加热量,并更适当地维持熔敷焊道的状态,从而能够有助于造型物的进一步的品质提高。
填充材料M能够使用任意市售的焊丝。例如,能够使用由软钢、高张力钢以及低温用钢用的MAG焊接以及MIG焊接实心焊丝(JIS Z 3312)、软钢、高张力钢以及低温用钢用电弧焊接药芯焊丝(JIS Z 3313)等规定的焊丝。
控制器15具有输入部31、模型设定部33、层叠计划部35、存储部27、通信部39以及它们所连接的控制部41。该控制器15由具备CPU、内存、存储装置等的计算机装置构成。
输入部31读入欲制作的造型物的三维形状数据(CAD数据等)。模型设定部33将基于读入的三维形状数据的立体模型形状分割为多个层,并生成表示各层的形状的层形状数据。并且,将所生成的层形状数据分别分割为后述的多个焊道模型。
层叠计划部35决定用于沿着分割出的焊道模型形成熔敷焊道的焊炬17的移动轨迹以及各种焊接条件。并且,使用所决定的移动轨迹以及焊接条件,来制作对造型部11以及电源部13的各部分进行驱动的驱动程序。该驱动程序存储于存储部37。在此所说的造型程序是用于使造型部11以及电源部13实施根据所输入的造型物W的三维形状数据并通过规定的运算而设计出的熔敷焊道B的形成步骤的命令代码。
控制部41执行存储于存储部37的驱动程序,来驱动焊接机器人19以及电源部13等各部分。由此,焊接机器人19接受来自控制器15的指令,使焊炬17沿着与层叠计划相应的轨道轨迹移动。另外,焊接机器人19与焊炬17的移动一起使填充材料M熔融,并将熔融了的填充材料M向基座板25上供给。这样,在基座板25上形成线状的熔敷焊道B。
图2是示出形成于基座板25的熔敷焊道B的外观的概要立体图。
如图2所示那样,通过在基座板25上反复形成熔敷焊道B,从而多个线状的熔敷焊道B凝固并排列而成的焊道层45以高度h形成。在图2中示出初始的焊道层45,但通过在该焊道层45之上多次层叠相同的焊道层,从而造型图1中示出一例的多层构造的造型物W。
需要说明的是,基座板25由钢板等金属板构成,但不限于板状,也可以是块体或棒状等其他形状的基座。
图1所示的模型设定部33、层叠计划部35等各运算部也可以设置于控制器15以外。例如,也可以在与通信部39经由网络而连接的服务器或终端等外部计算机PC设置上述的运算部。通过在外部计算机PC设置上述的各运算部,从而能够不需要层叠造型装置100地制作期望的驱动程序,程序制作作业不会变得繁杂。另外,通过将制作出的驱动程序向控制器15的存储部37转送,从而能够与由控制器15制作驱动程序的情况同样地使造型部11以及电源部13动作。
另外,详细情况见后述,但也可以在控制器15连接液晶显示器等显示部43,并使显示部43具有显示模型信息的功能。例如,通过使该显示部43画面显示由模型设定部33设定的焊道模型的信息等,从而能够使作业者简单地进行层叠计划的各种信息的确认或计划内容的调整等。即,能够进行造型物的设计支援。另外,也可以使与外部计算机PC连接的监视器等显示部47具有相同的显示焊道模型等信息的功能。这样,可以是层叠造型装置100具备造型物的设计支援功能的结构,也可以是在层叠造型装置100的外部连接有具备显示部43的装置的结构。
