电动机及压缩机
文献发布时间:2023-06-19 10:44:55
技术领域
本发明涉及电动机及压缩机。
背景技术
例如,压缩机具备对压缩制冷剂的压缩部进行驱动的电动机。电动机具备转子以及定子,经由固定于转子的轴传递旋转动力至压缩部,所述转子上设有永久磁铁,所述定子通过生成旋转磁场而使转子旋转。定子具有多个齿部,通过将电线分别卷绕到多个齿部的每一个而形成绕组。在绕组中,卷绕到每个齿部的多个卷绕部的每一个被星型连接(starconnection),卷绕于每个齿部的卷绕部的一端连接到电源,卷绕部的另一端(称为中性线)连接到中性点。
专利文献1:日本特开2010-166643号公报
发明内容
例如,在9槽型的三相电动机的情况下,为了在中性点连接每根中性线,存在将9根中性线汇集成一捆并通过焊接接合的情况。在进行焊接时,需要剥离电线的绝缘膜,装配电动机的作业效率低。因此,提出有使用叠铆机并利用连接端子通过压接来接合中性线的方法来代替通过焊接接合。
在通过压接中性线来接合的情况下,如果打捆4根以上的中性线,则适当地接合每根中性线变得困难,优选每3根地压接中性线。因此,在中性点连接9根中性线的情况下,以3根中性线为1组,会分别产生3组中性线捆。由此,在电动机的装配工序中,需要在分别组合规定的3根中性线进行接线的同时处理3组中性线,9根中性线的处理变得繁琐,装配的作业效率下降,存在导致电动机接线不整齐的问题。
所公开的技术是鉴于上述问题而提出的,其目的在于提供一种能够提高电动机装配的作业效率的电动机及压缩机。
本发明的所公开的电动机的一个方式,具备转子以及生成使转子旋转的磁场的定子,定子具有:多个齿部;多个绕组,其具有卷绕于所述多个齿部的每个齿部的卷绕部、设置于所述卷绕部的一端侧的中性线、以及设置于所述卷绕部的另一端侧的电源线;以及多个中性点,在所述多个中性点,多根所述中性线通过连接部件电连接,所述多根中性线具有:在相对于所述多个中性点靠近所述卷绕部侧的位置,使所述多根中性线互相被固定的多个第1固定部;以及在从所述多个第1固定部到所述多个中性点之间,使所述多根中性线互相被固定的第2固定部。
根据本发明的所公开的电动机的一个方式,能够提高电动机装配的作业效率。
附图说明
图1是表示具备实施例的三相电动机的压缩机的纵剖面图。
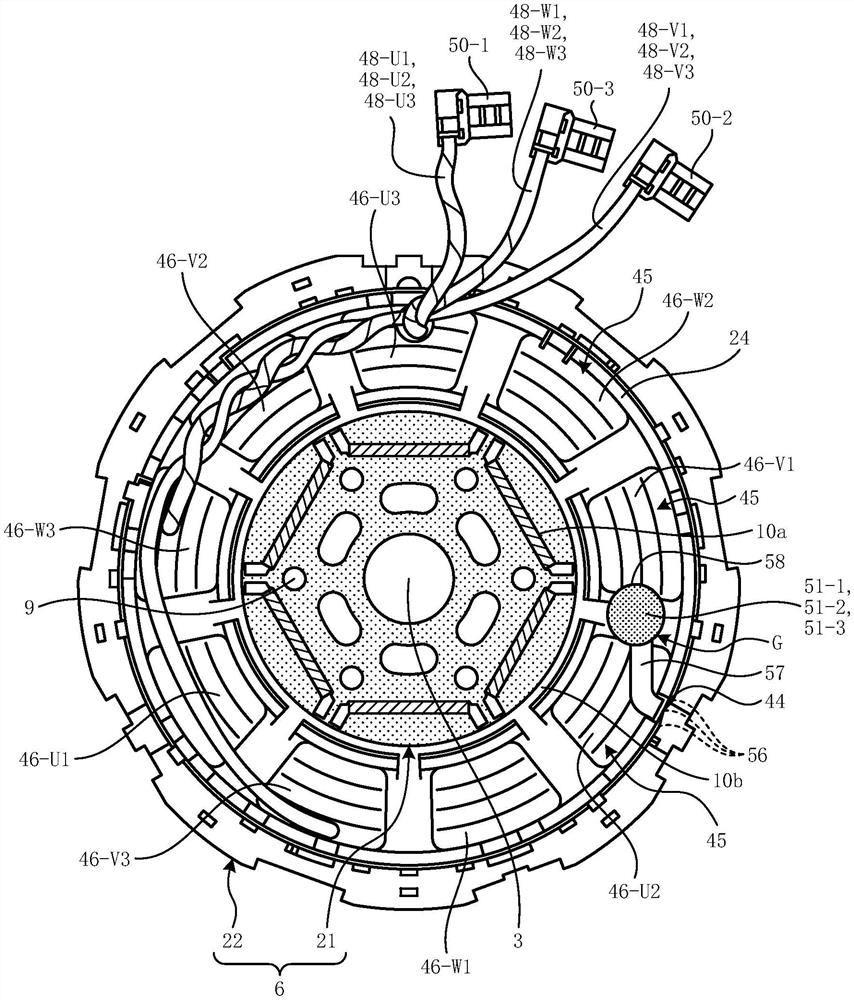
图2是表示从上绝缘体侧观察实施例的三相电动机的俯视图。
图3是表示实施例的定子铁芯的底视图。
图4是表示实施例的下绝缘体的立体图。
图5是表示实施例的定子的底视图。
图6是表示实施例的多个绕组的展开图。
图7是表示实施例的多个绕组的接线状态的接线图。
图8是表示实施例的第1接续端子与电线的连接前的状态的立体图。
图9是用来说明实施例的定子的制造工序的流程图。
图10A是表示在实施例中,拉出9根中性线的状态的俯视图。
图10B是表示在实施例中,由9根中性线中的3根中性线形成第1固定部的状态的俯视图。
图10C是表示在实施例中,由其余的6根中性线中的3根中性线形成第1固定部的状态的俯视图。
图10D是表示在实施例中,由其余的3根中性线形成第1固定部的状态的俯视图。
图11A是表示在实施例中,3组中性线的长度对齐后的状态的侧视图。
图11B是表示在实施例中,通过压接而将3组中性线的每一组进行接合后的状态的侧视图。
图11C是表示在实施例中,将3组中性线汇集成一捆的状态的侧视图。
图11D是表示在实施例中,由绝缘套管覆盖汇集成一捆的中性线的状态的侧视图。
具体实施方式
下面参照附图对本发明所公开的电动机的实施例进行详细说明。此外,本发明所公开的电动机不被下述实施例限定。
实施例
图1是表示具备实施例的三相电动机的压缩机的纵剖面图。如图1所示,压缩机1是所谓的旋转式压缩机,具备:容器2、压缩机轴3、压缩部5、以及三相电动机6。容器2形成有密闭的内部空间7。内部空间7形成为大致呈圆柱状。在将容器2纵置于水平面时,其形成为:内部空间7所形成的圆柱的中心轴与铅垂方向平行。在容器2中,在内部空间7的下部形成有储油器8。在储油器8中,储藏有用于润滑压缩部5的润滑油即冷冻机油。容器2与吸入管11及排出管12连接,所述吸入管11用来吸入制冷剂,所述排出管12排出压缩后的制冷剂。作为旋转轴的压缩机轴3形成为棒状,以一端配置于储油器8的方式,配置于容器2的内部空间7。压缩机轴3被容器2支承为能够以内部空间7所形成的圆柱的中心轴为中心旋转。压缩机轴3通过旋转,将储藏于储油器8的冷冻机油供给至压缩部5。
压缩部5配置于内部空间7的下部,并且配置于储油器8的上方。压缩机1还包括上消音盖14和下消音盖15。上消音盖14配置于内部空间7中的压缩部5的上部。上消音盖14在其内部形成上消音室16。下消音盖15配置于内部空间7中的压缩部5的下部,并且配置于储油器8的上部。下消音盖15在其内部形成下消音室17。下消音室17通过形成于压缩部5的连通路(未图示)与上消音室16连通。在上消音盖14与压缩机轴3之间,形成压缩制冷剂排出孔18,上消音室16通过压缩制冷剂排出孔18与内部空间7连通。
压缩部5利用压缩机轴3的旋转来压缩从吸入管11供给的制冷剂,并将该压缩后的制冷剂供给至上消音室16与下消音室17。该制冷剂与冷冻机油具有相溶性。三相电动机6配置于内部空间7中的压缩部5的上部。
