一种机组式柔版印刷机及其生产工艺
文献发布时间:2023-06-19 09:27:35
技术领域
本申请涉及柔版印刷机的领域,尤其是涉及一种机组式柔版印刷机及其生产工艺。
背景技术
柔版印刷机的印版一般采用厚度1-5mm的感光树脂版,油墨分三大类,分别是水性油墨、醇溶性油墨、UV油墨。由于柔版印刷所用油墨符合绿色环保,目前已被大量用于食品包装印刷,前景广阔。
随着不干胶标签的发展,越来越多的不干胶标签被人们使用,不干胶标签同传统的标签具有不用刷胶、不用浆糊、不用蘸水、无污染、节省贴标时间等优点,应用范围广,方便快捷。不干胶标签中的一类防摩擦书写标签,由两层组成,一层为标签层,另一层为透明层,透明层上涂有不干胶,透明层上贴有胶纸,将透明层一端的胶纸裁切下来一部分,将透明层粘贴在标签层上,人们用笔在标签层上写上字后,然后再将胶纸撕下,将透明层粘在标签层上,透明层起到保护字的作用,防止写后的字被抹掉,进而受到人们的欢迎、使用。
现有的公告号为CN207496232U的中国专利公开了一种机组式柔版印刷机,包括机架、依次设置于机架上的放料单元、入料牵引单元、印刷单元、干燥单元、出料牵引单元以及收卷单元,放料单元与入料牵引单元之间设置有用于除去印纸表面附着粉尘的除尘单元,除尘单元包括对称设置于机架两侧的支架、以及多根转动连接于两支架之间的除尘滚辊,除尘滚辊外壁上套设有用于静电除尘的静电模套。
针对上述中的相关技术,发明人认为上述机组式柔版印刷机虽然能对标签进行印刷,但当操作员使用上述机组式柔版印刷机对防摩擦书写标签进行印刷时,只能对标签层进行印刷,之后还需要再单独对透明层上的胶纸进行裁切,再将标签层与透明层粘贴在一起,最后再对防摩擦书写标签进行模切,通过独立的四个过程完成防摩擦书写标签的生产,导致防摩擦书写标签生产的自动化较低。
发明内容
为了实现防摩擦书写标签印刷、裁切、粘贴和模切的自动化生产,本申请提供一种机组式柔版印刷机及其生产工艺。
第一方面,本申请提供一种机组式柔版印刷机,采用如下的技术方案:
一种机组式柔版印刷机,包括支撑板,支撑板一侧的两端分别转动连接有放卷辊和收卷辊,支撑板靠近放卷辊的一侧设有多个依次排布的印刷机体,多个印刷机体均置于放卷辊与收卷辊之间,支撑板上设有裁切装置和收放料装置,支撑板靠近印刷机体的一侧设有粘贴装置,粘贴装置置于印刷机体与收卷辊之间,支撑板靠近印刷机体的一侧设有模切装置,模切装置置于粘贴装置与收卷辊之间。
通过采用上述技术方案,支撑板起到支撑放卷辊和收卷辊的作用,操作员将需要进行印刷加工的标签层卷安装到放卷辊上,根据实际对标签层的印刷颜色数量的需求,在支撑板上装上所需数量的印刷机体,对标签层进行依次印刷,同时将透明层安装到收放料装置上,通过裁切装置将透明层一侧的胶纸进行裁切处理,再将裁切后的透明层与印刷后的标签层通过粘贴装置粘贴在一起,再由模切装置对粘贴后的标签层和透明层进行模切处理,最终将生产加工后的防摩擦书写标签通过收料辊进行统一收卷,将生产防摩擦书写标签的印刷、裁切、粘贴和模切四个加工过程统一在一台机组式柔版印刷机上实现,实现印刷、裁切、粘贴和模切的自动化生产,进而大大提高了生产防摩擦书写标签的效率。