图3是模型显示装置200的功能框图。
进行造型物的设计支援的模型显示装置200具备输入前述的由模型设定部33设定的焊道模型的信息的输入部51以及显示所输入的焊道模型的信息的显示部53。由此,能够在视觉上进行显示于显示部53的焊道模型的形状、大小或与实际的熔敷焊道的形状的差等的确认。另外,也可以具有对所输入的焊道模型的信息进行加工而生成显示用数据的显示用数据生成部55。在该情况下,通过作业者向输入部51输入调整各种条件的指示,从而能够进行焊道模型的再次设定。
<层叠造型方法>
上述的造型物W通过基于表示熔敷焊道的形成顺序以及焊接条件等各种条件的层叠计划,将多个熔敷焊道B层叠而形成。具体而言,利用图1所示的控制器15或外部计算机PC,制作与作业者所输入的信息相应的层叠计划,并生成基于制作出的层叠计划的驱动程序。并且,控制部41执行所生成的驱动程序而驱动造型部11以及电源部13,从而制作进行了层叠计划的期望的形状的造型物W。
在上述的层叠计划中包括将造型物W的形状变换为表示熔敷焊道B的一个一个的焊道形状的焊道模型的集合体的处理。焊道模型是对熔敷焊道进行模拟而沿一方向延伸形成的形状模型,且具有位置信息(焊炬移动轨迹的信息)、各熔敷焊道的大小、长度或截面形状等信息。若沿着焊道模型使焊炬17移动的同时形成熔敷焊道B,则最终得到造型物W。
<焊道模型的设定>
(模型分割)
图4是示出设定与造型物W的形状相应的焊道模型的顺序的流程图。图5的(A)~(D)是示意性示出设定焊道模型的情形的说明图。
首先,读入表示设为造型对象的造型物的形状的三维形状数据(CAD数据等)(S1)。将读入的三维形状数据的形状如图5的(A)所示那样利用与熔敷焊道的层叠方向H正交的面61切片而分割为多个层(S2)。分割的手段并没有特别限定,能够采用公知的手段。
接着,如图5的(B)所示那样,将分割出的各层BL以与熔敷焊道的焊道形状对应的方式利用面63分割为多个矩形焊道模型BM0(S3)。图5的(B)所示的矩形焊道模型BM0是在图5的进深方向上连续的线状的立体模型,但在以后的说明中,将与矩形焊道模型BM0所连续的长边方向(进深方向)正交的截面中的矩形形状称为矩形焊道模型BM0。即,上述的对矩形焊道模型BM0的分割处理针对整个层进行将各层BL的截面形状按照焊道单位分割的处理。由此,在各个层BL配置多个矩形焊道模型BM0。在矩形焊道模型BM0的分割时,也可以指定在各模型中使焊道长边方向的正交截面中的焊道截面积恒定等条件。
然后,将分割出的多个矩形焊道模型BM0适用于作为单纯的几何图形的梯形,并变更为梯形焊道模型BM(S4)。梯形焊道模型BM为在与焊道长边方向垂直的截面中配置于基座板25侧的底边65与和底边65在焊道层叠方向上对置的上边67相互平行、并且在层BL内的焊道排列方向上对置的一对侧边69、71相互非平行的具有4个顶点的梯形形状。
梯形形状能够任意地设定,但在预先将焊接条件与焊道形状的关系作为数据库管理的情况下,也可以参照该数据库而设定。例如,适当决定梯形的底边65、上边67、侧边69、71的各长度以及底边65与侧边69、71所成的角度等各种参数。