图2是表示从上绝缘体侧观察实施例的三相电动机6的俯视图。如图1和图2所示,三相电动机6具备转子21以及定子22。转子21是层叠多片硅钢薄板(磁性体)并形成为圆柱状,通过多个铆钉9而被一体化。在转子21的中心、插通有压缩机轴3而被固定的转子21中,以成为以压缩机轴3为中心的六角形的每个边的方式形成有6个缝隙状的磁铁嵌入孔10a。在转子21的周向上空开规定间隔,形成各磁铁嵌入孔10a。在磁铁嵌入孔10a中嵌入有板状的永久磁铁10b。
定子22形成为大致圆筒形,以包围转子21的方式配置,并固定于容器2。定子22具备:定子铁芯23、上绝缘体24、下绝缘体25以及多个绕组46。上绝缘体24固定于定子铁芯23的上部。下绝缘体25固定于定子铁芯23的下部。上绝缘体24及下绝缘体25是将定子铁芯23和绕组46绝缘的绝缘部的一个示例。
图3是表示实施例的定子铁芯23的底视图。定子铁芯23,例如层叠由硅钢板所例示的软磁性体形成的多个板而形成,如图3所示,具备轭部31以及多个定子铁芯齿部32-1~32-9。轭部31形成为大致圆筒形。多个定子铁芯齿部32-1~32-9中的第1定子铁芯齿部32-1形成为大致柱体状。第1定子铁芯齿部32-1的一端与轭部31的内周面相连地形成,即,形成为从轭部31的内周面突出。多个定子铁芯齿部32-1~32-9中与第1定子铁芯齿部32-1不同的定子铁芯齿部,也与第1定子铁芯齿部32-1同样地,形成为大致柱体状,并从轭部31的内周面突出。进一步地,多个定子铁芯齿部32-1~32-9,形成为在轭部31的内周面配置成每隔40度的等间隔。
图4是表示实施例的下绝缘体25的立体图。下绝缘体25由聚对苯二甲酸丁二醇酯树脂(PBT)所例示的绝缘体形成,如图4所示,具有:外周壁部41、多个绝缘体齿部42-1~42-9,以及多个凸缘部43-1~43-9。外周壁部41形成为大致圆筒形。外周壁部41形成有多个缝隙44。多个绝缘体齿部42-1~42-9中的第1绝缘体齿部42-1形成为截面呈大致半圆的直柱体状。第1绝缘体齿部42-1的一端与外周壁部41的内周面相连地形成,即,形成为从外周壁部41的内周面突出。多个绝缘体齿部42-1~42-9中与第1绝缘体齿部42-1不同的绝缘体齿部,也形成为直柱体状,与第1绝缘体齿部42-1同样地,形成为从外周壁部41的内周面突出。多个绝缘体齿部42-1~42-9形成为在外周壁部41的内周面配置成每隔40度的等间隔。
多个凸缘部43-1~43-9与多个绝缘体齿部42-1~42-9对应,分别形成为大致半圆形的板状。多个凸缘部43-1~43-9中的与第1绝缘体齿部42-1对应的第1凸缘部43-1,与第1绝缘体齿部42-1的另一端相连地形成。多个凸缘部43-1~43-9中与第1凸缘部43-1不同的凸缘部,也与第1凸缘部43-1同样地,与多个绝缘体齿部42-1~42-9的另一端相连地形成。
上绝缘体24也与下绝缘体25同样地形成。即,上绝缘体24由绝缘体形成,具有外周壁部41、多个绝缘体齿部42-1~42-9、以及多个凸缘部43-1~43-9。
图5是表示实施例的定子22的底视图。定子铁芯23的多个定子铁芯齿部32-1~32-9,如图5所示,分别卷绕有多个绕组46。在每个定子铁芯齿部32-1~32-9上,由每个绕组46分别形成卷绕部45。实施方式的三相电动机是6极9槽的集中绕组型的电动机(参照图2)。多个绕组46具备:多个U相绕组46-U1~46-U3、多个V相绕组46-V1~46-V3、以及多个W相绕组46-W1~46-W3。
U相绕组具备多个绕组。具体而言,作为U相绕组,具备第1U相绕组46-U1、第2U相绕组46-U2、以及第3U相绕组46-U3。第1U相绕组46-U1卷绕于第4定子铁芯齿部32-4。第2U相绕组46-U2卷绕于第7定子铁芯齿部32-7。第3U相绕组46-U3卷绕于第1定子铁芯齿部32-1。
V相绕组具备多个绕组。具体而言,作为V相绕组,具备第1V相绕组46-V1、第2V相绕组46-V2、以及第3V相绕组46-V3。第1V相绕组46-V1卷绕于第8定子铁芯齿部32-8。第2V相绕组46-V2卷绕于第2定子铁芯齿部32-2。第3V相绕组46-V3卷绕于第5定子铁芯齿部32-5。
W相绕组具备多个绕组。具体而言,作为W相绕组,具备第1W相绕组46-W1、第2W相绕组46-W2、以及第3W相绕组46-W3。第1W相绕组46-W1卷绕于第6定子铁芯齿部32-6。第2W相绕组46-W2卷绕于第9定子铁芯齿部32-9。第3W相绕组46-W3卷绕于第3定子铁芯齿部32-3。
第1定子铁芯齿部32-1与下绝缘体25的第1绝缘体齿部42-1、上绝缘体24的第1绝缘体齿部、以及配置于上述每个绝缘体24和25之间的绝缘膜(未图示)一起被第3U相绕组46-U3卷绕。因此,第3U相绕组46-U3通过上绝缘体24和下绝缘体25,与第1定子铁芯齿部32-1适当地绝缘,且与定子铁芯23适当地绝缘。进一步地,第3U相绕组46-U3,以夹在下绝缘体25的第1凸缘部43-1和外周壁部41之间的方式卷绕,且以夹在上绝缘体24的第1凸缘部和外周壁部之间的方式卷绕。因此,通过上绝缘体24及下绝缘体25,防止第3U相绕组46-U3从第1定子铁芯齿部32-1向转子21侧脱落、即所谓绕组脱落。
对于多个绕组46中与第3U相绕组46-U3不同的其他绕组,也通过上绝缘体24及下绝缘体25,与定子铁芯23适当地绝缘,且防止绕组脱落。