可选的,所述裁切装置包括裁切架,裁切架置于支撑板上且与支撑板滑动连接,裁切架上固设有驱动电机一,驱动电机一的输出轴上固设有驱动齿轮一,支撑板的顶端固设有驱动齿条,驱动齿轮一与驱动齿条啮合连接。
通过采用上述技术方案,随着对标签层印刷颜色数量需求的不同,所需的印刷机体的数量自然而然的就不同,此时根据印刷机体排列组合的长度位置,启动驱动电机一,通过驱动电机一带动驱动齿轮一转动,再通过驱动齿轮一与驱动齿条之间的啮合配合,使裁切架在支撑板上滑动,调节裁切架在支撑板上的位置,使裁切架符合实际生产的加工需求,进而提高裁切架的适用范围,方便操作员的实际使用。
可选的,所述裁切架上滑动连接有裁切支撑杆,裁切支撑杆上滑动连接有多个切刀架,切刀架上设有切刀,切刀架上螺纹连接有锁紧螺栓一,锁紧螺栓一的端部与裁切支撑杆抵触,裁切架上螺纹连接有锁紧螺栓二,锁紧螺栓二的端部与裁切支撑杆抵触,裁切架上转动连接有裁切导向轴和裁切分离轴。
通过采用上述技术方案,操作员先将所需数量的切刀架安装在裁切支撑杆上,再根据所需在透明层上裁切的尺寸大小,调节切刀的位置,使切刀能在透明层上切除需要的胶纸大小,然后拧紧锁紧螺栓一,直至锁紧螺栓一的端部与裁切支撑杆抵触,锁紧切刀架在裁切支撑杆上的位置,然后再滑动裁切支撑杆,调节切刀到裁切导向轴之间的距离,使切刀只对胶纸进行裁切,以免误裁透明层,最后再拧紧锁紧螺栓二,直至锁紧螺栓二的端部与裁切支撑杆抵触,锁紧裁切支撑杆在裁切架上的位置。
可选的,所述收放料装置包括收放料架,收放料架置于支撑板上且与支撑板滑动连接,收放料架上固设有驱动电机二,驱动电机二的输出轴上固设有驱动齿轮二,驱动齿轮二与驱动齿条啮合连接。
通过采用上述技术方案,随着对标签层印刷颜色数量需求的不同,所需的印刷机体的数量自然而然的就不同,此时根据印刷机体排列组合的长度位置,启动驱动电机二,通过驱动电机二带动驱动齿轮二转动,再通过驱动齿轮二与驱动齿条之间的啮合配合,使收放料架在支撑板上滑动,调节收放料架在支撑板上的位置,使收放料架符合实际生产的加工需求,进而提高收放料架的适用范围,方便操作员的实际使用。
可选的,所述收放料架上转动连接有放料轴和收料轴,收放料架上固设有收料电机,收料电机的输出轴与收料轴固定连接。
通过采用上述技术方案,操作员将需要进行放卷的透明层卷安装到放料轴上,通过裁切装置对透明层上的胶纸进行裁切,之后随之裁切分离轴对裁切下来的胶纸进行分离,此时启动收料电机,收料电机带动收料轴转动,由收料轴对裁切后的胶纸进行收卷,进而方便操作员对裁切后的胶纸进行收卷处理。
可选的,所述粘贴装置包括粘贴架,粘贴架上转动连接有下粘贴轴,粘贴架上滑动连接有两个置于下粘贴轴上方的调节块一,两个调节块一之间转动连接有与下粘贴轴相互平行的上粘贴轴。
通过采用上述技术方案,粘贴架起到支撑下粘贴轴和调节块一的作用,调节块一起到支撑上粘贴轴的作用,上粘贴轴在重力的作用下,向下运动,根据上粘贴轴与下粘贴轴之间的压实配合,将裁切后的透明层与印刷后的标签层粘贴在一起,进一步将透明层与标签层进行粘实,提高透明层与标签层之间粘接的稳定性。
可选的,所述粘贴架上固设有两个调节气缸一,调节气缸一的方向与调节块一的滑动方向一致,调节气缸一的输出轴与调节块一固定连接。