接着,如图5的(D)所示那样,变更多个梯形焊道模型BM中的特定的梯形焊道模型的形状(S5)。该处理是考虑相邻的熔敷焊道彼此重合的影响针对与制造工序中后形成的一侧的熔敷焊道对应的梯形焊道模型BM修正该梯形焊道模型BM的各顶点位置从而进行的。
图6是示出梯形焊道模型BM的截面形状与实际的熔敷焊道B的截面形状的说明图。
如图6所示那样,在仅通过将相同形状的梯形焊道模型BM单纯排列而沿着梯形焊道模型BM形成熔敷焊道B时,根据状况,有时无法吸收由相邻的熔敷焊道彼此的重叠引起的焊道形状的变化。在该情况下,产生实际形成的熔敷焊道的表面形状与梯形焊道模型BM的形状之差δ,可能产生造型体相对于目标形状的偏移。
于是,通过考虑相邻的熔敷焊道彼此的重叠,变更梯形焊道模型BM的顶点位置,从而使梯形焊道模型BM的形状更接近实际的熔敷焊道的形状。在此,设想将熔敷焊道从图5的(C)中的左端起依次层叠,因此作为被重叠的一侧的左端的梯形焊道模型BM的各顶点不旋转移动。
(梯形焊道模型的形状变更)
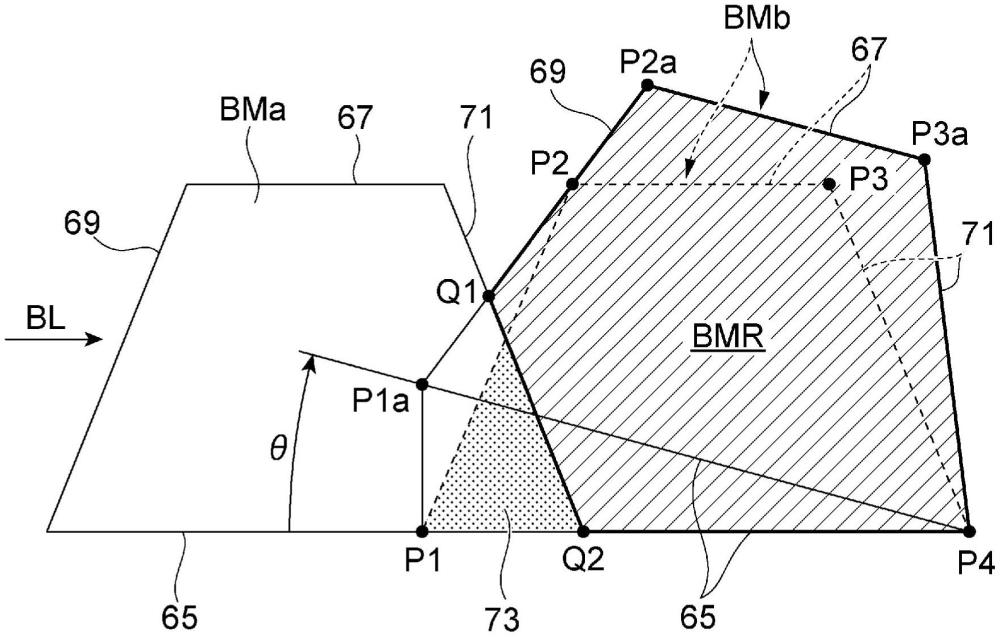
图7是示出变更梯形焊道模型BM的形状的情形的说明图。在以后的说明中,关于针对同一构件以及同一部位的附图标记,通过赋予相同的附图标记从而将其说明省略或简化。
将图7所示的多个梯形焊道模型BM中的配置于同一层BL内且先形成的熔敷焊道的位置的梯形焊道模型设为BMa,将后形成的熔敷焊道的位置的梯形焊道模型设为BMb(以虚线显示)。另外,先形成的一侧的梯形焊道模型BMa与后形成的一侧的梯形焊道模型BMb以具有彼此的重叠部73(由点影线显示)的方式配置。
在此,将后形成的一侧的梯形焊道模型BMb(以虚线显示)中的、位于底边65的接近重叠部73的一侧的端部的顶点设为P1,将位于底边65的远离重叠部73的一侧的端部的顶点设为P4。另外,将焊道模型BMb中的位于上边67的两端的一对顶点中的位于接近重叠部73的一侧的顶点设为P2,将位于远离重叠部73的一侧的顶点设为P3。另外,将焊道模型BMb中的重叠部73侧的侧边69与先形成的焊道模型BMa的外周缘(在该情况下为侧边71)的交点设为Q1。另外,将先形成的焊道模型BMa的位于底边65的重叠部73侧的端部的顶点设为Q2。
并且,将后形成的一侧的梯形焊道模型BMb(以虚线显示)的顶点P4作为中心,使除了顶点P4以外的其他3个顶点P1、P2、P3分别旋转移动。在此,使梯形焊道模型BMb向由箭头表示的θ的方向(顺时针方向)旋转移动。这样,旋转中心的顶点P4保持原状,顶点P1成为顶点P1a,顶点P2成为顶点P2a,顶点P3成为顶点P3a。即,旋转后的梯形焊道模型BMb将4个顶点P1、P2a、P3a、P4a彼此的相对位置在旋转前后维持恒定的同时移动,而成为与旋转前相同的形状的梯形焊道模型BMb。
更详细地说明上述的梯形焊道模型BMb的旋转动作。
图8是示出图7所示的梯形焊道模型BMb的旋转动作的详情的说明图。