图6是表示实施例的多个绕组46的展开图。如图6所示,第1U相绕组46-U1以逆时针方向卷绕到第4定子铁芯齿部32-4。第2U相绕组46-U2以顺时针方向卷绕到第7定子铁芯齿部32-7。第3U相绕组46-U3以逆时针方向卷绕到第1定子铁芯齿部32-1。第1V相绕组46-V1以逆时针方向卷绕到第8定子铁芯齿部32-8。第2V相绕组46-V2以顺时针方向卷绕到第2定子铁芯齿部32-2。第3V相绕组46-V3以逆时针方向卷绕到第5定子铁芯齿部32-5。第1W相绕组46-W1以逆时针方向卷绕到第6定子铁芯齿部32-6。第2W相绕组46-W2以顺时针方向卷绕到第9定子铁芯齿部32-9。第3W相绕组46-W3以逆时针方向卷绕到第3定子铁芯齿部32-3。
定子22还具备:多个U相中性线47-U1~47-U3、多个V相中性线47-V1~47-V3、以及多个W相中性线47-W1~47-W3。多个U相中性线47-U1~47-U3、多个V相中性线47-V1~47-V3以及多个W相中性线47-W1~47-W3配置在比多个定子铁芯齿部32-1~32-9更远离下绝缘体25的上绝缘体24侧。此外,在上绝缘体24侧,还配置有作为电源线的引线侧,下面,在本说明书中也称上绝缘体24侧为引线侧。
第1U相中性线47-U1的一端与第1U相绕组46-U1电连接。第1U相中性线47-U1的该一端配置于第4定子铁芯齿部32-4的第1方向侧(图6中的左侧),另一端配置于比第4定子铁芯齿部32-4更远离下绝缘体25的引线侧。第2U相中性线47-U2的一端与第2U相绕组46-U2电连接。第2U相中性线47-U2的该一端配置于第7定子铁芯齿部32-7的第1方向侧,另一端配置得比第7定子铁芯齿部32-7更靠引线侧。第3U相中性线47-U3的一端与第3U相绕组46-U3电连接。第3U相中性线47-U3的该一端配置于第1定子铁芯齿部32-1的第1方向侧,另一端配置得比第1定子铁芯齿部32-1更靠引线侧。
多个V相中性线47-V1~47-V3具备第1V相中性线47-V1、第2V相中性线47-V2、以及第3V相中性线47-V3。第1V相中性线47-V1的一端与第1V相绕组46-V1电连接。第1V相中性线47-V1的该一端配置于第5定子铁芯齿部32-5的第1方向侧,另一端配置得比第5定子铁芯齿部32-5更靠引线侧。第2V相中性线47-V2的一端与第2V相绕组46-V2电连接。第2V相中性线47-V2的该一端配置于第2定子铁芯齿部32-2的第1方向侧,另一端配置得比第2定子铁芯齿部32-2更靠引线侧。第3V相中性线47-V3的一端与第3V相绕组46-V3电连接。第3V相中性线47-V3的该一端配置于第5定子铁芯齿部32-5的第1方向侧,另一端配置得比第5定子铁芯齿部32-5更靠引线侧。
多个W相中性线47-W1~47-W3具备第1W相中性线47-W1、第2W相中性线47-W2、以及第3W相中性线47-W3。第1W相中性线47-W1的一端与第1W相绕组46-W1电连接。第1W相中性线47-W1的该一端配置于第6定子铁芯齿部32-6的第1方向侧,另一端配置得比第6定子铁芯齿部32-6更靠引线侧。第2W相中性线47-W2的一端与第2W相绕组46-W2电连接。第2W相中性线47-W2的该一端配置于第9定子铁芯齿部32-9的第1方向侧,另一端配置得比第9定子铁芯齿部32-9更靠引线侧。第3W相中性线47-W3的一端与第3W相绕组46-W3电连接。第3W相中性线47-W3的该一端配置于第3定子铁芯齿部32-3的第1方向侧,另一端配置得比第3定子铁芯齿部32-3更靠引线侧。
定子22还具备多个U相电源线48-U1~48-U3、多个V相电源线48-V1~48-V3、以及多个W相电源线48-W1~48-W3。
多个U相电源线48-U1~48-U3的一端配置于第1定子铁芯齿部32-1的引线侧,且该端配置于第1定子铁芯齿部32-1的第2方向侧(图6中的右侧)。第1U相电源线48-U1的另一端与第1U相绕组46-U1电连接。第2U相电源线48-U2的另一端与第2U相绕组46-U2电连接。第3U相电源线48-U3的另一端与第3U相绕组46-U3电连接。
进一步地,第1U相电源线48-U1的一部分穿过下绝缘体25的外周壁部41的多个缝隙44,且包括第1U相跨接线部分49-U1。第1U相电源线48-U1的一部分即第1U相跨接线部分49-U1以沿着下绝缘体25的外周壁部41的外周面的方式配置。进一步地,第2U相电源线48-U2的一部分穿过下绝缘体25的外周壁部41的多个缝隙44,且包括第2U相跨接线部分49-U2。第2U相电源线48-U2的一部分即第2U相跨接线部分49-U2以沿着下绝缘体25的外周壁部41的外周面的方式配置。
多个V相电源线48-V1~48-V3的一端配置于第5定子铁芯齿部32-5的引线侧,且该端配置于第5定子铁芯齿部32-5的第2方向侧。第1V相电源线48-V1的另一端与第1V相绕组46-V1电连接。第2V相电源线48-V2的另一端与第2V相绕组46-V2电连接。第3V相电源线48-V3的另一端与第3V相绕组46-V3电连接。
进一步地,第1V相电源线48-V1的一部分穿过下绝缘体25的外周壁部41的多个缝隙44,且包括第1V相跨接线部分49-V1。第1V相电源线48-V1的一部分即第1V相跨接线部分49-V1以沿着下绝缘体25的外周壁部41的外周面的方式配置。进一步地,第2V相电源线48-V2的一部分穿过下绝缘体25的外周壁部41的多个缝隙44,且包括第2V相跨接线部分49-V2。第2V相电源线48-V2的一部分即第2V相跨接线部分49-V2以沿着下绝缘体25的外周壁部41的外周面的方式配置。