通过采用上述技术方案,操作员启动调节气缸一,通过调节气缸一的伸缩运动,带动调节块一和上粘贴轴运动,进而辅助上粘贴轴向下粘贴轴的方向运动,提高上粘贴轴与下粘贴轴之间的压实作用力,进一步对透明层与标签层进行粘实,进一步提高透明层与标签层之间粘接的稳定性。
可选的,所述模切装置包括模切架,模切架上转动连接有下模切轴,模切架上滑动连接有两个置于下模切轴上方的调节块二,两个调节块二之间转动连接有与下模切轴相互平行的上模切轴。
通过采用上述技术方案,模切架起到支撑下模切轴和调节块二的作用,调节块二起到支撑上模切轴的作用,上模切轴在重力的作用下,向下运动,根据上模切轴与下模切轴之间的相互配合和对防摩擦书写标签所需的尺寸大小,对粘接在一起的透明层与标签层进行模切,模切出实际所需的尺寸大小。
可选的,所述模切架上固设有两个调节气缸二,调节气缸二的方向与调节块二的滑动方向一致,调节气缸二的输出轴与调节块二固定连接。
通过采用上述技术方案,操作员启动调节气缸二,通过调节气缸二的伸缩运动,带动调节块二和上模切轴运动,进而辅助上模切轴向下模切轴的方向运动,提高上模切轴与下模切轴之间的压实作用力,进一步对透明层与标签层进行模切,进一步提高对透明层与标签层之间模切的效果。
第二方面,本申请提供一种机组式柔版印刷机的生产工艺,包括如下步骤:
S1将标签层卷安装到放卷辊上,依次将标签层穿过印刷机体,对标签层进行印刷;
S2将透明层卷安装在放料轴上,将透明层从切刀与裁切导向轴之间穿过,对透明层上的胶纸进行裁切;
S3将裁切后的胶纸机揭下,裁切下来的胶纸经过裁切分离轴的分离导向,由收料轴进行收卷;
S4印刷后的标签层和裁切后的透明层一同从上粘贴轴和下粘贴轴之间穿过,将透明层与标签层粘贴在一起;
S5粘贴在一起的标签层和透明层再一同从上模切轴和下模切轴之间穿过,对标签层和透明层进行模切处理;
S6模切后的标签层与透明层最后一同由收卷辊完成收卷。
通过采用上述技术方案,通过印刷机体、收放料装置、粘贴装置和模切装置的相互组合配合,将生产防摩擦书写标签的印刷、裁切、粘贴和模切四个加工过程统一在一台机组式柔版印刷机上实现,实现防摩擦书写标签印刷、裁切、粘贴和模切四个加工过程统一自动化的生产过程,大大提高了生产防摩擦书写标签的效率。
综上所述,本申请包括以下至少一种有益技术效果:
1.操作员将需要进行印刷加工的标签层卷安装到放卷辊上,根据实际对标签层的印刷颜色数量的需求,在支撑板上装上所需数量的印刷机体,对标签层进行依次印刷,同时将透明层安装到收放料装置上,通过裁切装置将透明层一侧的胶纸进行裁切处理,再将裁切后的透明层与印刷后的标签层通过粘贴装置粘贴在一起,再由模切装置对粘贴后的标签层和透明层进行模切处理,最终将生产加工后的防摩擦书写标签通过收料辊进行统一收卷,将生产防摩擦书写标签的印刷、裁切、粘贴和模切四个加工过程统一在一台机组式柔版印刷机上实现,实现印刷、裁切、粘贴和模切的自动化生产,进而大大提高了生产防摩擦书写标签的效率;
2.操作员先将所需数量的切刀架安装在裁切支撑杆上,再根据所需在透明层上裁切的尺寸大小,调节切刀的位置,使切刀能在透明层上切除需要的胶纸大小,然后拧紧锁紧螺栓一,直至锁紧螺栓一的端部与裁切支撑杆抵触,锁紧切刀架在裁切支撑杆上的位置,然后再滑动裁切支撑杆,调节切刀到裁切导向轴之间的距离,使切刀只对胶纸进行裁切,以免误裁透明层,最后再拧紧锁紧螺栓二,直至锁紧螺栓二的端部与裁切支撑杆抵触,锁紧裁切支撑杆在裁切架上的位置;