在图7中,示出了在将梯形焊道模型BMa的形状维持原状的状态下旋转的例子,但不限定于此,也可以使梯形形状变化。如图8所示那样,使后形成的梯形焊道模型BMb(以虚线显示)的顶点P1以顶点P4为中心以角度θ1旋转移动而成为顶点P1a,同样地,使顶点P2以角度θ2旋转移动而成为顶点P2a,使顶点P3以角度θ3旋转移动而成为顶点P3a。使各顶点Pi(i=1,2,3)旋转移动的角度θj(j=1,2,3)能够设为根据距作为旋转中心的顶点P4的半径距离xk(k=1,2,3)而设定。需要说明的是,顶点P4的半径距离X4成为0。
也可以对各顶点Pi的旋转移动赋予使旋转后的焊道模型BMb成为与变形前的梯形焊道模型BMb相等的截面积的条件。将这样设定的梯形焊道模型BMa、BMb设定为层叠计划用的焊道模型而制作层叠计划(S6)。
在图7以及图8中,示出了与梯形焊道模型BMa相邻的梯形焊道模型BMb以及在层叠计划中使用的焊道模型,但也可以如图5的(D)所示那样,反复排列多个梯形焊道模型BMb。这些梯形焊道模型BMb分别设为相同的形状的模型,从而能够简单地进行焊道模型的设定。另外,也可以根据模型的配置场所而变更顶点Pi的旋转移动量,使梯形焊道模型BMb的形状适当地变化。
<层叠计划用的焊道模型的变形例1>
接着,说明从如上述那样使各顶点Pi旋转移动而得到的梯形焊道模型BMb进一步设为接近实际的熔敷焊道的形状的层叠计划用的焊道模型。
在此设定的层叠计划用的焊道模型代替具有4个顶点的梯形焊道模型BMb,而设为图7中在粗线内标注剖面线而示出的五边形的模型。即,将由上述的顶点Q2、交点Q1、顶点P2a、顶点P3a、顶点P4围成的具有5个顶点的区域设定为在层叠计划中使用的焊道模型BMR。
另外,关于与在相同层BL内最初形成的熔敷焊道对应的梯形焊道模型BMa,以原来的形状作为用于层叠计划的焊道模型BMR来处理。
各焊道模型BMR也可以设定为成为与变形前的梯形焊道模型BMa、BMb的截面积相等的截面积。即,图7所示的由顶点P1、P2、P3、P4构成的梯形焊道模型BMb的截面积与由顶点Q2、交点Q1、顶点P2a、P3a、P4构成的五边形的焊道模型BMR的截面积相等。
在将焊道模型BMR用作层叠计划用的焊道模型的情况下,沿着与先形成的熔敷焊道对应的梯形焊道模型BMa的单侧的侧边71,配置相邻的焊道模型BMR。因此,不产生双方的模型彼此的重叠部,能够制作更准确的层叠计划。
(各顶点的旋转移动量的设定方法)
前述的图8所示的顶点Pi的旋转移动的角度θj(J=1,2,3)能够根据熔敷焊道的焊接条件以及熔敷焊道的形成轨道而设定。另外,也可以按照每个顶点而不同。作为焊接条件,例如可以举出冷金属过渡焊接(CMT)方式、脉冲电弧方式、或者低电压(CV)焊接方式等焊接方式、焊接电流、焊接电压、填充材料的供给速度或焊接速度等。作为形成轨道,可以举出直线轨道、曲线轨道、向上轨道或向下轨道等。另外,角度θj也可以使用半径距离xk的函数而设定。在该情况下,以与预先实验性地求出的造型物的形状一致的方式拟合各函数的系数。
图9是利用一次函数表示半径距离x与角度θ的关系的图表。一次函数例如由θ=ax+b表示,系数a、b适当设定。该情况下的角度θ根据各顶点P1、P2、P3距顶点P4的半径距离而线性地变化,越接近顶点P4则角度θ越小。