多个W相电源线48-W1~48-W3的一端配置于第3定子铁芯齿部32-3的引线侧,且该端配置于第3定子铁芯齿部32-3的第2方向侧。第1W相电源线48-W1的另一端与第1W相绕组46-W1电连接。第2W相电源线48-W2的另一端与第2W相绕组46-W2电连接。第3W相电源线48-W3的另一端与第3W相绕组46-W3电连接。
进一步地,第1W相电源线48-W1的一部分穿过下绝缘体25的外周壁部41的多个缝隙44,且包括第1W相跨接线部分49-W1。第1W相电源线48-W1的一部分即第1W相跨接线部分49-W1以沿着下绝缘体25的外周壁部41的外周面的方式配置。进一步地,第2W相电源线48-W2的一部分穿过下绝缘体25的外周壁部41的多个缝隙44,且包括第2W相跨接线部分49-W2。第2W相电源线48-W2的一部分即第2W相跨接线部分49-W2以沿着下绝缘体25的外周壁部41的外周面的方式配置。
图7是表示实施例的多个绕组46的接线状态的接线图。实施方式的三相电动机是具有并联连接绕组46的星型连接的电动机。如图7所示,定子22还具备多个中性点。多个中性点配置于多个定子铁芯齿部32-1~32-9的引线侧,具有第1中性点51-1、第2中性点51-2、以及第3中性点51-3。第1中性点51-1、第2中性点51-2、以及第3中性点51-3彼此电绝缘。
第1U相绕组46-U1的一端通过第1U相中性线47-U1与第1中性点51-1电连接,另一端通过第1U相电源线48-U1与U相电源电连接。第2U相绕组46-U2的一端通过第2U相中性线47-U2与第2中性点51-2电连接,另一端通过第2U相电源线48-U2与U相电源电连接。第3U相绕组46-U3的一端通过第3U相中性线47-U3与第3中性点51-3电连接,另一端通过第3U相电源线48-U3与U相电源电连接。
第1V相绕组46-V1的一端通过第1V相中性线47-V1与第3中性点51-3电连接,另一端通过第1V相电源线48-V1与V相电源电连接。第2V相绕组46-V2的一端通过第2V相中性线47-V2与第1中性点51-1电连接,另一端通过第2V相电源线48-V2与V相电源电连接。第3V相绕组46-V3的一端通过第3V相中性线47-V3与第2中性点51-2电连接,另一端通过第3V相电源线48-V3与V相电源电连接。
第1W相绕组46-W1的一端通过第1W相中性线47-W1与第2中性点51-2电连接,另一端通过第1W相电源线48-W1与W相电源电连接。第2W相绕组46-W2的一端通过第2W相中性线47-W2与第3中性点51-3电连接,另一端通过第2W相电源线48-W2与W相电源电连接。第3W相绕组46-W3的一端通过第3W相中性线47-W3与第1中性点51-1电连接,另一端通过第3W相电源线48-W3与W相电源电连接。
定子的制造方法
定子22是使用绕线机,通过在适当地安装有上绝缘体24及下绝缘体25的定子铁芯23上,适当地配置U相电线、V相电线以及W相电线来制作的。电线例如是漆包线(在铜线上包覆有磁漆被膜的电线)。绕线机例如具备U相电线用出线嘴、V相电线用出线嘴、以及W相电线用出线嘴。U相电线用出线嘴、V相电线用出线嘴、以及W相电线用出线嘴互相固定。U相电线用出线嘴通过适当地移动,能够将U相电线配置在定子铁芯23的规定的位置。V相电线用出线嘴通过适当地移动,能够将V相电线配置在定子铁芯23的规定的位置。W相电线用出线嘴通过适当地移动,能够将W相电线配置在定子铁芯23的规定的位置。此外,绕线机不限于本实施例的结构,也可以使用只具备1根出线嘴的绕线机。
在绕线机中,首先,设置适当地安装有上绝缘体24、下绝缘体25、以及未图示的绝缘膜的定子铁芯23。绕线机通过使U相电线用出线嘴适当移动,而将U相电线的一端配置到第1定子铁芯齿部32-1的引线侧,使U相电线沿着第1定子铁芯齿部32-1的第2方向侧,穿过多个缝隙44中的1个。接着,绕线机通过使U相电线用出线嘴适当移动来使U相电线沿着下绝缘体25的外周壁部41的外周面,从而由U相电线形成第1U相跨接线部分49-U1。进一步地,绕线机通过使U相电线用出线嘴适当移动来将U相电线配置到从多个缝隙44中的1个到第4定子铁芯齿部32-4为止的区间,由U相电线形成第1U相电源线48-U1。此时,绕线机通过使V相电线用出线嘴和W相电线用出线嘴与U相电线用出线嘴同步移动,而由V相电线形成第1V相电源线48-V1,并由W相电线形成第1W相电源线48-W1。
接着,绕线机通过使U相电线用出线嘴适当移动来将U相电线以逆时针方向卷绕到第4定子铁芯齿部32-4,而由U相电线形成第1U相绕组46-U1。此时,绕线机通过使V相电线用出线嘴与U相电线用出线嘴同步移动,而将V相电线以逆时针方向卷绕到第8定子铁芯齿部32-8,由V相电线形成第1V相绕组46-V1。绕线机通过使W相电线用出线嘴与U相电线用出线嘴同步移动,而将W相电线以逆时针方向卷绕到第6定子铁芯齿部32-6,由W相电线形成第1W相绕组46-W1。