3.通过印刷机体、收放料装置、粘贴装置和模切装置的相互组合配合,将生产防摩擦书写标签的印刷、裁切、粘贴和模切四个加工过程统一在一台机组式柔版印刷机上实现,实现防摩擦书写标签印刷、裁切、粘贴和模切四个加工过程统一自动化的生产过程,大大提高了生产防摩擦书写标签的效率。
附图说明
图1是一种机组式柔版印刷机的结构示意图。
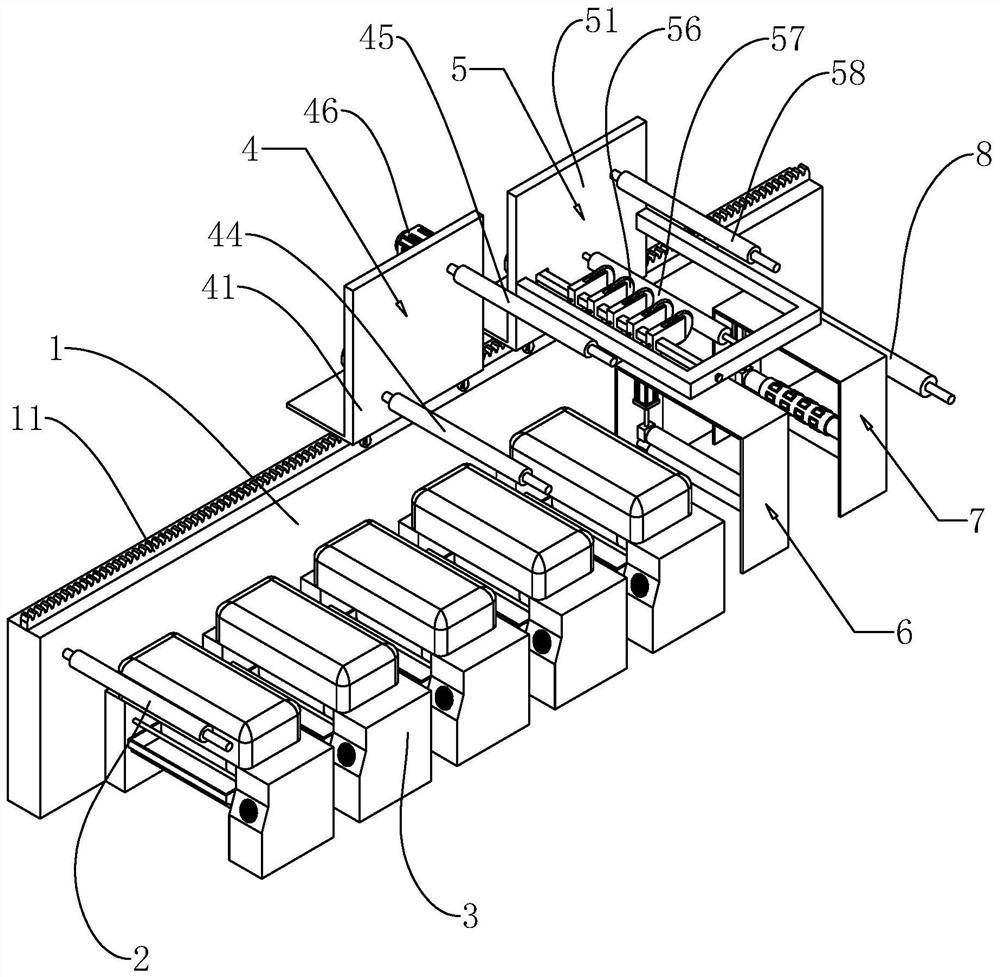
图2是一种机组式柔版印刷机中收放料装置和裁切装置的结构示意图。
图3是一种机组式柔版印刷机中粘贴装置和模切装置的结构示意图。
附图标记说明:1、支撑板;11、驱动齿条;2、放卷辊;3、印刷机体;4、收放料装置;41、收放料架;42、驱动电机二;43、驱动齿轮二;44、放料轴;45、收料轴;46、收料电机;5、裁切装置;51、裁切架;511、锁紧螺栓二;52、驱动电机一;53、驱动齿轮一;54、裁切支撑杆;55、切刀架;551、锁紧螺栓一;56、切刀;57、裁切导向轴;58、裁切分离轴;59、裁切电机;6、粘贴装置;61、粘贴架;62、下粘贴轴;63、调节块一;64、上粘贴轴;65、调节气缸一;7、模切装置;71、模切架;72、下模切轴;73、调节块二;74、上模切轴;75、调节气缸二;8、收卷辊。
具体实施方式
以下结合全部附图对本申请作进一步详细说明。
本申请实施例公开一种机组式柔版印刷机。
参照图1,一种机组式柔版印刷机,包括支撑板1,支撑板1呈竖直的长条状,支撑板1一侧的两端分别转动连接有水平的放卷辊2和收卷辊8,支撑板1靠近放卷辊2的一侧安装有五个依次排布的印刷机体3,五个印刷机体3均置于放卷辊2与收卷辊8之间,印刷机体3为现有技术,此处不作详细赘述,五个印刷机体3分别对应五中颜色的印刷颜料。操作员将需要进行印刷加工的标签层卷安装到放卷辊2上,依次通过五个印刷机体3的印刷加工,完成标签的印刷过程。
参照图1和图2,支撑板1上安装有裁切装置5和收放料装置4,收放料装置4包括收放料架41,收放料架41置于支撑板1上且与支撑板1滑动连接,收放料架41上固设有水平的驱动电机二42,驱动电机二42的输出轴上固设有竖直的驱动齿轮二43,支撑板1的顶端固设有与支撑板1相互平行的驱动齿条11,驱动齿轮二43与驱动齿条11啮合连接。随着操作员对标签层印刷颜色数量需求的不同,所需的印刷机体3的数量自然而然的就不同,此时根据印刷机体3排列组合的长度位置,调节收放料架41在支撑板1上的位置。启动驱动电机二42,通过驱动电机二42带动驱动齿轮二43转动,再通过驱动齿轮二43与驱动齿条11之间的啮合配合,使收放料架41在支撑板1上滑动,调节收放料架41在支撑板1上的位置,方便操作员的实际使用。
参照图2,收放料架41上转动连接有放料轴44,操作员将需要进行放卷的透明层卷安装到放料轴44上,对透明层卷进行放料。