在上述的角度θ的设定中不限于上述的一次函数而能够采用各种函数。
图10的(A)是利用零次函数表示半径距离x与角度θ的关系的图表,图10的(B)是示意性示出使用图10的(A)所示的函数决定了角度θ的情况下的焊道模型的形状的说明图。
该情况下的角度θ在各顶点P1、P2、P3处全部恒定,由4个顶点构成的各梯形焊道模型BMb(以虚线显示)相互合并。另外,由5个顶点构成的各焊道模型BMR分别成为以剖面线示出的形状。
图11的(A)是利用三次函数表示半径距离x与角度θ的关系的图表,图11的(B)是示意性示出使用图11的(A)所示的函数决定了角度θ的情况下的焊道模型的形状的说明图。三次函数例如由θ=cx
该情况下的角度θ在顶点P1的半径距离x1附近急剧地增加。因此,梯形焊道模型BMb的顶点P1超过相邻的梯形焊道模型BMa的侧边71而抬起,其结果是,焊道模型的形状更接近实际的熔敷焊道的形状。
图12是利用n次函数(n例如为1.5或2)表示半径距离x与角度θ的关系的图表。作为该n次函数,例如由θ=gx
图13是示出使用图12所示的n次函数决定了角度θ的情况下的焊道模型的形状的说明图。
如图13所示那样,梯形焊道模型BMb的顶点P1、P2以顶点P4为中心顺时针旋转移动,与此相对,顶点P3逆时针旋转移动。通过使这样的旋转移动的朝向根据顶点而不同,从而焊道模型BMR的形状的设定自由度提高,能够使焊道模型BMR更接近实际的熔敷焊道的形状。需要说明的是,在使用梯形焊道模型BMb的情况下也得到相同的效果。
图14是示出将图13所示的焊道模型BMR排列配置于梯形焊道模型BMa的情形的说明图。
如图14所示那样,通过调整表示半径距离x与角度θ的关系的n次函数的次数以及系数,从而能够进一步提高与实际的熔敷焊道的形状的近似度。
根据上述的层叠造型方法,能够以使梯形形状的焊道模型的各顶点旋转移动这样的单纯的计算来简单地调整焊道模型的形状。另外,通过根据熔敷焊道的焊接条件或形成轨道来设定使3个顶点旋转移动的旋转角,从而能够根据熔敷焊道的场所、层叠图案,将焊道模型的形状设定为更适当的形状。并且,通过使旋转移动的旋转角按照每个顶点而不同,从而即使熔敷焊道是无法通过梯形的单纯的旋转来表现的复杂的形状,也能够容易地再现该复杂的形状。这样,能够简单地制作与目标形状更接近的形状的造型物。
并且,在基于预先设定的运算式分别设定使3个顶点旋转移动的旋转角的情况下,能够调整运算式中的系数,而使焊道模型与实际的熔敷焊道的形状更近似。
另外,在使用基于旋转了的梯形焊道模型的具有5个顶点的焊道模型BMR进行层叠计划的情况下,能够更忠实地再现与已设的熔敷焊道相邻地形成的熔敷焊道的形状。即,在与已设的熔敷焊道相邻地形成焊道的情况下,该熔敷焊道的截面形状相比于梯形形状成为更接近平行四边形的形状。即使在那样的情况下,通过利用具有5个顶点的焊道模型BMR进行拟合,也能够使模型与实际的熔敷焊道形状良好地近似。
<层叠计划用的焊道模型的变形例2>
在熔敷焊道的形成时,在下层的熔敷焊道之上新形成了熔敷焊道的情况下,有时在上层的熔敷焊道产生朝向下层垂下的部位。当熔敷焊道的一部分垂下时,由于该垂下而熔敷焊道的堆焊高度减少。因此,实际的熔敷焊道的堆焊高度容易比所计划的高度低。于是,优选在层叠计划的阶段,生成考虑了熔敷焊道的垂下的焊道模型。