接着,绕线机通过使U相电线用出线嘴适当移动来将U相电线配置到从第4定子铁芯齿部32-4的第1方向侧到第4定子铁芯齿部32-4的引线侧为止的区间,而由U相电线形成第1U相中性线47-U1。此时,绕线机通过使V相电线用出线嘴和W相电线用出线嘴与U相电线用出线嘴同步移动,而由V相电线形成第1V相中性线47-V1,且由W相电线形成第1W相中性线47-W1。
接着,绕线机通过使U相电线用出线嘴适当移动来将U相电线配置到从第7定子铁芯齿部32-7的引线侧到第7定子铁芯齿部32-7的第1方向侧为止的区间,而由U相电线形成第2U相中性线47-U2。此时,绕线机通过使V相电线用出线嘴和W相电线用出线嘴与U相电线用出线嘴同步移动,而由V相电线形成第2V相中性线47-V2,且由W相电线形成第2W相中性线47-W2。
接着,绕线机通过使U相电线用出线嘴适当移动来将U相电线以顺时针方向卷绕到第7定子铁芯齿部32-7,而由U相电线形成第2U相绕组46-U2。此时,绕线机通过使V相电线用出线嘴与U相电线用出线嘴同步移动,而将V相电线以顺时针方向卷绕到第2定子铁芯齿部32-2,由V相电线形成第2V相绕组46-V2。绕线机通过使W相电线用出线嘴与U相电线用出线嘴同步移动,而将W相电线以顺时针方向卷绕到第9定子铁芯齿部32-9,由W相电线形成第2W相绕组46-W2。
接着,绕线机通过使U相电线用出线嘴适当移动,使U相电线穿过多个缝隙44中的1个并沿着外周壁部41的外周面,从而由U相电线形成第2U相跨接线部分49-U2。进一步地,绕线机通过使U相电线用出线嘴适当移动,使U相电线穿过多个缝隙44中的1个并配置到第1定子铁芯齿部32-1的引线侧,而由U相电线形成第2U相电源线48-U2。此时,绕线机通过使V相电线用出线嘴和W相电线用出线嘴与U相电线用出线嘴同步移动,而由V相电线形成第2V相电源线48-V2,且由W相电线形成第2W相电源线48-W2。
接着,绕线机通过使U相电线用出线嘴适当移动来将U相电线配置到从第1定子铁芯齿部32-1的引线侧到第1定子铁芯齿部32-1的第2方向侧为止的区间,而由U相电线形成第3U相电源线48-U3。此时,绕线机通过使V相电线用出线嘴和W相电线用出线嘴与U相电线用出线嘴同步移动,而由V相电线形成第3V相电源线48-V3,且由W相电线形成第3W相电源线48-W3。此外,将第1连接端子50-1连接到汇集多个U相电源线48-U1~48-U3成一捆而出的一端,将第2连接端子50-2连接到汇集多个V相电源线48-V1~48-V3成一捆而出的一端,将第3连接端子50-3连接到汇集多个W相电源线48-W1~48-W3成一捆而出的一端(参照图2)。
接着,绕线机通过使U相电线用出线嘴适当移动来将U相电线以逆时针方向卷绕到第1定子铁芯齿部32-1,而由U相电线形成第3U相绕组46-U3。此时,绕线机通过使V相电线用出线嘴与U相电线用出线嘴同步移动,而将V相电线以逆时针方向卷绕到第5定子铁芯齿部32-5,由V相电线形成第3V相绕组46-V3。绕线机通过使W相电线用出线嘴与U相电线用出线嘴同步移动,而将W相电线以逆时针方向卷绕到第3定子铁芯齿部32-3,由W相电线形成第3W相绕组46-W3。
接着,绕线机通过使U相电线用出线嘴适当移动来将U相电线配置到从第1定子铁芯齿部32-1的第1方向侧到第1定子铁芯齿部32-1的引线侧为止的区间,而由U相电线形成第3U相中性线47-U3。此时,绕线机通过使V相电线用出线嘴和W相电线用出线嘴与U相电线用出线嘴同步移动,而由V相电线形成第3V相中性线47-V3,且由W相电线形成第3W相中性线47-W3。
如图6和图7所示,通过以如上所述的方式进行卷绕,第3U相绕组46-U3的卷绕开始部分和卷绕结束部分均配置于引线侧。另一方面,第1U相绕组46-U1和第2U相绕组46-U2为从非引线侧开始卷绕并在引线侧卷绕结束。因此,第3U相绕组46-U3的卷绕匝数,与第1U相绕组46-U1的卷绕匝数不同,与第2U相绕组46-U2的卷绕匝数不同。此外,第1U相绕组46-U1和第2U相绕组46-U2的与U相电源连接的U相电源线的引绕长度不同。换言之,第1U相绕组46-U1~第3U相绕组46-U3的卷绕方法不同,所述卷绕方法包括绕组的匝数和电源线的长度。因此,从中性点51-1到U相电源线为止的电线的长度,第1U相绕组46-U1、第2U相绕组46-U2、以及第3U相绕组46-U3均不同,阻抗也不同。
第1U相中性线47-U1与第2U相中性线47-U2断开,第1V相中性线47-V1与第2V相中性线47-V2断开,第1W相中性线47-W1与第2W相中性线47-W2断开。第1U相中性线47-U1的一端、第2V相中性线47-V2的一端以及第3W相中性线47-W3的一端通过一种不剥离电线被膜也可将多个绕组电连接的连接件(下面称为连接件)电连接。
作为连接部件,例如使用如图8所示的第1接续端子52-1。图8是表示实施例的第1接续端子52-1与电线的连接前的状态的立体图。在本实施例中,通过第1接续端子52-1,将第1U相中性线47-U1的一端、第2V相中性线47-V2的一端以及第3W相中性线47-W3的一端彼此压接来接合而使其互相电连接,形成第1中性点51-1。如图8所示,3根电线(中性线)以彼此接触的状态被稳定地打捆。作为连接部件的第1接续端子52-1,能够以包住打捆后的电线的方式将3根电线彼此压接来接合而使其互相电连接。通过第1接续端子52-1压接电线组,由此,通过第1接续端子52-1的凹凸部剥离每根电线的包覆,从而连接3根电线。此外,通过连接部件打捆的电线的根数不限制为3根。即,只要能够将电线彼此压接来接合而使其互相电连接,不限定打捆的根数。