参照图2,裁切装置5包括裁切架51,裁切架51置于支撑板1上且与支撑板1滑动连接,裁切架51上固设有水平的驱动电机一52,驱动电机一52的输出轴上固设有竖直的驱动齿轮一53,驱动齿轮一53与驱动齿条11啮合连接。随着操作员对标签层印刷颜色数量需求的不同,所需的印刷机体3的数量自然而然的就不同,此时根据印刷机体3排列组合的长度位置和收放料架41的位置,调节裁切架51的位置。启动驱动电机一52,通过驱动电机一52带动驱动齿轮一53转动,再通过驱动齿轮一53与驱动齿条11之间的啮合配合,使裁切架51在支撑板1上滑动,调节裁切架51在支撑板1上的位置,方便操作员的实际使用。
参照图2,裁切架51上安装有水平的裁切支撑杆54,裁切支撑杆54呈方形状且在裁切架51上沿水平的方向滑动。裁切支撑杆54上滑动连接有四个切刀架55,切刀架55上固设有切刀56,裁切架51上转动连接有水平的裁切导向轴57,裁切架51的一侧固设有水平的裁切电机59,裁切电机59的输出轴与裁切导向轴57固定连接,裁切电机59转动,进而带动裁切导向轴57转动。透明层从切刀56与裁切导向轴57之间穿过,通过切刀56与裁切导向轴57之间的配合对透明层上的胶纸进行裁切。
参照图2,切刀架55上螺纹连接有贯穿切刀架55一侧的锁紧螺栓一551,锁紧螺栓一551的端部与裁切支撑杆54抵触。操作员根据需要在透明层上裁切胶纸的尺寸大小,调节切刀56的位置,使切刀56能在透明层上切除需要的胶纸大小,然后再拧紧锁紧螺栓一551,直至锁紧螺栓一551的端部与裁切支撑杆54抵触,进而锁紧切刀架55在裁切支撑杆54上的位置。
参照图2,裁切支撑杆54与裁切架51滑动连接,裁切支撑杆54沿水平的方向滑动,裁切架51上螺纹连接有锁紧螺栓二511,锁紧螺栓二511置于裁切架51的一侧,锁紧螺栓二511的端部贯穿裁切架51的一侧且与裁切支撑杆54抵触,操作员通过滑动裁切支撑杆54,调节切刀56到裁切导向轴57之间的距离,使切刀56只对胶纸进行裁切,以免误裁透明层。最后再拧紧锁紧螺栓二511,直至锁紧螺栓二511的端部与裁切支撑杆54抵触,锁紧裁切支撑杆54在裁切架51上的位置。
参照图2,裁切架51上转动连接有水平的裁切分离轴58,裁切分离轴58置于裁切导向轴57的上方。收放料架41上转动连接有水平的收料轴45,收放料架41上固设有水平的收料电机46,收料电机46的输出轴与收料轴45固定连接。通过切刀56对透明层上的胶纸进行裁切,之后随之裁切分离轴58对裁切下来的胶纸进行分离,此时启动收料电机46,收料电机46带动收料轴45转动,由收料轴45对裁切后的胶纸进行收卷,方便操作员对裁切后的胶纸进行收卷处理。
参照图1和图3,支撑板1靠近印刷机体3的一侧安装有粘贴装置6,粘贴装置6置于印刷机体3与收卷辊8之间,粘贴装置6包括粘贴架61,粘贴架61上转动连接有水平的下粘贴轴62,粘贴架61上沿竖直的方向滑动连接有两个置于下粘贴轴62上方的调节块一63,两个调节块一63之间转动连接有与下粘贴轴62相互平行的上粘贴轴64。上粘贴轴64在重力的作用下,向下运动,通过上粘贴轴64与下粘贴轴62之间的压实配合,将裁切后的透明层与印刷后的标签层粘贴在一起。