图15是示出考虑了熔敷焊道的垂下的焊道模型BMRs的说明图。
关于已层叠的梯形焊道模型BMa、BMb中的上层的梯形焊道模型BMa、BMb,在底边65的端部追加向下方延伸的下垂部75A、75B,而变更为焊道模型BMRs。下垂部75A、75B分别是将底边65的端部作为一边的三角形,并根据前述的熔敷焊道的焊接条件以及形成轨道而设定其形状以及面积。下垂部75A与下垂部75B可以是相同形状,但也可以设定为互不相同的形状。另外,一对下垂部75A、75B也可以仅设置于梯形焊道模型BMa、BMb的底边65的任一方的端部。
通过将设置有下垂部75A、75B的焊道模型BMRs设定为层叠计划用的焊道模型,从而熔敷焊道的焊道高度难以受到由熔敷焊道所产生的垂下引起的影响。因而,使制作出的造型物更接近按照层叠计划的形状。另外,下垂部75A、75B的形状为单纯的三角形,从而能够减轻运算负担。
图16的(A)、(B)是示出以使用考虑了熔敷焊道的垂下的焊道模型BMRs以及焊道模型BMRs的层叠计划制作出的造型物W的外缘形状的概要图。图16的(B)是使填充材料的供给速度以及焊接速度相比于图16的(A)的情况增加了的结果。这样,在任一情况下均能够以接近层叠计划的焊道模型的形状制造造型物W。
<使用显示装置的层叠计划制作的支援>
以上说明了的使用各种焊道模型的层叠计划通过反复进行目标形状的模型化以及模型的修正,能够使造型物的形状进一步与目标形状近似。
图3所示的模型显示装置200例如使前述的图10的(B)、图11的(B)、图14或图16所示那样的焊道模型的形状等显示于显示部53,而能够容易地进行使作业者确认模型化的好坏、或者催促模型的修正。另外,在需要模型的修正的情况下,作业者从输入部51输入调整指示的信息,从而能够进行焊道模型的再次设定。
具体而言,通过将图16所示的各焊道模型以及造型物W的形状显示于显示部53,从而能够对双方进行比较,并确认与目标形状的近似度是否足够。另外,在输入调整指示的信息而进一步变更了焊道模型的形状的情况下,能够在视觉上确认其变更内容的好坏。这样,能够简单地确认层叠计划的内容,因此能够提高层叠计划的作业性。若将该模型显示装置200设为附带于层叠造型装置100的结构,则例如即使在即将造型前也能够简单地进行上述的确认,因此能够提高层叠造型的作业性。
这样,本发明并不限定于上述的实施方式,将实施方式的各结构相互组合以及本领域技术人员基于说明书的记载和公知的技术进行变更、应用也是本发明所预定的,包含于请求保护的范围。
如以上那样,在本说明书中公开了如下事项。
(1)一种层叠造型方法,将使填充材料熔融以及凝固而形成的熔敷焊道层叠在基座上而制作造型物,其中,
所述层叠造型方法具有:
读入所述造型物的三维形状数据的工序;
将基于所述三维形状数据的立体模型形状分割为多个层,并且将分割出的各层分割为与所述熔敷焊道的焊道形状对应的多个焊道模型的工序;以及
从所述多个层的下层到上层反复进行沿着分割出的所述焊道模型而形成所述熔敷焊道的处理,从而层叠所述熔敷焊道的工序,