同样地,将第2U相中性线47-U2的一端、第3V相中性线47-V3的一端以及第1W相中性线47-W1的一端通过第2接续端子52-2彼此压接来接合而使其互相电连接,形成第2中性点51-2。将第3U相中性线47-U3的一端、第1V相中性线47-V1的一端以及第2W相中性线47-W2的一端通过第3接续端子52-3彼此压接来接合而使其互相电连接,形成第3中性点51-3。由此,能够容易地形成第1中性点51-1、第2中性点51-2以及第3中性点51-3。
压缩机的动作
压缩机1设置为未图示的制冷循环装置的结构要素,用来压缩制冷剂,使制冷剂在制冷循环装置的制冷剂回路循环。三相电动机6通过对多个U相电源线48-U1~48-U3、多个V相电源线48-V1~48-V3以及多个W相电源线48-W1~48-W3分别施加三相电压,而产生旋转磁场。转子21通过由定子22生成的旋转磁场旋转。三相电动机6通过转子21的旋转而使压缩机轴3旋转。
压缩部5由于压缩机轴3旋转,因此通过吸入管11吸入低压制冷剂气体,将该吸入的低压制冷剂气体压缩而生成高压制冷剂气体,将高压制冷剂气体供给到上消音室16和下消音室17。下消音盖15减少被供给到下消音室17的高压制冷剂气体的压力脉动,将减少了压力脉动的高压制冷剂气体供给到上消音室16。上消音盖14减少被供给到上消音室16的高压制冷剂气体的压力脉动,减少了压力脉动的高压制冷剂气体通过压缩制冷剂排出孔18供给到内部空间7中的压缩部5与三相电动机6之间的空间。
被供给到内部空间7中的压缩部5与三相电动机6之间的空间的高压制冷剂气体,通过形成于三相电动机6中的间隙,被供给到内部空间7中的比三相电动机6更上方的空间。被供给到内部空间7中的比三相电动机6更上方的空间的制冷剂,通过排出管12,被排出到配置在制冷循环装置中的压缩机1的下游侧的装置。
压缩机的特征性结构
接着,对实施例的三相电动机6的特征性结构进行说明。如上所述,3根U相中性线47-U1~47-U3、3根V相中性线47-V1~47-V3、以及3根W相中性线47-W1~47-W3(下面,也称为中性线47),在每个中性点51-1~51-3(也称为中性点51)分别连接。作为本实施例的特征,包括对定子22安装9根中性线47的安装构造。
9根中性线47具有:在相对于每个中性点51靠近卷绕部45侧的位置,互相被固定于定子22的3个第1固定部56,以及在从每个第1固定部56到每个中性点51为止的区间,使连接在3个中性点51的各中性点的3组中性线47汇集成一捆的第2固定部57。在通过第2固定部57汇集成一捆的中性线47的各个中性点51侧,用作为绝缘部件的绝缘套管58覆盖第2固定部57,并插入到定子22的周向(转子21的旋转方向)上相邻的卷绕部45的间隙G(参照图2)。
定子的制造工序的主要部分
对三相电动机6的定子22的制造工序的主要部分进行说明。图9是用来说明实施例的定子22的制造工序的流程图。如图9所示,通过进行如上所述的定子22的绕组加工(步骤S1),形成每个绕组46,通过切断从每个电线用出线嘴侧供给的每根电线(步骤S2),将每个绕组46的一端(中性线47)从每个电线用出线嘴侧断开。
接着,以每个绕组46的各个中性线47中的各1根U相、V相以及W相的中性线47作为1组,将3根中性线47沿着上绝缘体24的外周面绕设,在上绝缘体24的周向上的某一处互相固定3根中性线47(在本实施例中,在将3根中性线47打捆成一根时,使各中性线47的根部的部分变成扭拧状态,使得3根中性线47互相被固定)(步骤S3),由此形成使3根中性线47被固定到定子22的第1固定部56。在步骤S3,对于从9个卷绕部45分别延伸出的9根中性线47,通过以3根中性线47为1组形成第1固定部56,3组中性线47的每一组在3个第1固定部56分别固定。第1固定部56的形成工序将在后文中详细说明。
接着,通过将从各第1固定部56延伸出的3组中性线47按规定的长度切断(步骤S4),使3组中性线47的从第1固定部56开始的长度对齐。接着,利用每个接续端子52(52-1~52-3)通过压接将3组中性线47的每一组进行接合(步骤S5),从而形成3个各中性点51。接着,通过将3组中性线47打捆并将3组中性线47汇集固定(在本实施例中,3组中性线47以打捆成一根的状态搓成一股)(步骤S6),形成使3组中性线47汇集成一捆的第2固定部57。将在后文中详细说明第2固定部57的形成工序。
接着,通过将汇集成一捆的中性线47向绝缘套管58内插入(步骤S7),能够确保从各卷绕部45拉出的中性线47整体的绝缘性。最后,将由绝缘套管58覆盖的中性线47的各接续端子52(各中性点51)侧,收纳到相邻的卷绕部45之间的间隙G(步骤S8)。
第1固定部的形成工序
图10A是表示在实施例中,拉出9根中性线47的状态的俯视图。图10B是表示在实施例中,由9根中性线47中的3根中性线47形成第1固定部56的状态的俯视图。图10C是表示在实施例中,由其余的6根中性线47中的3根中性线47形成第1固定部56的状态的俯视图。图10D是表示在实施例中,由其余的3根中性线47形成第1固定部56的状态的俯视图。图10A~图10D是从上绝缘体24侧观察到的定子22的顶视图,对9个齿槽即各卷绕部45按逆时针方向的顺序标注编号1~9。