参照图3,粘贴架61上固设有两个竖直的调节气缸一65,调节气缸一65的方向与调节块一63的滑动方向一致,调节气缸一65置于上粘贴轴64的上方,调节气缸一65的输出轴与调节块一63固定连接。操作员启动调节气缸一65,通过调节气缸一65的伸缩运动,带动调节块一63和上粘贴轴64运动,辅助上粘贴轴64向下粘贴轴62的方向运动,提高上粘贴轴64与下粘贴轴62之间的压实作用力,进一步对透明层与标签层进行粘实。
参照图3,支撑板1靠近印刷机体3的一侧安装有模切装置7,模切装置7置于粘贴装置6与收卷辊8之间。模切装置7包括模切架71,模切架71上转动连接有水平的下模切轴72,模切架71上沿竖直的方向滑动连接有两个置于下模切轴72上方的调节块二73,两个调节块二73之间转动连接有与下模切轴72相互平行的上模切轴74。上模切轴74在重力的作用下,向下运动,根据上模切轴74与下模切轴72之间的相互配合,对粘接在一起的透明层与标签层进行模切,模切出实际所需的尺寸大小。
参照图3,模切架71上固设有两个竖直的调节气缸二75,调节气缸二75置于上模切轴74的上方,调节气缸二75的方向与调节块二73的滑动方向一致,调节气缸二75的输出轴与调节块二73固定连接。操作员启动调节气缸二75,通过调节气缸二75的伸缩运动,带动调节块二73和上模切轴74运动,进而辅助上模切轴74向下模切轴72的方向运动,提高上模切轴74与下模切轴72之间的压实作用力,对透明层与标签层进行模切,进一步提高对透明层与标签层之间模切的效果。
参照图3,最后通过收卷辊8的转动,将模切后的标签层和透明层进行统一收卷,完成对防摩擦书写标签的加工过程。
本申请实施例一种机组式柔版印刷机的实施原理为:操作员将需要进行印刷加工的标签层卷安装到放卷辊2上,根据实际对标签层的印刷颜色数量的需求,在支撑板1上装上所需数量的印刷机体3,对标签层进行依次印刷,同时将透明层安装到收放料装置4上,通过裁切装置5将透明层一侧的胶纸进行裁切处理,再将裁切后的透明层与印刷后的标签层通过粘贴装置6粘贴在一起,再由模切装置7对粘贴后的标签层和透明层进行模切处理,最终将生产加工后的防摩擦书写标签通过收料辊进行统一收卷,将生产防摩擦书写标签的印刷、裁切、粘贴和模切四个加工过程统一在一台机组式柔版印刷机上实现,实现印刷、裁切、粘贴和模切的自动化生产。
本申请实施例还公开一种机组式柔版印刷机的生产工艺。包括如下步骤:
S1将标签层卷安装到放卷辊2上,依次将标签层穿过印刷机体3,对标签层进行印刷;
S2将透明层卷安装在放料轴44上,调节切刀56在裁切支撑杆54上的位置,通过锁紧螺栓一551对调节位置后的切刀架55进行位置锁紧,再调节裁切支撑杆54在裁切架51上的位置,通过锁紧螺栓二511对裁切支撑杆54进行位置锁紧,再将透明层从切刀56与裁切导向轴57之间穿过,对透明层上的胶纸进行裁切;
S3将裁切后的胶纸机揭下,裁切下来的胶纸经过裁切分离轴58的分离导向,由收料轴45进行收卷;
S4印刷后的标签层和裁切后的透明层一同从上粘贴轴64和下粘贴轴62之间穿过,将透明层与标签层粘贴在一起;
S5粘贴在一起的标签层和透明层再一同从上模切轴74和下模切轴72之间穿过,对标签层和透明层进行模切处理;
S6模切后的标签层与透明层最后一同由收卷辊8完成收卷。
以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。