所述焊道模型为梯形形状,在与焊道长边方向垂直的截面中,所述基座侧的底边与基座相反侧的上边相互平行,并且配置于同一层内的所述焊道模型的在排列方向上对置的一对侧边彼此相互非平行,
在分割为所述多个焊道模型的工序中,包括如下工序:
在同一层内,将与先形成的熔敷焊道对应的所述焊道模型以及与和该熔敷焊道相邻地后形成的熔敷焊道对应的所述焊道模型以具有彼此的重叠部的方式配置,
将后形成的一侧的所述焊道模型的4个顶点中的、在该焊道模型的底边的远离所述重叠部的一侧的端部配置的顶点作为中心,使其他3个顶点分别旋转移动,从而变更后形成的一侧的所述焊道模型的形状。
根据该层叠造型方法,能够以使梯形形状的焊道模型的各顶点旋转移动这样的单纯的计算来简单地调整焊道模型的形状。由此,能够制作与目标形状更接近的形状的造型物。
(2)根据(1)所述的层叠造型方法,其中,
根据所述熔敷焊道的焊接条件或形成轨道来设定使所述其他3个顶点旋转移动的旋转角。
根据该层叠造型方法,能够根据熔敷焊道的场所、层叠图案,将焊道模型的形状设定为更适当的形状。
(3)根据(1)或(2)所述的层叠造型方法,其中,
将使所述其他3个顶点旋转移动的旋转角按照每个所述顶点而设为不同。
根据该层叠造型方法,即使熔敷焊道是无法通过梯形的单纯的旋转来表现的复杂的形状,也能够容易地再现该复杂的形状。
(4)根据(1)~(3)的中任一项所述的层叠造型方法,其中,
基于预先设定的运算式而分别设定使所述其他3个顶点旋转移动的旋转角。
根据该层叠造型方法,通过调整运算式中的系数,从而能够使焊道模型与实际的熔敷焊道的形状更接近。
(5)根据(4)所述的层叠造型方法,其中,
所述运算式是将沿着所述焊道模型的所述底边的坐标值作为变量的直线或曲线的关系式。
根据该层叠造型方法,能够设定为与距成为旋转中心的一个顶点的半径距离相应的旋转移动量。
(6)根据(1)~(5)的中任一项所述的层叠造型方法,其中,
将所述后形成的一侧的焊道模型代替所述梯形形状而设定为由如下点围成的具有5个顶点的形状,所述点包括:
所述后形成的一侧的焊道模型中的位于所述底边的远离所述重叠部的一侧的端部的顶点;
所述后形成的一侧的焊道模型中的位于所述上边的两端的一对顶点;
所述后形成的一侧的焊道模型中的所述重叠部侧的侧边与所述先形成的焊道模型的外周缘的交点;以及
所述先形成的焊道模型的位于底边的所述重叠部侧的端部的顶点。
根据该层叠造型方法,即使是如与已设的熔敷焊道相邻地形成的熔敷焊道那样相比于梯形形状而更接近平行四边形的熔敷焊道,也能够实现良好的形状的拟合。
(7)根据(1)~(5)的中任一项所述的层叠造型方法,其中,
在与配置于最下层的焊道模型相比配置于上层的焊道模型的底边中的一端部或两端部设置表示所述填充材料的熔融体朝向下层的垂落的下垂部。
根据该层叠造型方法,通过在焊道模型设置下垂部,从而熔敷焊道的焊道高度难以受到由熔敷焊道所产生的垂下引起的影响。因而,能够使制作的造型物的形状更接近按照层叠计划的形状。
(8)根据(7)所述的层叠造型方法,其中,
所述下垂部为三角形形状。
根据该层叠造型方法,将下垂部的形状设为单纯的三角形,从而能够减轻运算负担。