如图10A所示,3根U相中性线47-U1~47-U3、3根V相中性线47-V1~47-V3、以及3根W相中性线47-W1~47-W3即9根中性线47分别被从定子22的各卷绕部45拉出。首先,如图10A及图10B所示,通过使9根中性线47中从图中的的第2、第3、第4的各卷绕部45拉出的V相中性线47-V2、W相中性线47-W3、以及U相中性线47-U1沿着上绝缘体24的外周面延伸,并例如在第7的卷绕部45的附近相互扭拧,形成以汇集3根中性线47的状态固定其根部的第1固定部56。此时,3根中性线47中的V相中性线47-V2向顺时针方向延伸、W相中性线47-W3以及U相中性线47-U1向逆时针方向延伸,3根中性线47被相互搓成一股。
即,在第1固定部56,将在上绝缘体24的周向上朝向一侧延伸的中性线47、与在上绝缘体24的周向上朝向另一侧延伸的中性线47相互扭拧来固定。扭拧3根中性线47的量,例如优选是3圈左右,能使3根中性线47相对于上绝缘体24的周向临时性固定(临时固定)的程度,这样可以简单地实施固定作业。通过如上所述那样绕设3根中性线47,绝缘体24的周向上的分别向一侧和另一侧延伸的中性线47形成为夹着绝缘体24彼此拉伸,因此对从卷绕部45到第1固定部56为止延伸的中性线47施加张力,相对于绝缘体24被固定。此外,3根中性线47中的向顺时针方向延伸的中性线47、以及向逆时针方向延伸的中性线47,不限定于上述的组合,例如,能够根据在上绝缘体24的周向上形成第1固定部56的位置适当变更。
接着,与上述的第1固定部56同样地,如图10B和图10C所示,通过使其余6根中性线47中从图中的第5、第6、第7的各卷绕部45拉出的V相中性线47-V3、W相中性线47-W1、以及U相中性线47-U2沿着上绝缘体24的外周面延伸,并在第7的卷绕部45的附近相互扭拧,形成固定有3根中性线47的第1固定部56。此时,3根中性线47中的V相中性线47-V3向顺时针方向延伸,W相中性线47-W1以及U相中性线47-U2向逆时针方向延伸,3根中性线47相互扭拧。
接着,与上述第1固定部56同样地,如图10C和图10D所示,通过使其余3根中性线47中从图中的第8、第9、第1的各卷绕部45拉出的V相中性线47-V1、W相中性线47-W2、以及U相中性线47-U3沿着上绝缘体24的外周面延伸,并在第7的卷绕部45的附近相互扭拧,形成固定有3根中性线47的第1固定部56。此时,3根中性线47中的V相中性线47-V1以及W相中性线47-W2向顺时针方向延伸,U相中性线47-U3向逆时针方向延伸,3根中性线47相互扭拧。
如图10D所示,9根中性线47,以3根中性线47为1组,从3个第1固定部56分别拉出3组中性线47。3个第1固定部56,配置为在定子22的周向上相互靠近,能够容易地实施后述的将3组中性线47搓成一股的作业。此外,不限定于如上所述的将3根中性线47为1组绕设的结构,根据电动机的结构,只要将至少2根的中性线47彼此反向(顺时针方向和逆时针方向)绕设即可。
定子22通过具有第1固定部56,能够将9根中性线47固定到上绝缘体24,由此,例如,在装配作业时,能够抑制沿着绝缘体24的外周面延伸的中性线47的移动。此外,定子22通过具有第1固定部56,将在中性点51连接的3根中性线47的根部固定,能够容易地实施在中性点51以3根中性线47为1组进行的接线作业。
第2固定部的形成工序
图11A是表示在实施例中,3组中性线47的长度对齐的状态的侧视图。图11B是表示在实施例中,通过压接将3组中性线47的每一组进行接合后的状态的侧视图。如图11A所示,从3个第1固定部56引出的3组中性线47,通过切断一端而对齐从第1固定部56开始的长度。通过形成第1固定部56,能够容易地对齐中性线47的长度。接着,如图11B所示,对3组中性线47的每个组,分别利用接续端子52通过压接来接合。在第1固定部56,3根中性线47已汇集成一组,因此在通过接续端子52接合U相、V相、以及W相的每根中性线47时,能够防止弄错相互要接线的相而进行接合的情况,能够提高装配的作业效率。
图11C是表示在实施例中,将3组中性线47汇集成一捆的状态的侧视图。图11D是表示在实施例中,由绝缘套管58覆盖汇集成一捆的中性线47的状态的侧视图。如图11C所示,通过将3组中性线47搓成一股,形成汇集成一捆而出的第2固定部57。通过形成第2固定部57,能够进一步提高作用于贴着上绝缘体24的外周壁部41绕设的中性线47的张力,能够抑制由压缩机1运转时的定子22的振动带来的中性线47的移动。
此外,本实施例中,将3组中性线47汇集成一捆,并将到接续端子52(中性点51)为止的整个区间均搓成一股形成第2固定部57,但是不限定于该结构,也可以仅将汇集成一捆的3组中性线47的一部分扭拧而形成第2固定部57。
接着,如图11D所示,通过用绝缘套管58覆盖将3组中性线47汇的第2固定部57和接续端子52,从第1固定部56到中性点51为止的整个区间均被绝缘。通过在第2固定部57使3组中性线47汇集成一捆,无需个别绝缘3组中性线47,能够由1根绝缘套管58一并绝缘,能够抑制制造成本的增加。如图2所示,由绝缘套管58覆盖的第2固定部57,从上绝缘体24的外周侧穿过作为切口的缝隙44,插入到相邻的卷绕部45之间的间隙G。