(9)一种层叠造型装置,其将使填充材料熔融以及凝固而形成的熔敷焊道层叠在基座上而制作造型物,其中,
所述层叠造型装置具备:
输入部,其读入所述造型物的三维形状数据;
模型设定部,其将基于所述三维形状数据的立体模型形状分割为多个层,并且将分割出的各层分割为与所述熔敷焊道的焊道形状对应的多个焊道模型;以及
造型部,其从所述多个层的下层到上层反复进行沿着分割出的所述焊道模型形成所述熔敷焊道的处理,从而层叠所述熔敷焊道,
所述焊道模型为梯形形状,在与焊道长边方向垂直的截面中,所述基座侧的底边与基座相反侧的上边相互平行,并且配置于同一层内的所述焊道模型的在排列方向上对置的一对侧边彼此相互非平行,
所述模型设定部在同一层内将与先形成的熔敷焊道对应的所述焊道模型以及与和该熔敷焊道相邻地后形成的熔敷焊道对应的所述焊道模型以具有彼此的重叠部的方式配置,
所述模型设定部将后形成的一侧的所述焊道模型的4个顶点中的、在该焊道模型的底边的远离所述重叠部的一侧的端部配置的顶点作为中心,使其他3个顶点分别旋转移动,从而变更后形成的一侧的所述焊道模型的形状。
根据该层叠造型装置,能够以使梯形形状的焊道模型的各顶点旋转移动这样的单纯的计算来简单地调整焊道模型的形状。由此,能够制作与目标形状更接近的形状的造型物。
(10)根据(9)所述的层叠造型装置,其中,
所述层叠造型装置还具备显示由所述模型设定部变更了形状的所述焊道模型的信息的显示部。
根据该层叠造型装置,通过使焊道模型的形状等显示于显示部,从而能够在造型前容易地确认与实际制作造型物而得到的形状接近的形状。
(11)一种模型显示装置,其中,
所述模型显示装置具备:
输入部,其被输入由(9)所述的层叠造型装置的所述模型设定部设定的所述焊道模型的信息;以及
显示部,其显示所输入的所述焊道模型的信息。
根据该模型显示装置,通过使焊道模型的形状等显示于显示部,从而能够容易地进行使作业者确认模型化的好坏、或者催促修正。
(12)根据(11)所述的模型显示装置,其中,
所述焊道模型的调整指示的信息被输入至所述输入部,
所述模型显示装置具备显示用数据生成部,所述显示用数据生成部根据所输入的所述调整指示的信息来调整所述焊道模型,并将调整后的所述焊道模型的显示用数据向所述显示部输出。
根据该模型显示装置,能够显示作业者调整了焊道模型的结果,便利性提高。
本申请基于2020年12月11日申请的日本专利申请(日本特愿2020-206079),其内容在本申请之中作为参照为被引用。
附图标记说明
11 造型部
13 电源部
15 控制器
17 焊炬
19 焊接机器人
21 填充材料供给部
25 基座板
31 输入部
33 模型设定部
35 层叠计划部
37 存储部
39 通信部
41 控制部
43、47 显示部
45 焊道层
51 输入部
53 显示部
55 显示用数据生成部
61、63 面
65 底边
67 上边
69、71 侧边
73 重叠部
100 层叠造型装置
200 模型显示装置
M 填充材料
PC 外部计算机
BM0 矩形焊道模型
BM 梯形焊道模型
BMR 焊道模型
BMRs 焊道模型
B 熔敷焊道
BL 层。