第2固定部57配置成插入卷绕部45之间的间隙G中定子22径向的外周侧,由此能够抑制与转子21之间的干扰。此外,第2固定部57沿着定子22的中心轴方向、即压缩机1的铅垂方向插入。绝缘套管58的中性点51侧,形成为扁平的带状,通过将扁平状的绝缘套管58沿着定子22的中心轴方向插入,能够抑制其成为流过间隙G的制冷剂或冷冻机油的流动阻力。由此,能够抑制流过间隙G的冷冻机油的流速增加,从而能够抑制冷冻机油向压缩机1的外部排出的量。
在上述的实施例的三相电动机6的绕组46中,多根中性线47具有:在相对于多个中性点51更靠近卷绕部45侧的位置,使多根中性线47互相被固定的多个第1固定部56,以及在从多个第1固定部56到多个中性点51之间,使多根中性线47互相被固定的第2固定部57。与例如通过焊接接合9根中性线47的情况相比,通过在第1固定部56将在中性点51连接的3根中性线47相互固定为一组,并在第2固定部67使3组中性线47互相固定,能够容易地处理9根中性线47,并能够防止以规定的组合连接的3根中性线47的搭配错误。因此,能够提高三相电动机6的装配的作业效率,能够提高装配作业的效率。
此外,通过将在第1固定部56固定出的3组中性线47搓成一股,能够以由第1固定部56规定出各组中性线47的状态搓成一股,因此,与例如将没有在第1固定部56固定的9根中性线47打捆并搓成一股的情况相比,将9根中性线47搓成一股的作业变得容易,能够容易地形成将9根中性线47汇集成一捆的第2固定部57。
此外,实施例的三相电动机6的多个第1固定部56通过将沿着定子22的周向延伸的中性线47相互扭拧,而使多根中性线47互相被扭拧来固定。由此,能够容易地将多根中性线47临时固定到定子22。
此外,实施例的三相电动机6的多个第1固定部56,配置为在定子22的周向上相互靠近。由此,能够容易地将从第1固定部56延伸出的多组中性线47搓成一股,从而能够容易地形成第2固定部57。此外,能够容易地对齐从第1固定部56到中性点51为止的多组中性线47的长度并切断。
此外,在实施例的三相电动机6的多个第1固定部56,使朝向上绝缘体24的周向一侧延伸的中性线47、与朝向上绝缘体24的周向另一侧延伸的中性线47相互扭拧来固定。由此,能够容易地将中性线47固定到上绝缘体24。
此外,在实施例的三相电动机6的第2固定部57,将连接在多个中性点51的各中性点的多组中性线47搓成一股。由此,能够容易地形成将多根中性线47汇集成一捆的第2固定部57。
此外,实施例的三相电动机6的第2固定部57,由绝缘套管58覆盖,并插入相邻卷绕部45之间的间隙G。由此,在使用三相电动机6时,能够抑制第2固定部57移动,并能够由定子22的间隙G稳定地保持第2固定部57。此外,通过由绝缘套管58覆盖第2固定部57,与将多组中性线47分别绝缘的构造相比,多组中性线47能够一并绝缘,能够抑制三相电动机6的制造成本的增加。
此外,实施例的三相电动机6的第2固定部57,被插入间隙G中定子22径向上的外周侧。由此,能够避免插入到间隙G的第2固定部57与转子21之间的干扰。
此外,实施例的三相电动机6的第2固定部57,从上绝缘体24的外周侧穿过缝隙44,被插入到相邻卷绕部45之间的间隙G。由此,从第1固定部56绕设的第2固定部57被缝隙44支承,能够抑制第2固定部57相对于上绝缘体24的移动,能够进一步提高插入到间隙G的第2固定部57的安装状态的稳定性。
此外,在本实施例中,将三相电动机应用到旋转式压缩机,但是不限定于旋转式压缩机,也能够应用于涡旋压缩机。另外,在本实施例中,第1固定部56是扭拧多根中性线47而形成的,第2固定部57是扭拧多组中性线47而形成的,但不局限于此,第1固定部56和第2固定部57也可以通过捆束件等固定部件形成。此外,绕组46的卷绕步骤也不限定于本实施例,例如,也可以是将1根绕组卷绕到一个个齿部的方式。
符号说明
1 压缩机
3 轴(旋转轴)
5 压缩部
6 三相电动机
21 转子
22 定子
24 上绝缘体(绝缘体)
32-1 第1定子铁芯齿部(齿部)
32-2 第2定子铁芯齿部(齿部)
32-3 第3定子铁芯齿部(齿部)
32-4 第4定子铁芯齿部(齿部)
32-5 第5定子铁芯齿部(齿部)
41 外周壁部
44 缝隙(切口)
45 卷绕部
46(46-U1~46-U3) 多个U相绕组
46(46-V1~46-V3) 多个V相绕组
46(46-W1~46-W3) 多个W相绕组
47(47-U1~47-U3) 多个U相中性线
47(47-V1~47-V3) 多个V相中性线
47(47-W1~47-W3) 多个W相中性线
48-U1~48-U3 多个U相电源线
48-V1~48-V3 多个V相电源线
48-W1~48-W3 多个W相电源线
49-U1 第1U相跨接线部分
49-U2 第2U相跨接线部分
49-V1 第1V相跨接线部分
49-V2 第2V相跨接线部分
49-W1 第1W相跨接线部分
49-W2 第2W相跨接线部分
51(51-1~51-3) 中性点
56 第1固定部
57 第2固定部
52(52-1) 第1接续端子(连接部件)
52(52-2) 第2接续端子(连接部件)
52(52-3) 第3接续端子(连接部件)
58 绝缘套管(绝缘部件)
G 间隙。
- 永久磁铁嵌入型电动机的转子、使用该转子的电动机、使用该电动机的压缩机和使用该压缩机的空调机
- 压缩机用电动机、压缩机、制冷循环装置以及压缩机用电动机的制造方法